Description
Especificaciones principales/ Características especiales:
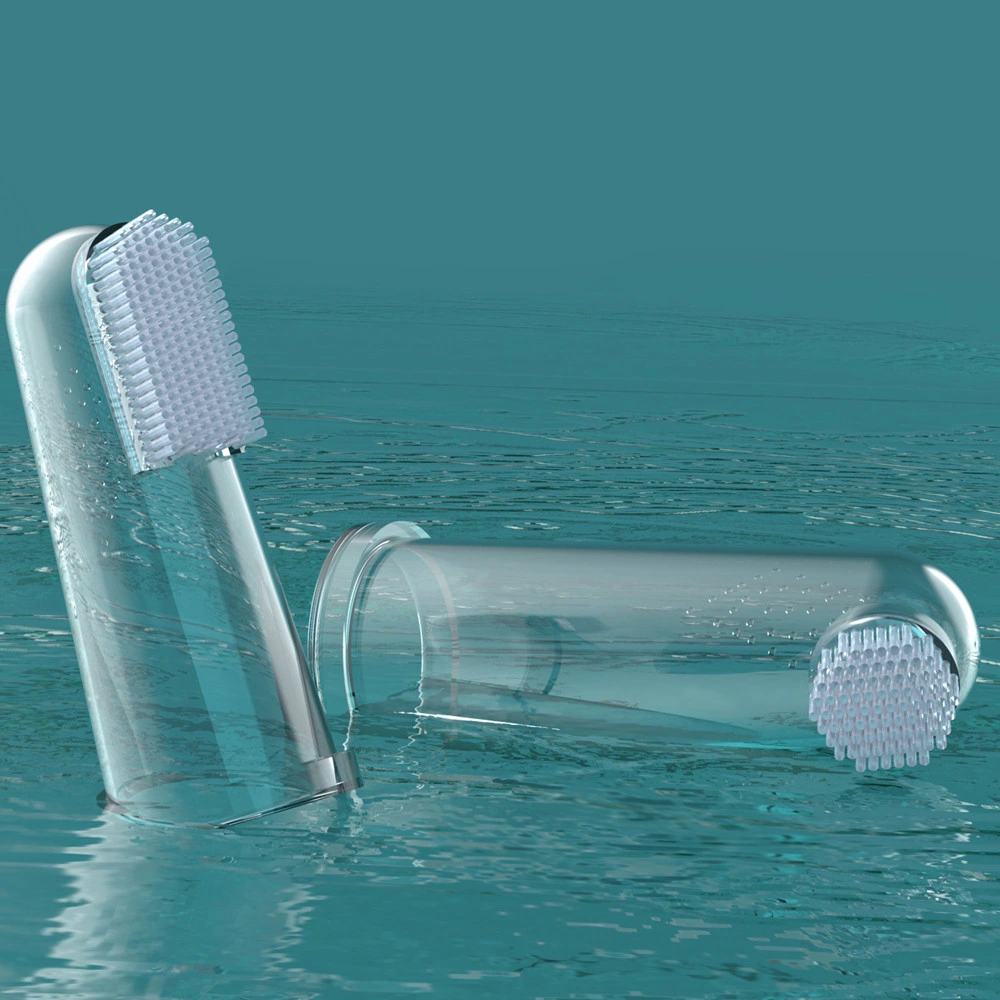
El nombre del producto:Cepillo de Dientes bebé cepillo de dientes del bebé de silicona suave boca del bebé Manual que contiene un cepillo de dientes infantil de 360 grados
Material:silicona
Función:para el bebé la alimentación
Característica:anti-caída, golpes, impermeables, eco-amigable,sin BPA
Color:opcional
Paquete:bolsa opp o cuadro de color
Aceptar el logotipo personalizado/package design
Silicona de grado alimentario
Reciclable.
Suave y cómodo
Lindo diseño de patrón para atraer la atención del bebé
Limpieza de 360 grados Los fabricantes de hardware de China de plástico personalizada Caja de herramientas de diseño de moldes de plástico molde de inyección de moldes para el desarrollo del molde de inyección de moldes de procesamiento
Servicio de piezas de plástico moldes de inyección
Xiamen Meteor ofrece más moldes de inyección de diseño y fabricación de piezas de servicio, disponemos de más de 10+ experiencia en el campo de moldes de inyección. Todos los proyectos que nos pondrá desde DFM a PFM trabajando para garantizar la calidad de productos de flujo, desde el diseño de moldes, moldes análisis de flujo, por el molde el mecanizado de revisar una serie de informes de pruebas para asegurarse de que la producción del molde funcionando sin problemas. Estamos orgullosos de nuestra producción de moldes que fluye, el producto, garantía de calidad, entrega a tiempo y tenemos el ingeniero profesional equipo para apoyar sus proyectos, que sea tan fácil, te hacen muy cómoda.
