Description
descripción de producto
Impresión inteligente connotación mostrar
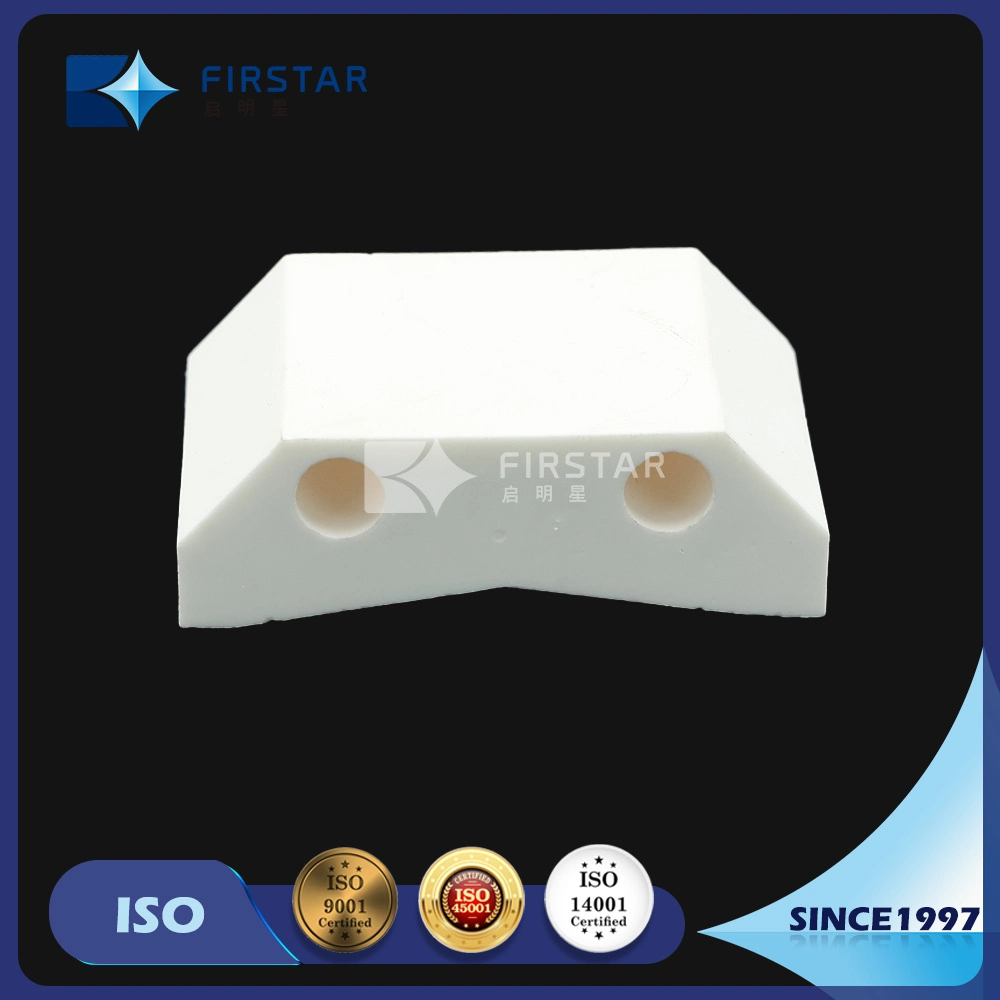
El sello mecánico Anillo de cerámica
Categoría: el rascador
Anillo de cerámica de la máquina de impresión opcional recomendado de acuerdo con los siguientes pasos: (oval Anillo de cerámica y el anillo de acero de tungsteno, multi-color anillo de acero de tungsteno no es la elección ah)
1, la primera opción de raspado en tamaño de la cuchilla: diámetro de diámetro * * alta (con el fin de evitar la compra no está instalado, no recuerdo es que parece, me envíe un correo no es caro)
Φ36.5xΦ42.5x6mm
Φ45*Φ40*12mm
Φ43*Φ37*10mm
Φ52*Φ60*12mm
Φ55*Φ45*12mm
Φ64*Φ56*12.2mm
Φ65*Φ60*5mm
Φ65*Φ60*5,2 mm
Φ70*Φ60*12mm
Φ78*Φ70*6mm
Φ80*Φ70*12mm
Φ70*Φ65*5,2 mm
Φ90*Φ80*12mm
Φ90*Φ82*12mm
Φ94*Φ86*12mm
Φ90*Φ85*8mm
Φ100*Φ90*12mm
Φ110*Φ100*12mm
Φ120*Φ110*12mm
Φ130*120*12mm
Φ140*Φ130*12mm
Φ150*Φ140*12mm
Φ199*Φ189*12mm
Φ200*Φ190*12mm
Φ201*Φ189*16mm
Φ250*Φ240*16mm
2, a continuación, seleccione el anillo de cerámica de forma de cuchilla
Consulte la tabla siguiente
3, si existen requisitos especiales para recordar a los planos adjuntos ah, como el lado de la empresa designada marca, o decirme la tolerancia, esto es muy poca gente sugiere que mientras puede ser utilizado.
Nota: las especificaciones especiales pueden ser personalizados, diferentes especificaciones no son el mismo precio, por favor llame a mí y luego comprar ah, ¡gracias!
Molde de nuestro departamento especializado en la producción de máquina de impresión de la copa de aceite en el anillo de la cuchilla de tinta (cerrado con el accesorio cuchillo) se divide en: anillo de acero de tungsteno de carburo de cuchillo) Cuchillo de cerámica (Ring),
