 Complaint
Complaint

| El modelo | El tubo O.D (mm) | El grosor (mm) | Plaza&Rectángulo (mm) | El grosor (mm) | Velocidad (m/min). |
| HG16 | Φ6~16 | 0.2~0.8 | 30~120 | ||
| HG20 | Φ7~20 | 0.2~1.0 | 30~120 | ||
| HG25 | Φ9~25.4 | 0.25~1.2 | 30~120 | ||
| HG32 | Φ10~32 | 0.25~1,5 | 8X8~25X25 | 0.25~1.2 | 30~120 |
| HG32 | 0.3~2.0 | 6~3010X X20 | 0.3~1.5 | 30~100 | |
| HG40 | Φ12.7~40 | 0.3~1.8 | 10~3010X X30 20X10~40X20 | 0.3~1.5 | 30~110 |
| HG40 | 0.4~2.0 | 0.4~1.5 | 30~100 | ||
| HG50 | Φ16~50.8 | 0.4~1.5 | 12,7x12.7~40X40 20X10~50X25 | 0.4~1.2 | 30~110 |
| HG50 | 0.5~2.0 | 0.5~1.5 | 30~90 | ||
| HG50 | 0.6~2.5 | 0.6~2.0 | 30~80 | ||
| HG63 | Φ19.05~63,5 | 0.6~2.0 | 15X15~50X50 20X10~60X30 | 0.6~1.5 | 30~90 |
| HG63 | 0.7~3.0 | 0.7~2.5 | 30~80 | ||
| HG63 | 0.8~4.0 | 0.8~3.0 | 20~70 | ||
| HG76 | Φ25.4~76.2 | 0.8~2.5 | 20X20~60X60 30X15~80X40 | 0.8~2.0 | 30~90 |
| HG76 | 0.8~3.5 | 0.8~3.0 | 30~80 | ||
| HG76 | 0.8~4.0 | 0.8~3.5 | 20~70 | ||
| HG95 | Φ30~90 | 0.8~3.0 | 25X25~70X70 30X20~80X40 | 0.8~2.5 | 30~90 |
| HG95 | 0.8~3.5 | 0.8~3.0 | 30~80 | ||
| HG95 | 0.8~4.0 | 0.8~3.5 | 20~70 | ||
| HG102 | Φ31.8~101,6 | 1.0~3.0 | 25X25~80X80 30X20~100X50 | 1.0~2.5 | 30~90 |
| HG102 | 1.0~3.75 | 1.0~3.0 | 30~80 | ||
| HG102 | 1.0~4.25 | 1.0~3.5 | 20~70 | ||
| HG114 | Φ35~114.3 | 1.0~3.0 | 30X30~90X90 40X20~120X60 | 1.0~2.5 | 30~80 |
| HG114 | 1.2~4.25 | 1.2~4.0 | 20~70 | ||
| HG127 | Φ40~127 | 1.2~3.5 | 30X30~100X100 40X20~120X80 | 1.2~3.0 | 20~70 |
| HG127 | 1.5~5.0 | 1.5~4.5 | 15~60 | ||
| HG140 | Φ50~141.3 | 1.2~4.0 | 40X40~110X100 50X30~150X70 | 1.2~3.5 | 15~60 |
| HG140 | 1.5~5.5 | 1.5~5.0 | 15~60 | ||
| HG168 | Φ60~168.3 | 1.5~5.0 | 50X50~130X130 60X40~160X80 | 1.5~4.5 | 15~50 |
| HG168 | 2.0~6.0 | 2.0~5.5 | 15~50 | ||
| HG168 | Φ76.2~168.3 | 2.5~8.0 | 60X60~130X130 80X40~160X80 | 2.5~7.0 | 10~40 |
| HG219 | Φ89~219.1 | 2.0~6.0 | 70X70~160X160 100X50~200X100 | 2.0~5.5 | 10~40 |
| HG219 | 3.0~8.0 | 3.0~7.5 | 10~40 | ||
| HG219 | 4.0~10.0 | 4.0~9.0 | 10~40 | ||
| HG273 | Φ114.3~273 | 4.0~10.0 | 90X90~200X200. 120X60~260X130 | 4.0~9.0 | 10~40 |
| HG273 | 4.5~12.0 | 4.5~11.0 | 10~35 |
El HG76 tubo soldado unidad debe ser lo más cerca posible a la posición de la extrusión rollo. La presión interna del tubo de acero es pequeño y uniformemente distribuidas, que pueden prevenir eficazmente la tensofisuración por corrosión, y la precisión dimensional es alta, que es conveniente para la construcción de la soldadura en el sitio. Si el anillo de inducción está lejos de la extrusión roll, el tiempo de calentamiento eficaz es más, la zona afectada por el calor es mayor, y la fuerza de la soldadura disminuye. Por el contrario, el borde de la soldadura no se calienta lo suficiente, tras la extrusión formando mala entrada el calor