Description
China Fabricantes hardware de plástico personalizado Caja de herramientas de inyección molde plástico Diseño de moldes Desarrollo de moldes procesamiento de moldes Inyección de moldes
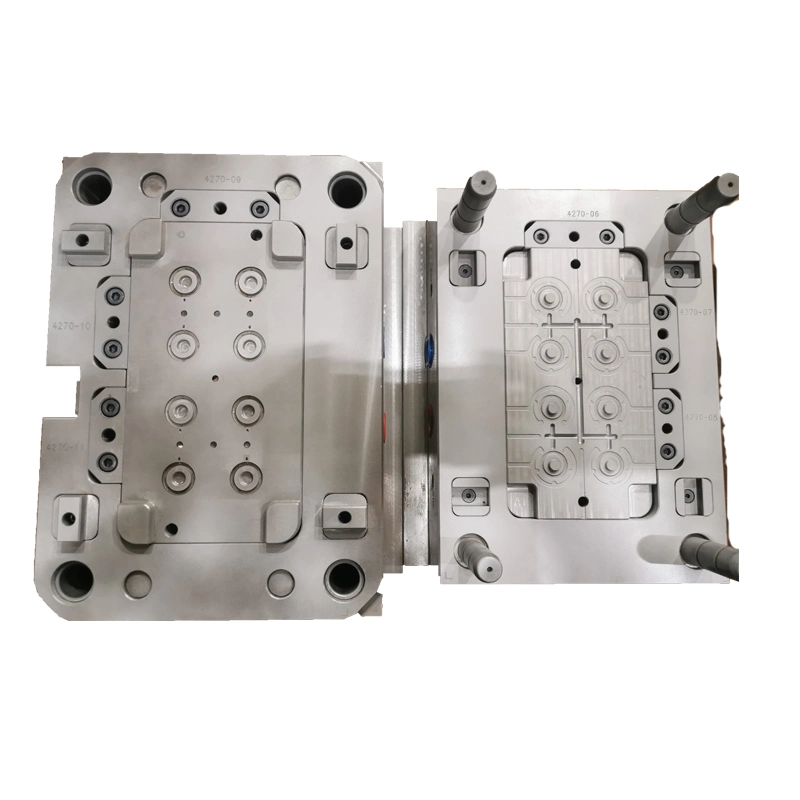
Servicio de piezas de moldes de inyección de plástico
Xiamen Meteor ofrece más diseño de piezas de moldes de inyección y servicio de fabricación, tenemos más de 10 experiencia en el campo de moldes de inyección. Todos los proyectos los colocaremos desde el flujo de trabajo DFM hasta PFM para garantizar la calidad de los productos, desde el diseño de moldes, el análisis de flujo de moldes, el mecanizado por molde, revisaremos una serie de informes de pruebas para garantizar que la producción de moldes funcione sin problemas. Estamos orgullosos de nuestro flujo de producción de moldes, garantía de calidad de producto, entrega a tiempo y tenemos un equipo de ingenieros profesionales para apoyar sus proyectos, hacerlo tan fácil, hacer que usted tan cómodo.
Directrices de diseño de moldes de plástico
Tamaño
El contorno máximo de la pieza que se puede moldear es de aproximadamente 18,9 pulg. (480mm) por 29,6 pulg. (751mm) o aproximadamente equivalente a 175 pies cuadrados. (1.129 metros cuadrados). Un volumen máximo de piezas de aproximadamente 59 pulg. Profundidad hasta 4 pulg. (101mm) desde la línea de separación con 3 grados de tiro, o hasta 8 pulg. (202mm) total si la línea de separación puede pasar por el centro de la pieza, por dentro y por fuera. Las partes más profundas se limitan a un contorno más pequeño.
Borrador
Una conicidad aplicada a las caras de la pieza que impide que sean paralelas al movimiento de la apertura del molde se denomina ángulo de salida. Esto evita que la pieza se dañe debido a la raspado, ya que la pieza se expulsa del molde. Borrador recomendado:
se recomienda encarecidamente que haya 0,5 grados en todas las caras verticales.