Utilizamos materiales de Cerámica de zirconio, con una excelente resistencia al desgaste, resistencia química, temperatura elevada y anti-magnético, etc., pueden utilizarse en condiciones especialmente duras, y no contaminar el material y el medio ambiente; la producción de cerámica de retén, la impresión es un ideal sustituto de otros productos metálicos, tales como acero inoxidable, acero de aleación dura, el molibdeno, tungsteno acero y así sucesivamente, que es resistente al desgaste y resistencia química de piezas.
Desventajas:
1, la cerámica es frágil. Además, un cuchillo afilado borde que contiene partículas de tinta, o no libre de polvo en la polvorienta carretera de taller Taller de producción, son fáciles de mal Oh.
2 anillo de acero de tungsteno colapso también puede ser rectificado, anillo de cerámica reparación brecha difícil, muy pocas personas toman este trabajo, ya que barato.
Que los mayoristas, la compra de los dirigentes preocupados por la calidad de anillo de cerámica para ver a través de los requisitos de la tierra alta de la fábrica es también muy diligente
Para la mayoría de la utilización de la impresión de que los fabricantes ofrecen una variedad de modelos de aleación de acero de tungsteno puro especificaciones tazas raspado de la cuchilla, la calidad de primera clase nacional, ampliamente utilizado en las distintas marcas de taza de aceite de raspado de la máquina de impresión, un gran número de abastecimiento a largo plazo a cambio de la copa de la máquina de impresión de los fabricantes, mayoristas, empresas de comercio exterior, y las exportaciones a Asia sudoriental, el mercado europeo, ganó el favorito del cliente y la alabanza.
Un gran número de clientes en nuestra tecnología de procesamiento de anillo de cerámica está muy interesada en estos la confidencialidad es muy alta, me explico para algunos de vosotros.
