Description
1,1. Montaje automatizado de celdas de batería requisitos de diseño 1,montaje automatizado de celdas de batería parámetro técnico:
(1)capacidad del equipo: ≥10ppm;
(2)la tasa final excelente es ≥99,8% (solo los productos defectuosos causados por el equipo);
(3)tasa de fallos del equipo ≤ 2%;
(4)compatible con una variedad de especificaciones de módulos de tamaño, cambio rápido. Estabilidad de la potencia de salida del láser (fluctuación) ≤±1%, la longitud focal del galvánico puede visualizarse y ajustarse digitalmente, el rango es -5,0~+5,0mm, y la precisión de ajuste es ≤0,5mm;(5)la pista de soldadura es editada por el software de soldadura, el proceso de soldadura es automatizado, los parámetros pueden modificarse, Y la autorización de operación y modificación se puede establecer
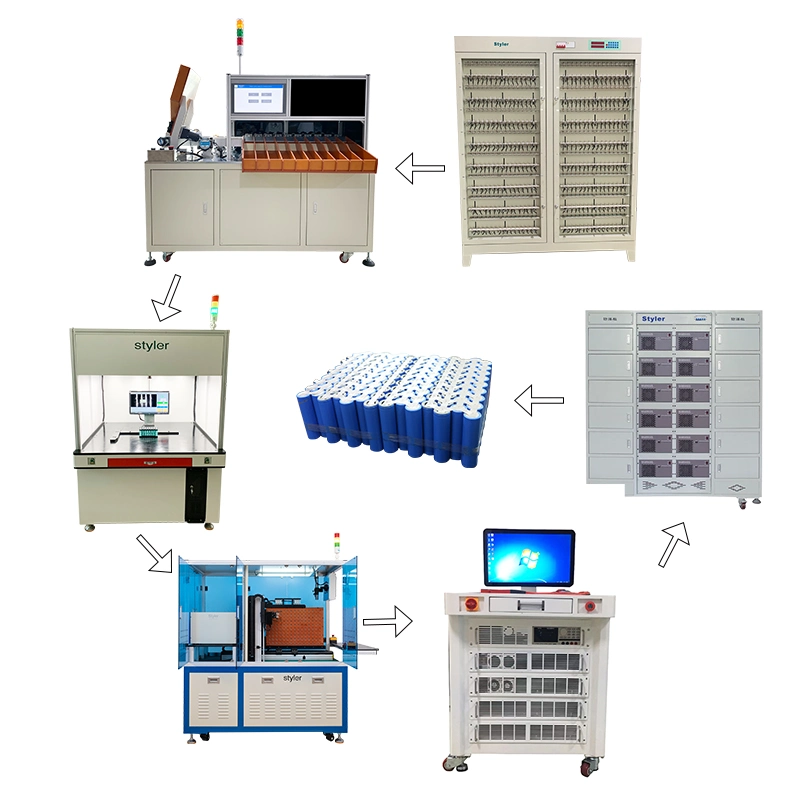
1,2, Diagrama de flujo:
Flujo de proceso provisional, sujeto a los requisitos reales
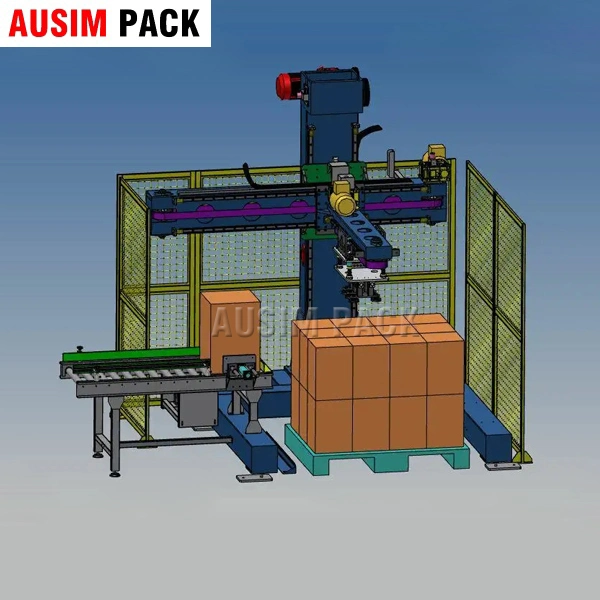
2,1. Diseño del programa 2 representación del programa:
2,2 Tamaño del diseño:
Tamaño del diseño posterior(L*W*H):19500mm*9000mm*3200mm
Tamaño del diseño frontal(L*W*H):13000mm*6000mm*2300mm
3. Módulo de funciones Introducción
3,1 Estación de encolado de cacahuetes
3.1.1 Descripción del equipo:
Esquema de estructura interna de la limpieza y encolado de células
Introducción de la estación de limpieza y encolado: 1. Después de que el trabajador coloque la celda de la batería en la cinta transportadora de alimentación, el equipo puede completar automáticamente la limpieza y el encolado; 2. Equipo Beat: 12ppm;
3.1.2 parámetros del equipo:
Póngase en contacto con nosotros para obtener más información sobre la línea de montaje automático.
