 Complaint
Complaint

GB 4Cr13 para la fabricación de molde plástico y canal caliente
Equivalencia
| AlSl / SAE | DIN / no de ancho | JIS | GB | ||||||||
| 420 | 1,2083 | SUS420J2 | 4Cr13 | ||||||||
Composición química (%)
| Acero Grado | C | Si | MN | P | S | CR | |||||||
| 1,2083 | 0,36 | ≤ | ≤ | ≤ | ≤ | 12,50 | |||||||
| 0,42 | 1,00 | 1,00 | 0,030 | 0,030 | 14,50 | ||||||||
| 420 | ≤ | ≤ | ≤ | ≤ | ≤ | 12,00 | |||||||
| 0,15 | 1,00 | 1,00 | 0,030 | 0,030 | 14,00 | ||||||||
| 4Cr13 | 0,36 | ≤ | ≤ | ≤ | ≤ | 12,00 | |||||||
| 0,45 | 0,60 | 0,80 | 0,030 | 0,030 | 14,00 |
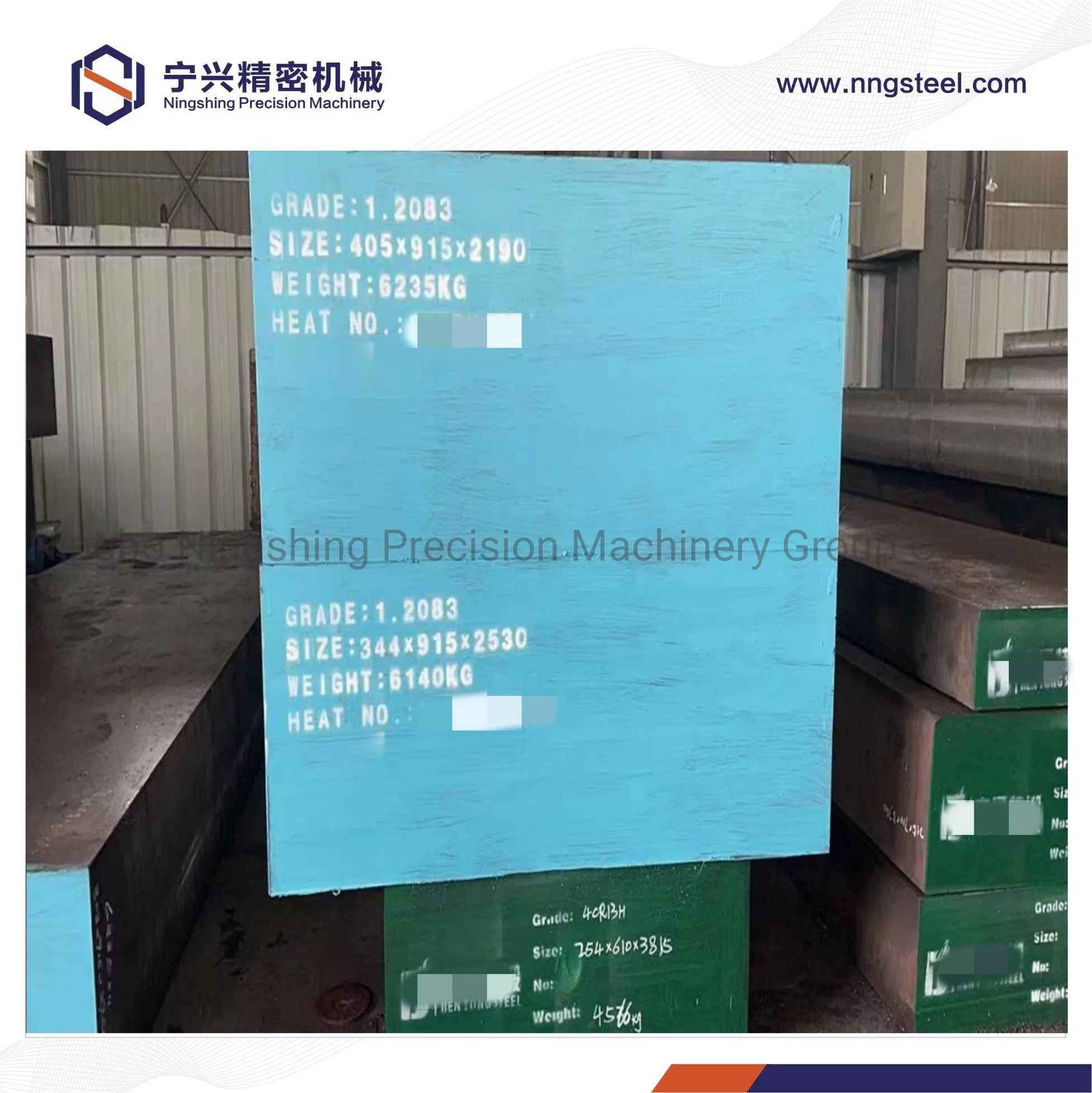
Dimensiones
| Forma | Grueso / diámetro (mm) | Anchura (mm) | ||||||
| Plana | 6-200 | 20-910 | ||||||
| Placa | 6-120 | 1000-2300 | ||||||
| Bloque | 150-600 | 200-1500 |
Condición de entrega
EAF+LF+VD+(ESR), superficie forjada, no mecanizada o mecanizada, UT 100% superada
Ofrecemos dos condiciones como
Recocido: Dureza≤235HB
Q+T: Dureza 33-38HRC o según la personalización
Características
Acero inoxidable martensítico, con buena maquinabilidad y excelente resistencia a la corrosión, polisabilidad, y alta resistencia y resistencia al desgaste después del tratamiento térmico.