Óxido de zirconio es ampliamente utilizado por sus excelentes temperaturas elevadas propiedades físicas y mecánicas, especialmente para los componentes esenciales utilizados en condiciones muy duras. Desde la conductividad térmica de zirconio es bajo y el coeficiente de dilatación térmica es grande, la estabilidad térmica de los productos de zirconio es pobre. Es preferible que el producto obtenido de la cerámica de óxido de zirconio compuesto de materia prima de la materia prima de zirconio estabilizado parcialmente tiene la mejor estabilidad térmica. Para la fabricación de Cerámica de zirconio estructura se utiliza a menudo para estabilizar la materia prima de zirconio en lugar de toda la zirconia estable de materias primas. La producción de Cerámica de zirconio en general, con estructura de 3mo1% Y203 zirconia estable de polvo de ultrafinas Por debajo de los dos aspectos de moldeo y disparando sobre el proceso de producción de Cerámica de zirconio.
Uno, formando
Métodos de construcción Cerámica de zirconio se utilizan actualmente más de tres: caliente la fundición a presión, presión seca moldeo y prensa isostática.
1, el moldeo de fundición a presión en caliente
Para los productos en miniatura de Cerámica de zirconio estructurada o formas complejas de los productos. Generalmente se utiliza la fundición a presión en caliente de método. El método de moldeo es relativamente sencillo, especialmente adecuado para la producción de grandes cantidades o de forma compleja de las pequeñas y medianas empresas de productos. Pero los productos de fundición a presión en caliente de zirconia son propensos a las grietas, deformaciones y otros defectos, es porque la lechada de Cerámica de zirconio es menor, el tamaño de partículas de polvo de la superficie de Grande, la preparación de prensado en caliente de purines, parafina y ácido oleico, más la cantidad de personas debe ser significativamente mayor que otros productos de cerámica, resultando en mayor parte el encogimiento, la fila de cera propenso a agrietarse, deformación y otros defectos. Por lo tanto, la preparación de la papilla, para dominar la adición de parafina y ácido oleico y unirse a la forma, el diseño de un plazo razonable de la fila de cera de la curva de disparo y otras relacionadas con los parámetros de proceso, para evitar la aparición de estos defectos.
2, Presión seca formando
En la forma de simple, apto para el moldeo de presión seca de las pequeñas y medianas empresas a menudo los productos de Cerámica de zirconio presión seca método. Cerámica de zirconio presión seca cuando el problema común es el producto de la estratificación es porque el polvo de la granulación partículas ultrafinas zirconia son muy finas, de modo que las partículas de luz, escasa movilidad, la presión seca propenso a capas de fenómeno. A partir de la producción práctica que el producto y moldeo de capas de acabado del molde y la situación, la formación de la presión, presión, presión y presión de tiempo, modo de lanzamiento, desvestido de velocidad están relacionadas con los siguientes aspectos de la encima de la influencia de factores en seco al pulsar se describe como sigue:
Un molde, acabado y con la situación
Presión seca en el molde que son los requisitos de calidad superior, en primer lugar requieren un cierto grado de dureza requisitos de la molde. Como el estabilizador de la circonita partículas son muy delgadas, escasa movilidad, y por lo tanto el molde son los requisitos de acabado de alta, si el acabado no cumple los requisitos, la presión seca cuando el flujo de material, dando como resultado la aparición de estratificación. Al mismo tiempo, si el molde no es buena, la diferencia es grande, debido a las finas partículas de polvo de zirconio, el polvo morirán a causa de que el molde de la brecha, resultando en el molde de todo el polvo de menos, de modo que cuando se pulsa alrededor no puede ser compacta, será debido a la presión de la transmisión incoherencia y estratificación, de modo que los requisitos de la molde con un superior.
B, formando la presión
El moldeo de presión en el proceso de prensado en seco de zirconio es más crítica, la presión es demasiado pequeño y demasiado no se puede suprimir el cuerpo ideal. La presión es demasiado pequeño, entonces la densidad de los productos tras la quema de los pequeños, el producto, el encogimiento, el grado de compactación de la carrocería verde no es fácil que aparezca la estratificación; y la presión es demasiado grande, el cuerpo también es propenso a las grietas, estratificación y desmoldeo dificultades y así sucesivamente. La presión de moldeo debe estudiarse a través de prácticas de producción.