3,2 apilado de mesas rotativas
3.2.1 Descripción del flujo de acción:
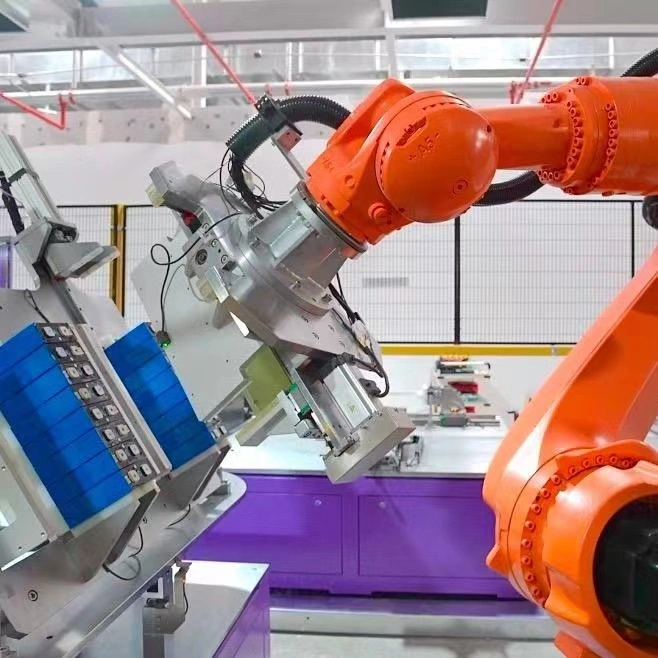
1. Proceso de acción: El robot de apilamiento descarga y descarga materiales de la línea transportadora del equipo de encolado, y realiza operaciones de apilamiento en la secuencia serie-paralela de las recetas del módulo. Este método de apilado puede acomodar de forma flexible combinaciones de módulos con diferentes recetas en secuencias en serie-paralelas. La secuencia de apilamiento es de abajo a arriba, y las células y placas aislantes se alternan, desde la celda de mano 1st a la placa aislante de mano 1st, y luego a la celda de mano 1. Durante el proceso de apilamiento, se prepresiona y se fija simultáneamente un mecanismo de pulsación y de golpeo hacia abajo.
2. La pinza es controlada por el robot para controlar el mecanismo de agarre, y la pinza está diseñada con células de inducción fotoeléctricas en su lugar. La plataforma de apilamiento de módulos adopta un diseño de doble estación de pendiente fija. Cada estación contiene abrazaderas dobles, que pueden colocar dos celdas al mismo tiempo. Cuando la estación A está apilando, la estación B realiza de forma sincrónica el trabajo de movimiento antes de la extrusión, y la estación doble se alterna, para mejorar la eficiencia del apilamiento y el movimiento.
3.2.2 Estrategia de cambio explicó:
1. Cambiar la pinza de celda: Elegir un cilindro de sujeción de largo recorrido, que puede ser automáticamente compatible con diferentes tipos de células al cambiar;
2. Cambio de la pinza de la placa aislante: El conjunto de ventosa de vacío se instala en el perfil de aluminio, y la distancia entre las ventosas se puede ajustar manualmente de acuerdo con la anchura de la placa aislante al cambiar el modelo.
3. Programa eléctrico: De acuerdo con la secuencia de apilamiento en serie-paralelo de los módulos compatibles, el robot realiza la operación de apilamiento de acuerdo con el programa de secuencia de apilamiento del robot preajustado. Antes de cambiar el modelo, se transfiere el programa de apilamiento del producto que cambia el modelo.
3.2.3 Estrategia de cambio explicada:
3,3 Introducción del módulo de funciones
3.3.1 Estación de extrusión: Proceso del módulo de doble fila
1. El robot de manipulación transporta las pilas de una sola fila 1 y 2 respectivamente desde el plato giratorio de apilamiento hasta la mesa de extrusión, y la mesa deslizante se desliza hasta la posición de extrusión manual; 2. Instale manualmente la placa de partición central (limpieza manual de un





 Complaint
Complaint