


 Complaint
Complaint

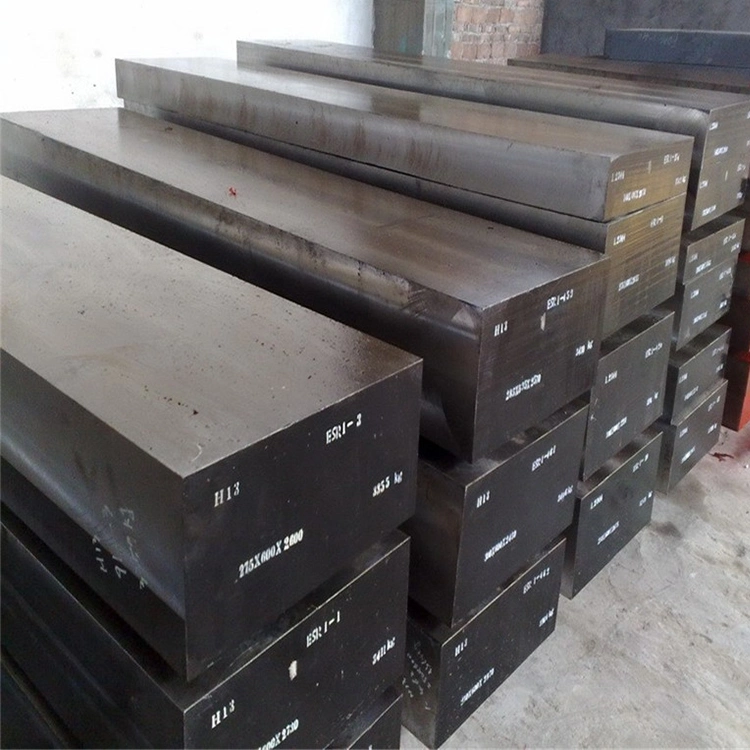
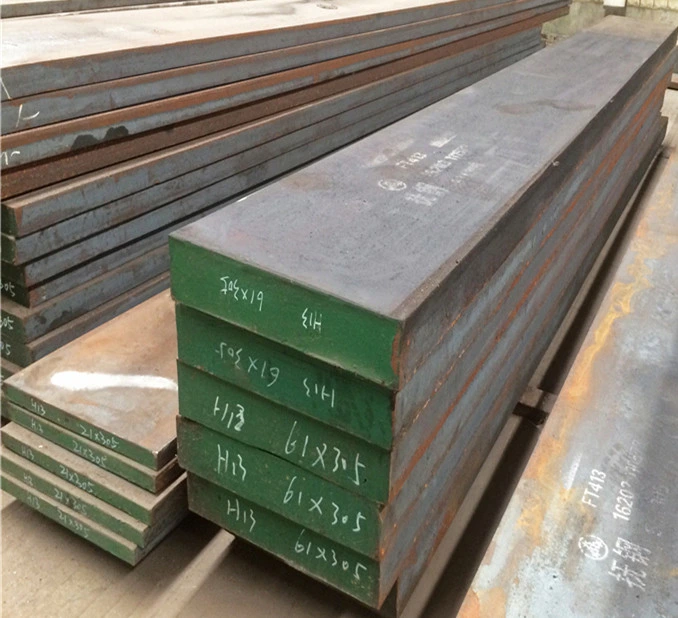
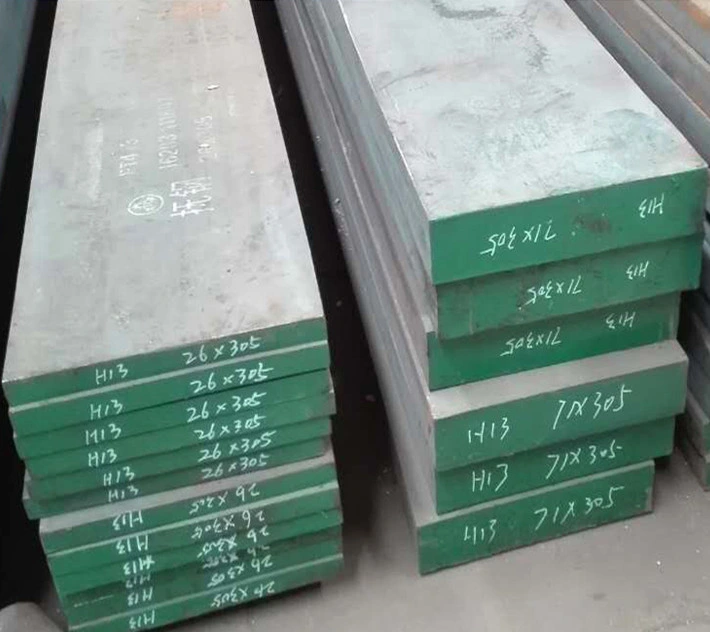
DIN 1,2344 Hot Work Tool Steel (también conocido como AISI H13) es una herramienta de acero de grado estandarizado para trabajo en caliente. La característica principal de este grado es la combinación de elementos aloyados de Cr, Mo y V, que proporciona una alta resistencia al desgaste al choque térmico. Es bien conocido por su gran fuerza, y resistencia al calor. Se utiliza en gran medida para el fundido en el campo de rumbo frío. La presencia de vanadio alto en DIN 1,2344 puede manejar la abrasión a temperaturas bajas y altas. Siempre proporciona un nivel uniforme y alto de maquinabilidad. Este acero de herramienta se utiliza principalmente para fundición a presión de aluminio, magnesio y zinc.
Recocido Endurecimiento
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,2714 | C | Si | MN | CR | Mo | S | P | V |
| 1,40-1,60 | 0,40-0,60 | 0,40-0,60 | 11,0-13,0 | 0,80-1,20 | ≤0,003 | ≤0,003 | 0,20-0,5 |
| Tamaño de barra plana | Tamaño de barra redonda (mm) | ||||
| Grosor | Anchura | Longitud | Diámetro | Longitud | |
| 10-500 | 100-1500 | 2000-6000 | 20-500 | 3000-6000 | |
Q1: ¿Qué haces por el control de la calidad?
A1: Antes de cargar en el contenedor, nuestros productos serán inspeccionados por inspección ultrasónica. Calidad Grado conforme a SEP 1921-84 E/e, D/d, C/c según la solicitud del cliente.
Q2: ¿Cuáles son sus productos de venta directa?
A2: D2/1,2379, H13/1,2344, CR12MOV, DC53, CR8, abundante stock para platos y redondos. Precios competitivos y plazos de entrega cortos.
Q3: ¿podemos visitar su empresa y fábrica?
A3: Sí, ¡muy bienvenidos! Podemos reservar el hotel para usted antes de que usted venga a China y organizar nuestro conductor a nuestro aeropuerto para que le recoja cuando usted venga.
Q4: ¿es usted un fabricante o simplemente un comerciante?
A4: Somos un grupo de empresas y de empresas de propiedad de fabricantes y empresas comerciales. Nos especializamos en acero de molde plástico, acero de molde de trabajo en caliente, acero de molde de trabajo en frío, acero de aleación para mecánica, acero de alta velocidad, etc. todos los materiales son de alta calidad y precio competitivo.