C, la presión
Existen dos tipos de métodos de presurización: uno es una sola cara de la presión, la otra es la presión de doble cara. Cuando la presión de una sola cara, la presión en un extremo de la presión directamente, existe una clara gradiente de presión, el peor de la corriente de polvo, el cuerpo de la diferencia de presión es mayor, más propensos a la estratificación. La presión de doble cara, los dos lados del cuerpo directamente bajo presión, de modo que los dos extremos de la densidad, la densidad media es pequeño, el gradiente de presión de la distancia de transmisión efectiva de la presión unilateral de la mitad, de modo que la densidad del cuerpo de una sola cara de la presión mucho más uniforme. Por lo tanto, Cerámica de zirconio de moldeo de prensa en seco debe adoptar la presión de doble cara.
D, la presión y el tiempo sosteniendo
La presión y control de presión del tiempo puede llevar también a las irregularidades de zirconia blanks y otros defectos. La velocidad de la estampación debería ser lenta, tales como la presión es demasiado rápido, el cuerpo del gas no es fácil de descargar, resultando en la aparición de cuerpo verde, la superficie es denso y suelto en el oriente, y la existencia de burbujas y así sucesivamente. Como el tiempo de retención es demasiado corto, la presión que aún no ha alcanzado la profundidad, la fuerza externa ha sido eliminado, para que el cuerpo no es fácil de descargar el gas, es difícil conseguir un mejor cuerpo, hay burbujas y otros fenómenos. Mientras que el tiempo de retención debe ser uniforme, de lo contrario, provocará la desigual grosor del producto, lo que los residuos.
E, decapado y el modo de velocidad de la pelado
Pelado de presión seca cuando el uso general de las herramientas desde el molde del cuerpo, pelar la velocidad uniforme y lento, como atención hará que el cuerpo se agriete. La práctica demuestra que la herramienta de liberación del molde plano de lo contrario, provocará la desigual cuerpo causados por las grietas. En resumen, la presión seca y los factores mencionados se refieren a varios factores, a conformar el cuerpo ideal, los aspectos mencionados debe ser controlada.
3 prensa isostática
Para la forma especial de gran tamaño y estructura de Cerámica de zirconio, el uso de la prensa isostática. Prensa isostática de green cuerpo, debido a una presión uniforme en cada dirección, y la presión es grande, así que después de la formación del cuerpo de densidad, la uniformidad, disparando el encogimiento es pequeño, fácil de deformación, grietas, estratificación. El método de moldeo puede evitar la dificultad de embalaje en seco, especialmente la formación de grueso, seco y productos de zirconio propenso a la presión de la estratificación, y el moldeo isostática se pueden evitar, por lo que el método de moldeo es producir productos de zirconio utilizada. Pero después de la moldura de la hidrostática del cuerpo debe ser procesado, será un desperdicio de parte de las materias primas, y porque el cuerpo es muy duro, el procesamiento de más angustia, y la velocidad de proceso es lento, de lo contrario, el cuerpo propensas a la fractura, no es de alta eficiencia de producción.
Segundo, quemaron
Zirconia a diferentes temperaturas, hay tres en forma homogénea el cuerpo, es decir, el cúbico, monoclinic y tetragonal. La temperatura de transición de la circonita cristal es como sigue:
A partir de la monoclinic sistema en sistema tetragonal con aproximadamente un 7% del volumen de cambio. Calefacción de zirconia monoclinic a tetragonal de zirconia en el volumen el encogimiento de refrigeración; zirconia monoclinic tetragonal a la expansión de volumen de zirconio, esta contracción y expansión no se producen en la misma temperatura, el ex acerca de 1200oC, el último acerca de 1000ºC.