es insuficiente, la calefacción de borde de la soldadura no se puede llegar a la temperatura de soldadura, la estructura de metal sigue siendo sólida, la formación de no se fusiona o no a través de soldado; cuando la entrada del calor es insuficiente, el borde de la soldadura térmica supera la temperatura de soldadura, resultando en overfiring o fusión de caídas, de modo que la soldadura se forma un agujero de la soldadura. La impedancia es una barra magnética o un grupo de soldaduras especiales tubo, la impedancia del área transversal no debe ser inferior al 70% de la diámetro interior del tubo de acero, su función es hacer que el anillo de inducción, el tubo de soldadura en blanco y borde de la varilla magnética forman un circuito de inducción electromagnética, producen el efecto de proximidad, corrientes de Foucault el calor se concentra cerca del borde del tubo de soldadura en blanco, de modo que el tubo de borde en blanco el calentamiento a temperatura de la soldadura. Adoptar el proceso de pre - soldadura después de la multa, soldadura, el proceso de soldadura es estable y la calidad de la soldadura es alta. La costura soldada directamente el equipo del tubo es arrastrado en el tubo en blanco con un alambre de acero, y su posición central debería ser relativamente fija cerca del centro de la extrusión rollo.
Las rebabas dentro de tubos de acero en general no son. Después de los dos bordes del tubo en blanco se calienta a temperatura de soldadura, el aceite de la cubierta está aplastada por la extrusión rollo, la formación de granos de metal común interdependientes y cristalizando y, finalmente, la formación de una empresa de la soldadura. La temperatura de soldadura es principalmente afectados por las corrientes de Foucault de alta frecuencia, la energía térmica. Según la fórmula correspondiente, la alta frecuencia de energía térmica de Foucault es principalmente afectados por la frecuencia actual, y la potencia térmica de Foucault es proporcional a la plaza de la actual Frecuencia de excitación. La actual Frecuencia de excitación se ve afectado por la tensión de excitación, la corriente, la capacitancia y la inductancia. Si la presión de la extrusión es demasiado pequeño, el número de cristales común será pequeña, la fuerza del metal de soldadura disminuirá, y las grietas se producirá después de que el estrés. Soldadura de costura recta a equipos de tubo soldado soldadura producirá cicatriz después de la soldadura y extrusión. El método es arreglar la herramienta en la trama, y rascar la soldadura plana cicatriz por la rápida circulación de la soldadura del tubo. El tubo de acero tiene una soldadura longitudinal, y el interior y exterior de las soldaduras están soldadas por una soldadura por arco sumergido.