Aplicación
También se utiliza ampliamente para la fabricación de moldes de plástico y moldes de plástico transparente que requieren una alta carga, resistencia al desgaste, y trabajar bajo la acción de medio corrosivo.
Técnica de forja
Tratamiento térmico
| Temperatura de calor | Comience a forjar la temperatura | Termine la temperatura de forja | Método de enfriamiento |
| Calentar lentamente a 800ºC, luego calentar rápidamente a la temperatura de forja final | 1160-1200ºC. | >=850ºC. | Fresno refrigeradora de arena,con recocido oportuno |
Recocido
840 a 870 °C.
Refrigeración controlada lenta en el horno a una velocidad de 10 a 20°C/h hasta aproximadamente 600°C, refrigeración adicional en el aire. Dureza tras recocido: Máx 229 HB.
Alivio del estrés
Aprox. 650°C
Enfriamiento lento en horno; diseñado para aliviar las tensiones establecidas por el mecanizado extensivo, o en formas complejas. Después de calentar, mantener en atmósfera neutra durante 1 - 2 horas.
Endurecimiento
1000 a 1050°C / aceite, aire
Tiempo de mantenimiento después de la ecualización de la temperatura: 15 a 30 minutos.
Dureza obtenible: 53-56 HRC
Temperado
100 a 200 °C (212 a 392 °F)
Calentamiento lento a temperatura de temple inmediatamente después de endurecimiento / tiempo en horno
1 horas por cada 20 mm de espesor de la pieza de trabajo pero al menos 2 horas / refrigeración en aire.
Para obtener las cifras de dureza media, consulte el cuadro de temperatura.
¿Qué podemos ofrecer?
Ofrecemos una amplia gama de productos de acero en una amplia variedad de dimensiones y ejecuciones, de acuerdo con las especificaciones internacionales comunes o customized.
El mecanizado y el tratamiento térmico están disponibles.
También, le aconsejamos en la elección de los materiales adecuados.
Forma disponible
Barra redonda sólida
Barra plana
Bar cuadrado
Barra hexagonal
Bloque
Placa
Hoja
Varilla de alambre
Tira
| AISI | DIN | JIS | Existencias | Aplicación |
Acero para implementos calientes | H11 | 1,2343 | SKD6 | √ | Troqueles de fundición, troqueles de extrusión, troqueles de martillo, |
H13 | 1,2344 | SKD61 | √ | ||
H10 | 1,2365 | SKD7 |
| ||
-- | 1,2367 | -- |
| ||
L6 | 1,2714 / 1,2713 | SKT4 | √ | ||
H12 | 1,2606 | SKD62 |
| ||
H21 | 1,2581 | SKD5 | √ | ||
Acero para herramientas de trabajo en frío | D3 | 1,2080 | SKD1 | √ | Herramientas de corte, herramientas de perforación, deslizadores de cizalla, escariadores, troquelados, Pinzas, vasos, etc. |
-- | 1,2601 | ~SKD11 | √ | ||
D2 | 1,2379 | ~SKD11 | √ | ||
-- | 1,2379 MOD | DC53 (Daido) | √ | ||
D6 | 1,2436 | -- |
| ||
O1 | 1,2510 | SKS3 | √ | ||
O2 | 1,2842 | -- |
| ||
A2 | 1,2363 | SKD12 |
| ||
S1 | 1,2550 | -- |
| ||
S7 | 1,2357 | -- |
| ||
-- | 1,2767 | SKT6 |
| ||
L2 | 1,2210 | -- |
| ||
Plástico | P20 | 1,2311 | -- | √ | Base del molde, núcleo y cavidad, molde de parachoques, etc. |
P20+ni | 1,2738 | -- | √ | ||
P20+S | 1,2312 | -- | √ | ||
-- | 1,2316 | -- |
| ||
420 | 1,2083 | SUS420J2 | √ | ||
-- | -- | NAK80 (Daido) | √ | ||
Acero aleado | 4120 | 25CrMo4 / 1,7218 | SCM420 |
| Ejes, engranajes, perforadores, cadenas, pernos, Tuercas, pasadores, suds, llaves, mordeduras, Cigüeñales, bielas, Cay, acoplamientos, etc. |
4135 | 34CrMo4 / 1,7220 | SCM435 |