La temperatura de sinterización de cerámica de zirconio varía con el método de preparación, finura, el tipo de aditivos y la cantidad de aditivos, por lo general entre 1500 ~ 1650oC, de modo que la Cerámica de zirconio no tiene ninguna curva de disparo de uniforme, y su sistema de disparo apropiado para ser obtenido por disparos de prueba. Los disparos de Cerámica de zirconio es propenso a la fisuración debido al cambio en el volumen, por lo que la elección de la curva de disparo es muy importante en el proceso de cocción de cerámica de zirconio. Debe prestar atención a controlar la velocidad de calentamiento, especialmente en su temperatura de transición de fase de cristal de la región, la velocidad de calentamiento para frenar, para grandes neumáticos y piezas grandes de los productos deben prestar atención a la velocidad de calentamiento. En 1100oC por encima de la velocidad de enfriamiento debe estar controlada, no demasiado rápido, de lo contrario habrá agrietado.
Zirconia materiales tienen una gran variedad de excelentes propiedades, especialmente con el efecto de endurecimiento, que es ampliamente utilizado como un hueso duro de cerámica. Tiene una alta resistencia, alta resistencia a la flexión, de alta dureza y resistencia al desgaste y otras características, pero también muestra la amplitud de la aplicación. Tiene una amplia gama de aplicaciones de maquinaria, electrónica, el petróleo, química, la industria aeroespacial, textil, instrumentos de medición de precisión, máquinas herramientas de precisión, bioingeniería y equipos médicos. La creciente popularidad de los diarios de cerámica de uso de herramientas, pero también hace que la estructura de Cerámica de zirconio comenzó a entrar en el campo de la cerámica de uso diario. La cerámica estructural de zirconia como una de las aplicaciones más importantes de zirconio, el actual cada vez más atención, la industria de las perspectivas.
Método de mecanizado de ultrasonidos de material cerámico zirconia
Cerámica de zirconio mecanizado de ultrasonidos es la aplicación de ultrasonidos vibración en la herramienta o el material procesado, la adición de líquidos abrasivos abrasivos o pegar entre la herramienta y la pieza, y la herramienta se presiona contra la pieza con una pequeña presión.
El procesamiento de Cerámica de zirconio, debido a la existencia de la vibración ultrasónica entre la herramienta y la pieza, obligando a los fluido de trabajo suspendida en las partículas abrasivas con gran velocidad y aceleración siguen afectando, pulido la superficie que se están procesando, además de la zona de elaboración de la cavitación, efecto de presión, provocando el efecto de eliminación de materiales.
Cerámica de zirconio de procesamiento de ultrasonidos y otros métodos de transformación se combinaron para formar una gran variedad de compuestos de ultrasonidos tecnología de procesamiento, como ultrasonidos ultrasonidos el torneado, moler, perforación de ultrasonidos ultrasonidos, el procesamiento de rosca, la vibración ultrasónica honing, ultrasonido esmerilado y pulido.
El método de procesamiento compuesto de ultrasonidos es más adecuado para el procesamiento de la Cerámica de zirconio, y su eficiencia de procesamiento aumenta con la fragilidad de los materiales de Cerámica de zirconio.
Los investigadores han estudiado los ultrasonidos de trituración de materiales de Cerámica de zirconio, y casi se duplicó la eficacia del procesamiento de materiales cerámicos.
En el procesamiento de cerámica alúmina y Cerámica de zirconio, la herramienta y la pieza al mismo tiempo la aplicación de la vibración ultrasónica, de modo que la eficiencia de procesamiento aumentó un 2 a 3 veces.
En la broca por vibración ultrasónica para pozo profundo procesamiento, mejorar la calidad de la superficie del agujero y el agujero redondez.
La velocidad de eliminación de material cerámico zirconia esmerilado y pulido se relaciona con la resistencia de materiales de Cerámica de zirconio. Cuanto mayor sea la dureza de la Cerámica de zirconio, la parte inferior de la eficacia del procesamiento de la Cerámica de zirconio
Ver el final de la ah, servir! Recuerde que debe pagar Oh






 Complaint
Complaint