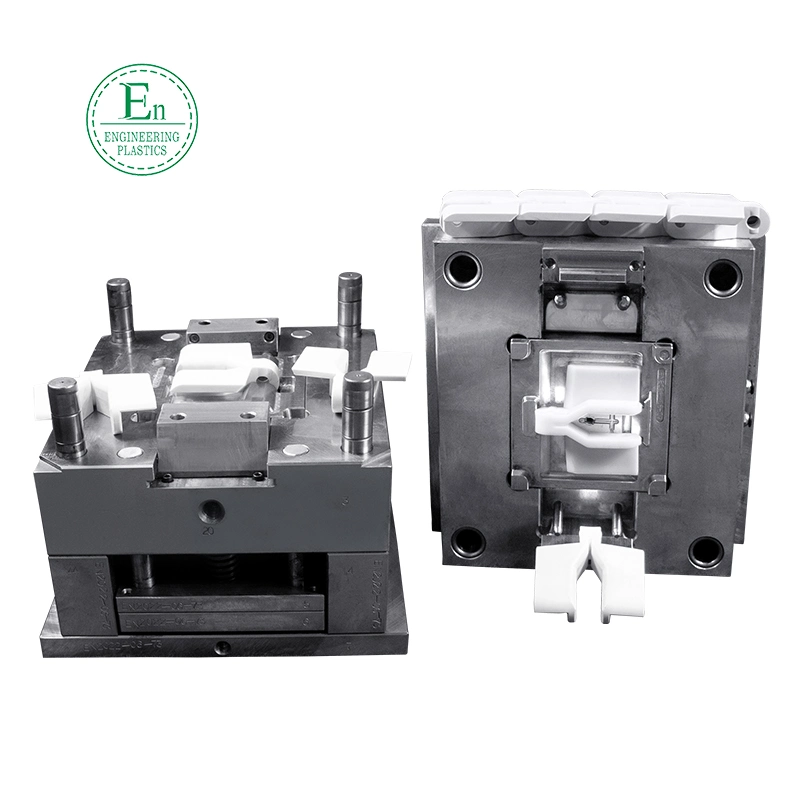
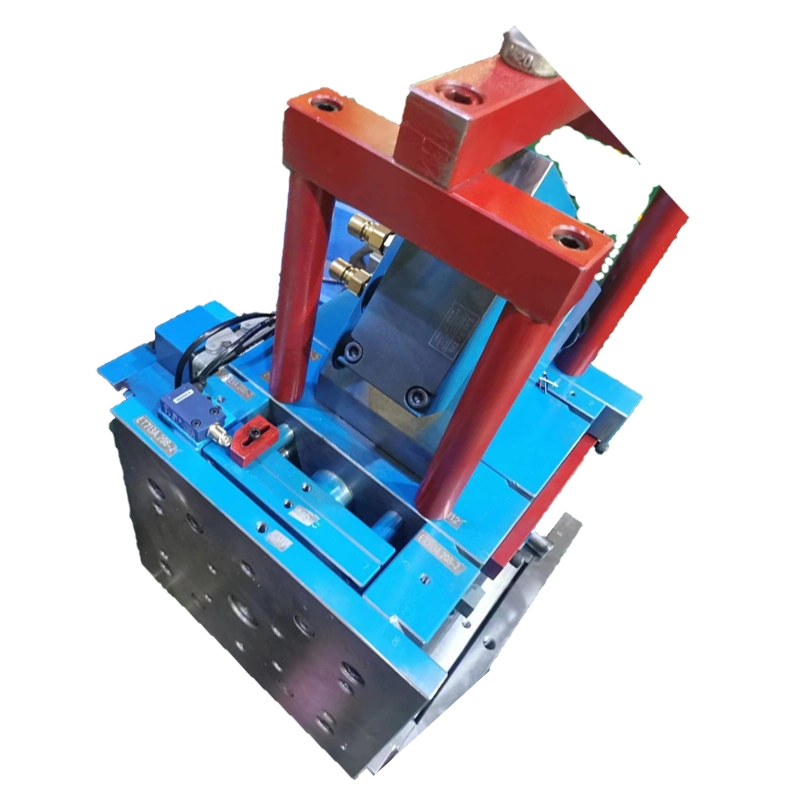
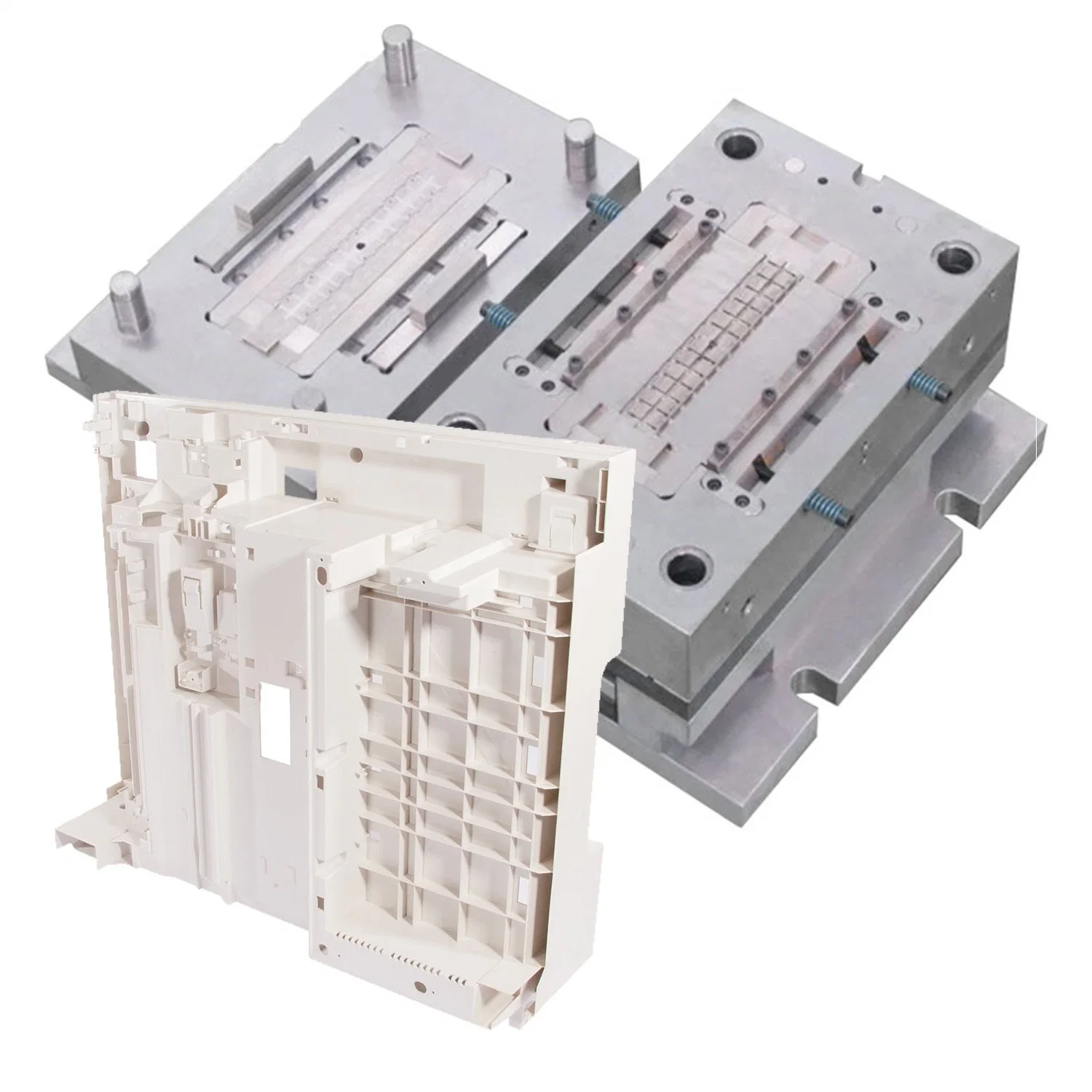
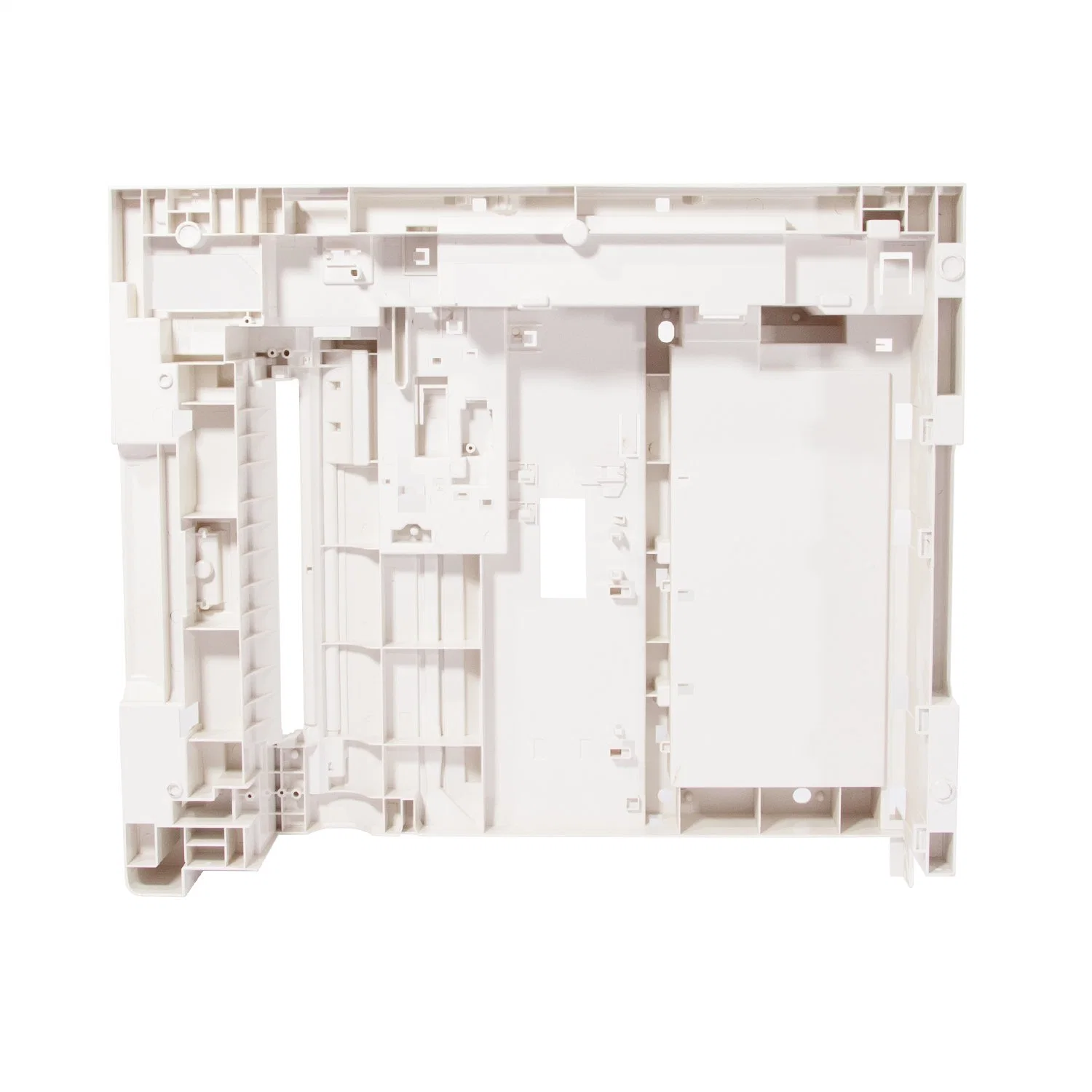
