


 Complaint
Complaint

| NO | Elemento de producto | Descripción | Aplicación |
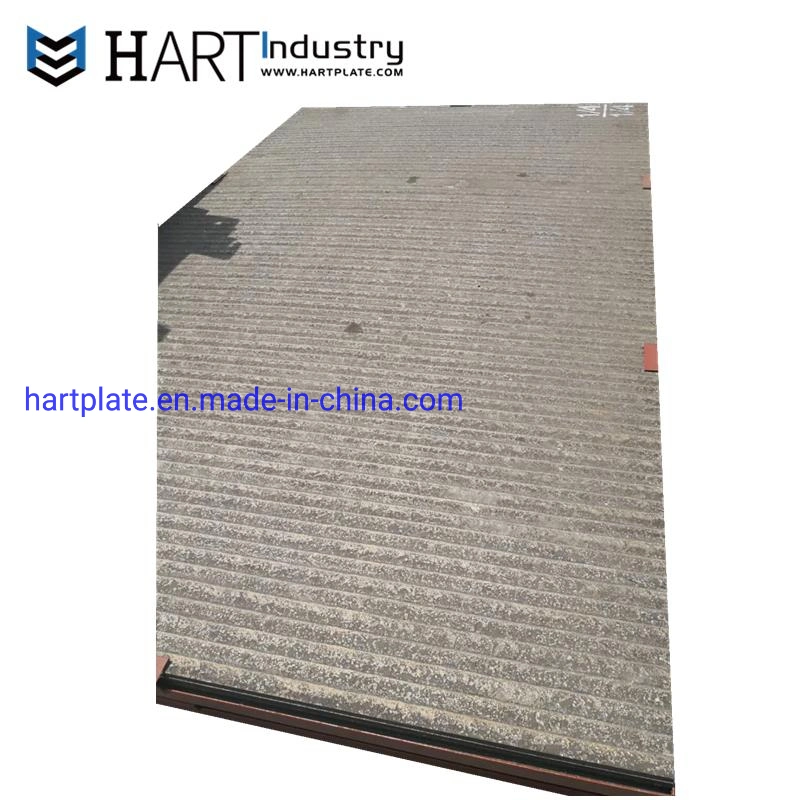
| 1 | HART-P-200 | Placa de superposición de carburo de cromo | Desgaste deslizante |
| 2 | HART-P-100 | Placa de superposición de carburo de cromo | Grave desgaste deslizante |
| 3 | HART-P-80 | Placa de recubrimiento de carburo de complejos | Extreme desgaste deslizante |
| De espesor | C% | Cr% | Mn% | Si% | HRC. | |
| 3 en 3 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 4 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 5 | 3~4 | 18~22 | 0.5~1 | 0.5~1 | 58~60 | |
| 3 N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | N>5 |
| 4 N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 5 N | 4~6 | 23~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 6 N | 4~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 7 N | 4.5~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 8 N | 4.5~6 | 24~28 | 0.5~1.5 | 0.5~1 | 58~62 | |
| 9 N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 10 N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 11 N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 12 en la N | 5~6 | 26~34 | 0.5~1.5 | 0.5~1 | 60~64 | |
| N N | 5~6 | 26~34 | 0.5~2 | 0.5~1 | 60~64 | N>12 |
| La industria | Aplicaciones |
| La minería | Toboganes, tolvas, camisas para carretilla camas, palas niveladoras, cucharas, cucharones dragline pala, excavadoras |
| El cemento | Guía de separador de paletas, conos de descarga para el clínker los recipientes de almacenamiento, transporte de mineral de la sinterización de expulsores de conductos de salida, para Molinos de molienda de clinker, recibiendo las tolvas |
| El dragado | El dragado de tubos y tuberías de aspiración de bombas, los vertidos de la bomba, |
| El acero | El dragado de tubos y tuberías de aspiración de bombas, los vertidos de la bomba, |
| La alimentación | Los conductos de manipulación de carbón, carbón, las camisas del alimentador de la pantalla de trituradoras de conos de clasificador de placas, las camisas, diario, silo bunkers |
| Aleación HARDBANDING | La norma ASTM G65 -- La pérdida de peso | Dureza (Rc). |
| 10+10-8 | 0,162 g/revoluciones de 6000 | 64.7 |
| 10+10-4 | 0.183 g/revoluciones de 6000 | 63.7 |
| 10+10-2 | 0.149 g/revoluciones de 6000 | 64.0 |
| SERVICE | Descripción |
| El corte | 1. Puede ser cortado por el plasma, láser, chorro de agua, de arco, y de la sierra abrasivo gubia corte; |
| La soldadura | 1. Utilizar 480 MPa (70 ksi) o 560 MPa (80 ksi) para unirse a los consumibles de metales. 2. Después de soldar, articulaciones deben ser cubiertas por el desgaste de la superposición de protección. |
| El mecanizado | 1. No mecanizables por métodos convencionales. 2. Se puede acabar rectificando. 3. Agujeros avellanados puede ser, precisamente, producida por EDM (Descarga eléctrica mecanizado). |
| La formación | 1. Comúnmente se formó con superposición en el interior. 2. Para tuberías con diámetros inferiores a 0,6 m (24"), tubo hardfacing recomendó en su lugar de las tuberías fabricadas con hardfacing placa. |
| La perforación | 1. Al taladrar, la distancia entre dos agujeros deben ser al menos de 15mm (5/8''); de lo contrario, la partición puede no ser lo suficientemente fuerte y puede agrietarse. 2. El diámetro mínimo de los orificios deben ser igual al espesor de las placas. Para placas más gruesas con un grosor total de más de 20 mm (3/4''), el diámetro mínimo debe ser de 1,5 veces el espesor de la placa. |