2 grados funciona muy bien en la mayoría de las situaciones.
3 grados es mínimo para un cierre (metal que se desliza sobre el metal).
Se requieren 3 grados para la textura ligera (PM-T1).
Se requieren 5 o más grados para la textura pesada (PM-T2).
Tolerancias
Normalmente, Proto Labs puede mantener una tolerancia de mecanizado de ±.003 pulg. (0,08mm) con una tolerancia de resina incluida que puede ser mayor que pero no menor que ±.002 pulg./pulg. (0,002mm/mm).
Grosor de la pared
Con las piezas moldeadas por inyección, observar el espesor de pared adecuado (y uniforme) ayuda a las piezas a evitar problemas potenciales como las marcas de hundimiento y la deformación. Los espesores recomendados varían según el material:
| Resina | Pulgadas |
| ABS | 0,045 - 0,140 |
| Acetal | 0,030 - 0,120 |
| Acrílico | 0,025 - 0,500 |
| Polímero de cristal líquido | 0,030 - 0,120 |
| Plásticos reforzados con fibra larga | 0,075 - 1,000 |
| Nylon | 0,030 - 0,115 |
| Policarbonato | 0,040 - 0,150 |
| Poliéster | 0,025 - 0,125 |
| Polietileno | 0,030 - 0,200 |
| Sulfuro de polifenileno | 0,020 - 0,180 |
| Polipropileno | 0,025 - 0,150 |
| Poliestireno | 0,035 - 0,150 |
| Poliuretano | 0,080 - 0,750 |
acabado de superficie
En los laboratorios Proto hay disponibles varios acabados estándar para piezas moldeadas por inyección. Nuestros acabados actuales incluyen acabados no cosméticos, de bajo contenido y EDM; textura de microesferas y pulido de moldes de alta calidad.
Acabados estándar (de menos a más costoso):
| PM-F0: | No cosmético: Acabado a discreción de Protomold |
| PM-F1: | Baja cosmética: Se han eliminado la mayoría de las marcas de herramientas |
| PM-F2: | No cosmético: Discreción de Protomold, acabado EDM y/o marcas de herramientas permitidas |
| SPI-C1: | 600 piedra de grano, 10-12 Ra |
| PM-T1: | Textura Protomold, SPI-C1 seguido por explosión de abalorios ligeros |
| PM-T2: | Textura Protomold, SPI-C1 seguido de una explosión de gránulos mediana |
| SPI-B1: | 600 papel de grano, 2-3 Ra |
| SPI-A2: | Grado #2 Buff Diamante, 1-2 Ra |
* "PM" en la tabla significa un acabado de superficie ajustado para ajustarse al proceso de moldeo por inyección de giro rápido, donde SPI (la Sociedad de la Industria de Plásticos) denota un acabado estándar de la industria.
Radios
Dado que Proto Labs emplea un proceso de fresado CNC automatizado para fabricar el molde para sus piezas, algunas esquinas de las piezas terminarán con un radio en lugar de una arista viva. Esto no requiere generalmente un cambio en el modelo, pero el diseñador se hace consciente de estos radios antes de que el molde se haga.
Pasadores eyectores
El proceso de moldeo por inyección de Proto Labs utiliza pasadores eyectores de varios tamaños para sacar la pieza de plástico del molde después de solidificarse. Los tamaños y la disposición de estos pasadores se seleccionan para minimizar el impacto en el diseño de la pieza. Los pasadores eyectores varían en tamaño de 0,063 pulg. (1,6mm) a 0,5 pulg. (12,7mm), con tamaños mayores de 0,063 pulg. (1,6mm) preferido.
Cortes inferiores
Nuestro proceso de moldeo admite cortes de base sencillos en la geometría de sus piezas. Dimensiones máximas del núcleo lateral:
| Anchura | Altura | Tire |
| ≤ 8,419 pulg | ≤ 2,377 pulg | ≤ 2,900 pulg |
| ≤ 213,84mm | ≤60,38mm | ≤73,66mm |



 Complaint
Complaint