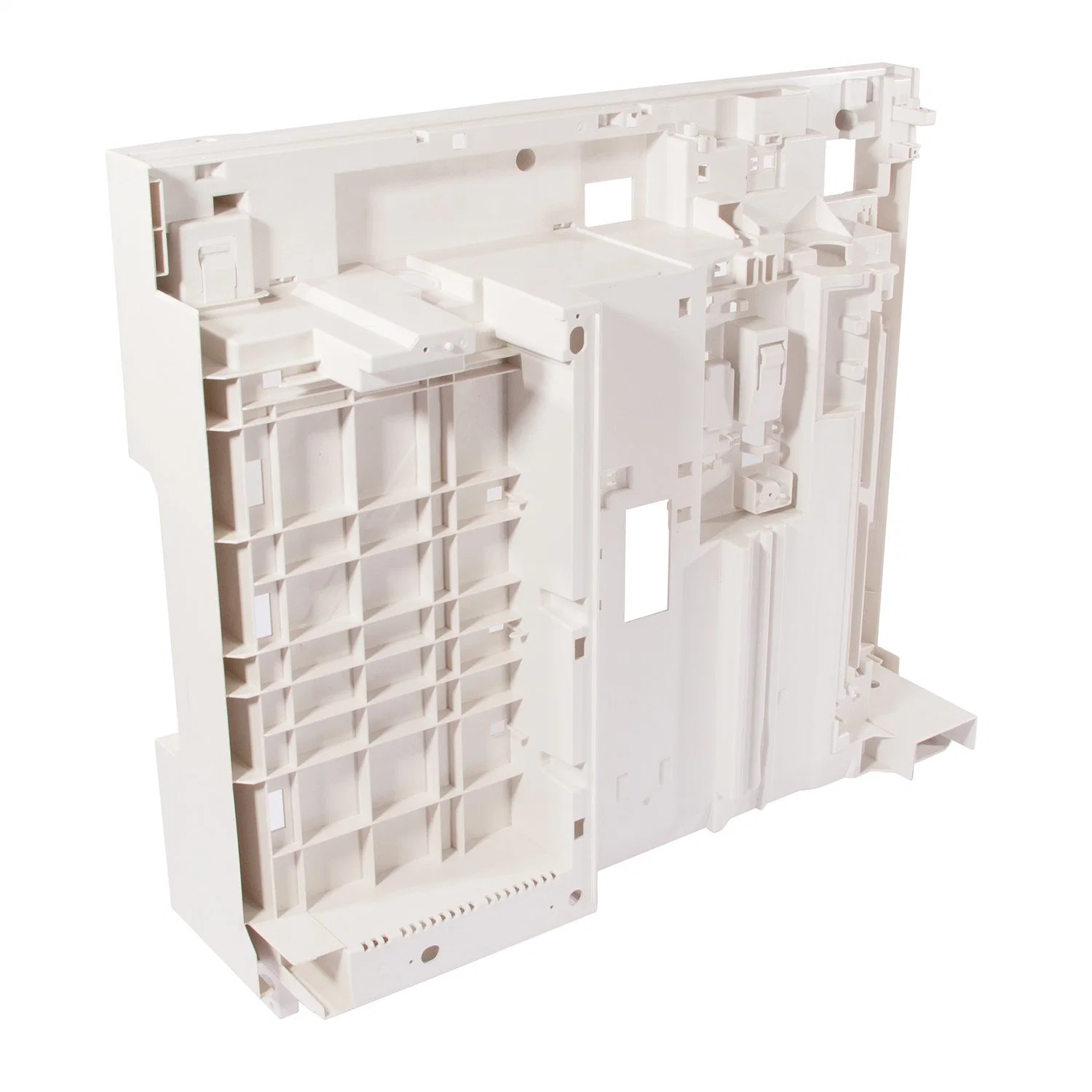
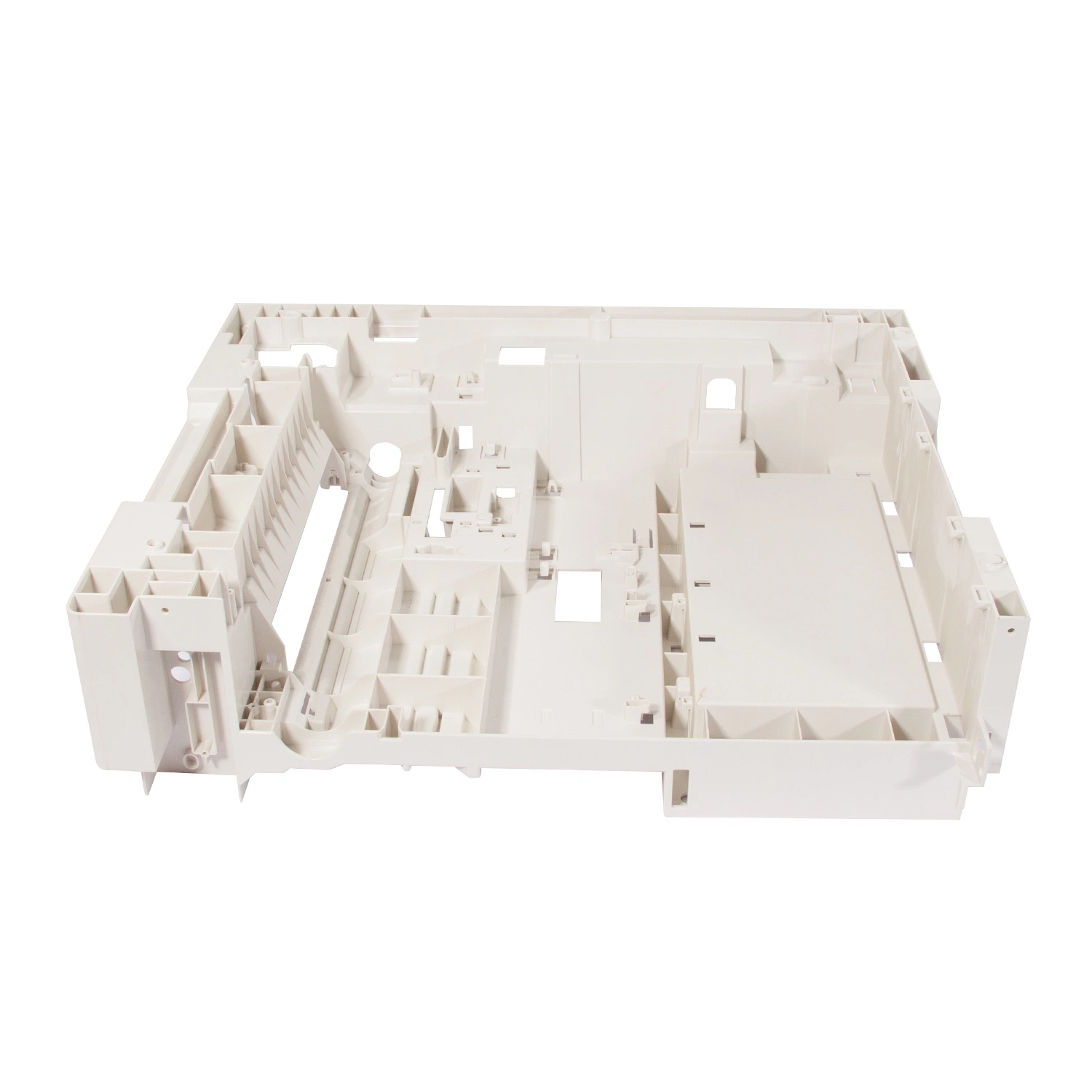
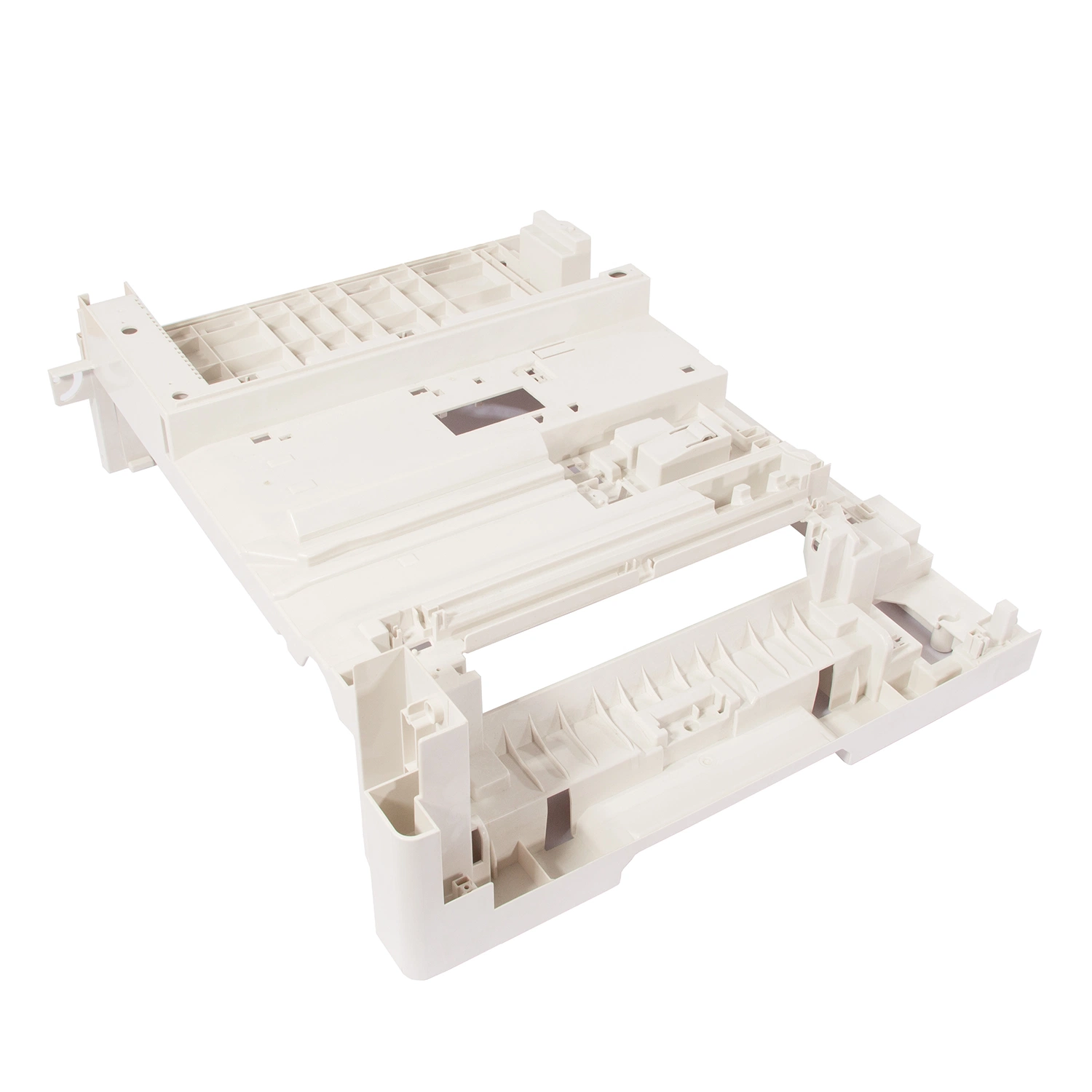
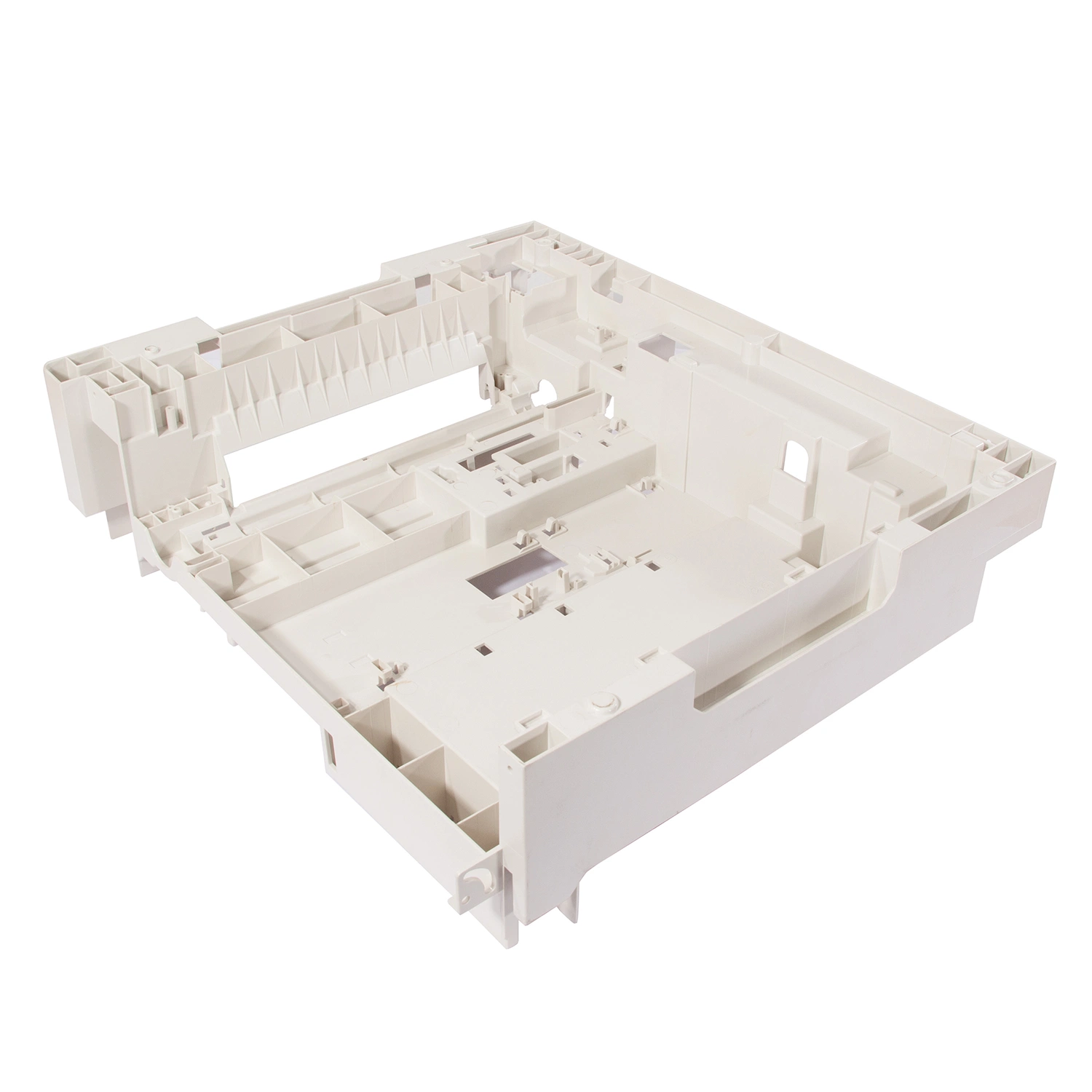
| Nombre del producto | UL molde personalizado que hace la caja de la impresora de inyección de plástico |
| Material | ABS, PP, NYLON, PC, POM, PU, TPU, TPV, PBT, PC+ABS, PE, PA6 |
| Peso | 2g-2kg |
| Dibujo | Proporcionar por cliente(DXF/DWG/PRT/SAT/IGES/STEP, etc.),o diseñar según la muestra |
| Equipo | Máquina de moldeo por inyección |
| Tratamiento de la superficie | Electroplaca, pulverización de pintura |
| Aplicación | Auto partes,auto puerta tirador,tapa de tanque de coche, carcasa/cubierta/caja/base, telescopio, artículos diarios, electrodomésticos y electrodomésticos, otras piezas de repuesto industriales, personalizadas |
| Calidad | inspección del 100% antes del envío |
| Embalaje | Embalaje de cartón, o bolsa de PVC con una etiqueta; pallet de madera; como requisito del cliente |
| Servicio | Servicio OEM disponible, Alta calidad Precio competitivo entrega rápida. servicio 24 horas con pronta respuesta |
 Complaint
Complaint