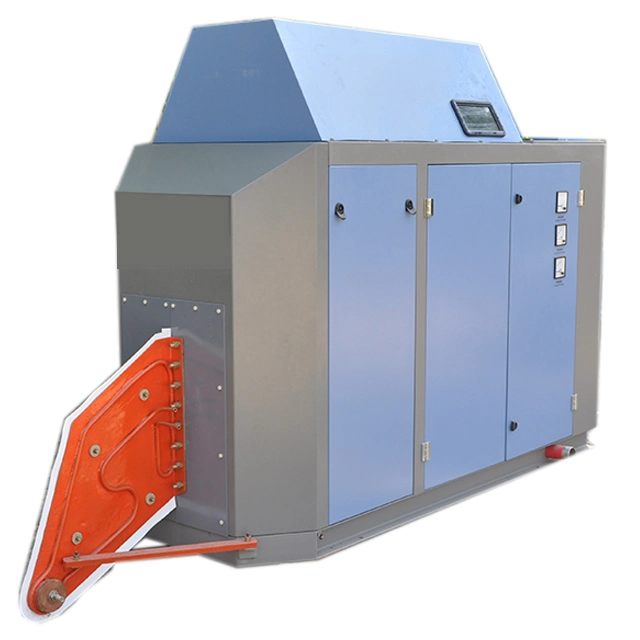
El proceso de galvanización en caliente de HG76 Unidad de tubo soldado suele estar dividido en tres etapas, que son: pre-tratamiento, el chapado de dip caliente y post-stripping. El método utilizado es el método de disolvente. A continuación, en concreto decirle a la HG50 tipo tubo soldado galvanizado en caliente de la unidad de proceso de pretratamiento.
1. Limpiar manualmente la roya puntos en la superficie de pieza de la soldadura de la unidad de tubo de decapado para quitar el óxido y la suciedad como paint o marca es removida por el álcali desengrase.
2. Diferentes materiales de la pieza se eleva con diferentes dispositivos de elevación resistente al ácido.
3. Después de álcali desengrasado y decapado, la pieza debe estar empapado en agua limpia, y la solución de ácido y lejía residual.
4. Después del tratamiento chapado asistida solvente la pieza se seca. Quitar la humedad de la pieza.
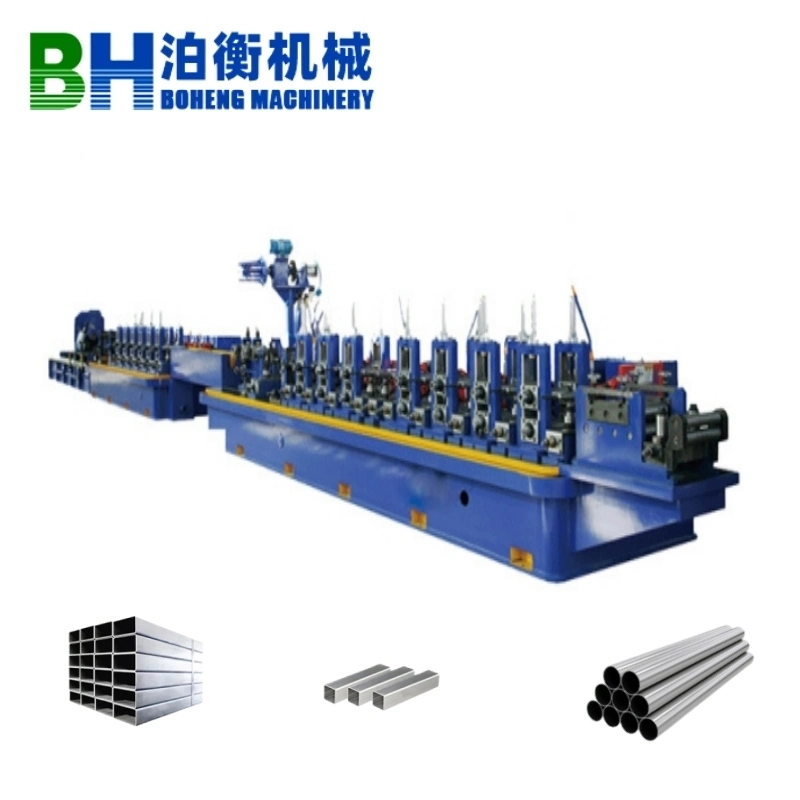
Como una muy importante equipamiento industrial, tiene una amplia gama de aplicaciones en todos los estilos de vida. El mantenimiento diario de tubo soldado unidades es muy importante, no sólo para garantizar el mantenimiento diario y necesidades de producción, sino también a prolongar la vida útil del equipo.