Las Directrices de diseño de moldes de plástico
El tamaño
La máxima esquema que puede ser moldeado es de aproximadamente 18,9. (480mm) 29.6. (751mm) o equivalente a 175 metros cuadrados. (1.129 metros cuadrados. cm.). Un máximo volumen de la parte de aproximadamente el 59 de cu.. La profundidad de hasta 4. (101mm) de la línea de separación con 3 grados de proyecto, o hasta 8. (202mm) total si la línea de separación puede pasar por el centro de la parte interior y exterior. Partes más profundas están limitadas a un pequeño esbozo.
El proyecto de
Un cono que se aplica a las caras de la parte que les impide ser paralela a la moción de la apertura del molde se denomina el proyecto. Esto mantiene la parte de ser dañado por el raspado de la pieza se extrae del molde. Proyecto recomendado:
0,5 grados en todas las caras verticales es altamente recomendable.
2 grados funciona muy bien en la mayoría de situaciones.
3 grados es mínimo para un deslizamiento sobre metal (corte de metal).
3 grados es necesario para la textura ligera (PM-T1).
5 o más grados es necesario para la textura pesada (PM-T2).
Tolerancias
Normalmente, los Proto Labs puede mantener una tolerancia de ± .003 de mecanizado. (0,08 mm) con una resina que se incluye la tolerancia que puede ser mayor, pero no menos de ±.002 a. (0.002 mm/mm).
Espesor de pared.
Con piezas de moldeado por inyección, observando la correcta (y el espesor de pared uniforme) ayuda a evitar posibles problemas de piezas tales como marcas de disipador y curvados. Recomienda espesores varían en función del material:
| La resina | Pulgadas |
| ABS | 0,045 - 0,140 |
| El acrílico | 0.025 - 0.500 |
| Polímero de cristal líquido | 0.030 - 0.120 |
| Plásticos reforzados con fibra de largo | 0,075 - 1,000 |
| El Nylon | 0,030 - 0,115 |
| El policarbonato | 0,040 - 0,150 |
| El poliéster | 0,025 - 0,125 |
| El polietileno | 0.030 - 0.200 |
| De sulfuro de polifenileno | 0,020 - 0,180 |
| El polipropileno | 0,025 - 0,150 |
| El poliestireno | 0,035 - 0,150 |
| El poliuretano | 0,080 - 0,750 |
El acabado de superficie
Un número de acabados estándar están disponibles para piezas de moldeado por inyección en el Proto Labs. Acabados de nuestros actuales incluyen la falta de cosmética, estética y baja EDM termina; cordón-blast texturas; y de alta gama molde pulido.
Acabados estándar (de menos a más costosa):
| PM-F0: | No cosméticos: terminar de Protomold discreción |
| PM-F1: | Cosméticos de baja: la mayoría toolmarks retirado |
| PM-F2: | Protomold no descriptiva: discreción, terminar de EDM y/o permisible toolmarks |
| SPI-C1: | 600 granos de arena, piedra 10-12 Ra |
| PM-T1: | Protomold textura, SPI-C1, seguido por la luz cordón blast |
| PM-T2: | Protomold textura, SPI-C1, seguido por cordón medio blast |
| SPI-B1: | Papel de lija 600, 2-3 Ra |
| SPI-A2: | Grado nº 2, 1-2, el Buff de diamantes Ra |
*"H" en la tabla indica un acabado de superficie adaptada para ajustarse a la vuelta rápida el proceso de moldeo por inyección, donde SPI (la Sociedad de la Industria del Plástico) denota un acabado estándar del sector.
Los radios
Debido a que los Proto Labs emplea un sistema automatizado proceso de molienda de CNC para hacer el molde de sus piezas, parte de las esquinas terminará con un radio en lugar de un borde afilado. Esto no suele requerir un cambio del modelo, pero el diseñador es consciente de estas radios antes de que el molde.
Los pasadores de eyector
Proto Labs' del proceso de moldeo por inyección utiliza los pasadores de eyector de diversos tamaños para empujar la pieza de plástico fuera del molde después de que se ha solidificado. El tamaño y disposición de estos pines son seleccionados para minimizar el impacto de su parte el diseño. Los pasadores de eyector varían en tamaño desde 0.063. (1,6) a 0,5. (12,7 mm), con tamaños de más de 0.063. (1,6) preferido.
Debilita
Nuestro proceso de moldeo es compatible con la simple debilita en su parte la geometría. Núcleo lateral máxima dimensiones:
| El ancho | Altura | Tire |
| ≤ 8.419 en | ≤ 2.377 en | ≤ 2.900 en |
| ≤ 213.84mm | ≤60.38mm | ≤73.66mm |






 Complaint
Complaint