| ||
4130 | 34CrMo4 / 1,7220 | SCM430 | √ | ||
4140 | 42CrMo4 / 42CrMoS4 / 1,7225 | SCM440 | √ | ||
4142 | 41CrMo4 / 1,7223 | SCM440 |
| ||
4145H | -- | -- |
| ||
4330V | -- | -- |
| ||
4340 | 34CrNiMo6 / 1,6582 | SNCM439 |
| ||
5115 | 16MnCr5 / 16MnCrS5 / 1,7131 |
|
| ||
5120 | 20MnCr5 / 20MnCrS5 / 1,7147 | SMnC420H |
| ||
5140 | 41Cr4 / 41CrS4 / 1,7035 | SCr440 | √ | ||
8620 | 21NiCrMo2 / 1,6523 | SNCM220 |
| ||
8640 | 40NiCrMo2-2 / 1,6546 | SNCM240 |
| ||
-- | 18CrNiMo7-6 / 17CrNiMo6 / 1,6587 | -- |
| ||
9840 | 36CrNiMo4 / 1,6511 | -- |
| ||
E71400 | 41CrAlMo7-10 / 1,8509 | SACM1 |
| ||
-- | 34CrAlNi7 / 1,8550 | -- |
| ||
Acero de rodamiento | E52100 | 100Cr6 / 1,3505 | SUJ2 | √ | Cojinete, ejes |
-- | 100CrMn6 / 1,3520 | -- |
| ||
-- | 100CrMo7-3 / 1,3536 | -- |
| ||
Resorte de acero | 5155 | 55Cr3 / 1,7176 | SUP9 |
| Muelles |
6150 | 51CrV4 / 1,8159 | SUP10 |
| ||
9261 | 60CrSi7 / 1,7108 | -- |
| ||
Acero al carbono | 1010 | CK10 / C10E / 1,1121 | S10C |
| Ejes, cadenas, pernos, tuercas, pasadores, Suds, llaves, mordeduras, vino, parejas, etc. |
1020 | C22 / 1,0402 | S20C | √ | ||
1040 | CK40 / C40E / 1,1186 | S40C | √ | ||
1045 | CK45 / C45E / 1,1191 | S45C | √ | ||
1050 | CK50 / C50E / 1,1206 | S50C | √ | ||
1055 | CK55 / C55E / 1,1203 | S55C |
| ||
1064 | CK60 / C60E / 1,1221 | S58C |
| ||
Acero para herramientas de alta velocidad | M2 | 1,3343 | SKH51 | √ | Escariador, |
M7 | 1,3348 | -- |
| ||
M42 | 1,3247 | SKH59 | √ | ||
M35 | 1,3243 | SKH55 | √ | ||
T1 | 1,3355 | SKH2 |
| ||
T15 | 1,3202 | -- |
| ||
T42 | 1,3207 | SKH57 |
|
Recocido
840 a 870 °C.
Refrigeración controlada lenta en el horno a una velocidad de 10 a 20°C/h hasta aproximadamente 600°C, refrigeración adicional en el aire. Dureza tras recocido: Máx 229 HB.
Alivio del estrés
Aprox. 650°C
Enfriamiento lento en horno; diseñado para aliviar las tensiones establecidas por el mecanizado extensivo, o en formas complejas. Después de calentar, mantener en atmósfera neutra durante 1 - 2 horas.
Endurecimiento
1000 a 1050°C / aceite, aire
Tiempo de mantenimiento después de la ecualización de la temperatura: 15 a 30 minutos.
Dureza obtenible: 53-56 HRC
Temperado
100 a 200 °C (212 a 392 °F)
Calentamiento lento a temperatura de temple inmediatamente después de endurecimiento / tiempo en horno
1 horas por cada 20 mm de espesor de la pieza de trabajo pero al menos 2 horas / refrigeración en aire.
Para obtener las cifras de dureza media, consulte el cuadro de temperatura.
¿Qué podemos ofrecer?
Ofrecemos una amplia gama de productos de acero en una amplia variedad de dimensiones y ejecuciones, de acuerdo con las especificaciones internacionales comunes o customized.
El mecanizado y el tratamiento térmico están disponibles.
También, le aconsejamos en la elección de los materiales adecuados.
Forma disponible
Barra redonda sólida
Barra plana
Bar cuadrado
Barra hexagonal
Bloque
Placa
Hoja
Varilla de alambre
Tira
Nota:
1). √ significa que tenemos estoc.
2). Condición de entrega:
FUNDICIÓN: EAF+LF+VD (+ESR).
Fabricación: Laminado en caliente, laminado en frío, forjado, dibujado en frío.
Tratamiento térmico: Sin tratar, recocido, N+T, Q+T.
Superficie: Negro, pelado, torneado, molido, lijado, Pulido.