El método de mantenimiento habitual de HG76 tubo soldado unidad es la siguiente manera:
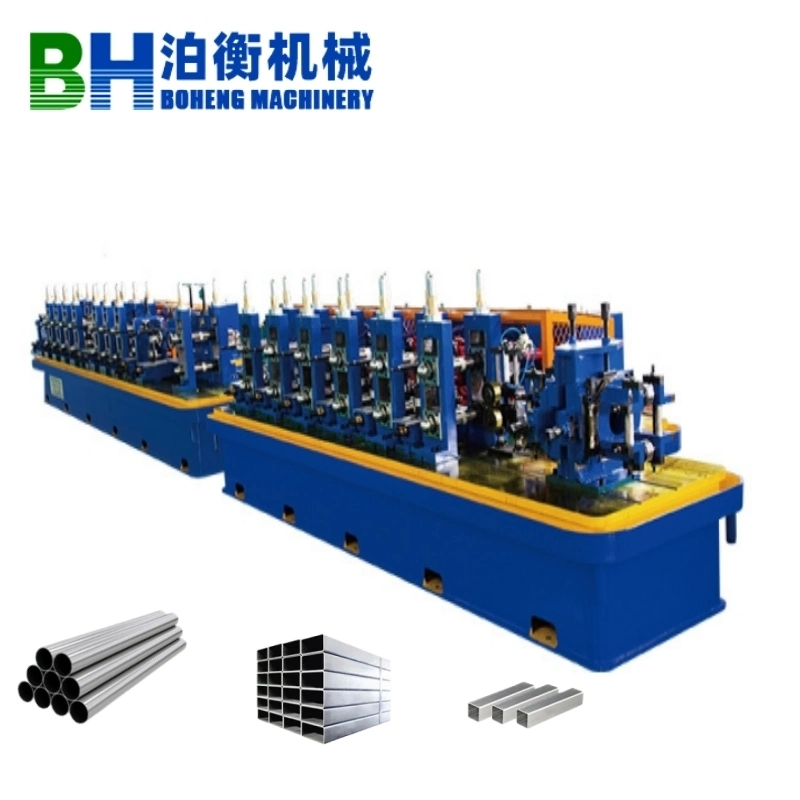
1. Es muy importante añadir el aceite lubricante a la unidad de tubo soldado periódicamente (preferentemente regularmente) para la lubricación. El modelo seleccionado debe estar capacitado y es muy importante hacer el correspondiente trabajo anti-corrosión.
2. En el uso normal del proceso, para hacer un buen trabajo de inspección, especialmente si cada gasoducto puede trabajar normalmente, hacer un buen trabajo de los registros correspondientes, una vez encontrado el secreto de problemas, necesita ser tratada a tiempo, para evitar que la soldadura de la unidad de tubo de daños, afectan el uso normal. Con el fin de prolongar la vida de servicio, la superficie del equipo es a menudo galvanizadas. Antes de acero galvanizado, la superficie pretratamiento de los equipos de tubo soldado es a menudo lleva a cabo. El proceso principal de este tratamiento previo lavado con agua de desengrase, decapado, re-lavado, encurtir es muy adecuado para la galvanización.
3. Durante el uso del equipo, es necesario preservar el equipo de forma artificial.
Hebei Yongyue equipos electromecánicos Co., Ltd. es un profesional de gama alta el fabricante de equipos de frío-flexión con una producción anual de 100 conjuntos de equipos, la integración de la investigación independiente, la producción, desarrollo, ventas y servicio.
P: ¿podría producir la línea de cizalladura según nuestras necesidades específicas?
R: Sí, somos un fabricante de profesionales especializados en la línea de corte automático de más de 10 años, tenemos un fuerte diseño y equipo técnico, podemos diseñar y fabricar según sus necesidades.