Description
Información del producto: | Parámetros técnicos |
| Tamaño del cuadro de molde (longitud x anchura x altura) 66QX54QX20 - 24 de 0mm | 66QX54QX20 - 24 de 0mm |
| Número de la formación de bloques (dependiendo del tamaño de los ladrillos) bloques distanciadores | Notas: 20-00 piezas/module
Los ladrillos del pavimento: 20 piezas y molde
Bloques de tierra mixta: 3-20 manzanas l molde |
|
|
| La capacidad de producción de diseño (dependiendo del tamaño de ladrillo) |
Los electrodos:3.5-150.000 yuan/clase
Los ladrillos del pavimento: 0.8-30.000 pedazos/cambio
Los bloques de suelo mixto: 0.6-35.000 bloques/class
200 barras de soporte: RMB 50,000/clase |
|
|
|
| La frecuencia de vibración | 00 veces/min - - 6100 veces/min. |
| La fuerza de vibración | Alrededor de 22 KN |
| Vibrador power | S132S 1-12N =6KW |
| La bomba de aceite | Nivel de Cd32, P=40 n.Jr, P=!Om p |
| El cilindro superior | Diámetro de 80 X300 32 |
| El cilindro lado | 63 x250 diámetro 32 |
| La presión nominal del sistema hidráulico | El 27,5 MPa |
| La capacidad instalada | 14,5kw |
| Especificaciones de palet | 680 X535 Xi 5 a 30 mm. |
| Todo el peso de la máquina | Alrededor de 4.800 kg. |
| Dimensiones generales de la máquina | Aproximadamente a 6000 x 3500 x2300mm |
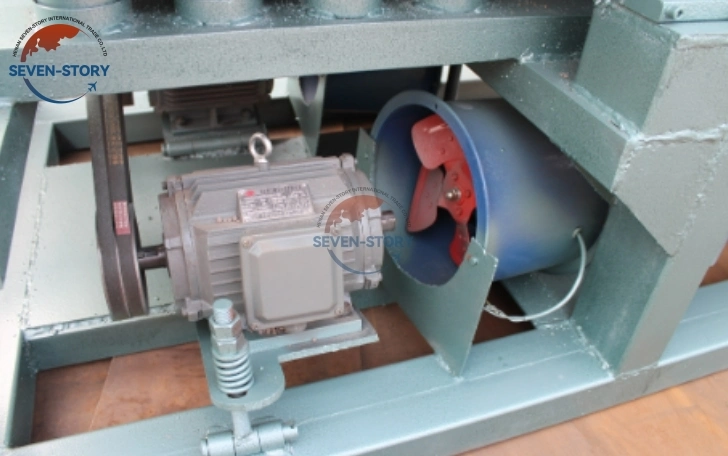
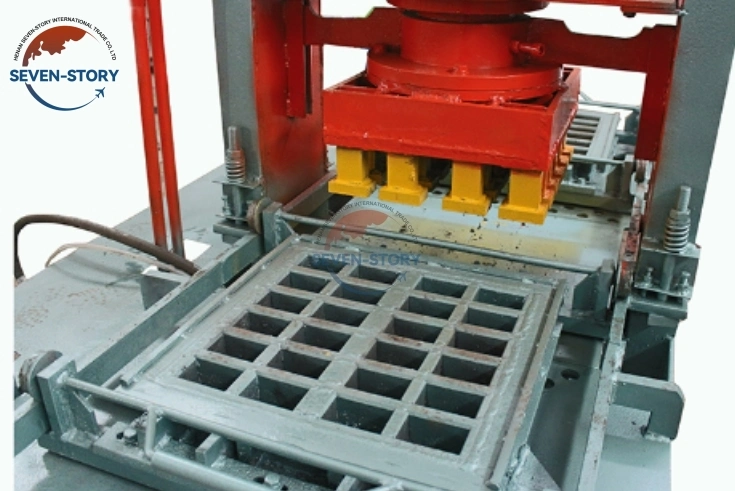
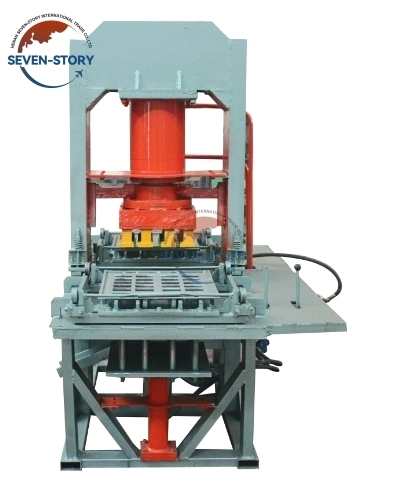
Descripción del producto:principio de moldeo y características: Cantidad3-15 bloque multifuncional máquina formadora es un producto nuevo que combina la presión hidráulica y la vibración. Utiliza principalmente de los cilindros hidráulicos para completar la alimentación, la presurización de la expulsión del molde, y acciones, y da una cierta cantidad de presión. El mecanismo de vibración accionados por motor instalado en la máquina principal vibra a frecuencias altas. Su procedimiento de trabajo es: primero elevar la parte superior del molde hasta el punto más alto, el descenso de la parte inferior del molde hasta el punto más bajo, retirar la alimentación cajones para el final, y agregar la parte inferior de material para el eje de cajón. En el interior, tire de la parte inferior de la válvula reversible de material para enviar la parte inferior de material en la parte inferior del molde. En este momento, el botón de vibración comienza a funcionar el mecanismo de vibración (vibrar unos 1,5-3,0 segundos). Cuando los extremos de la vibración, elevar la parte superior del molde hasta el punto más alto; tirar de la distribución secundaria de la válvula direccional envía el tejido en la parte inferior del molde y la devuelve. En este momento, el sistema hidráulico se descarga. Tirar del asa de la parte superior de la válvula de inversión del molde para hacer la parte superior del molde colocar en el plano material con su propio peso. Tirar del asa de la válvula inversora y pulse el botón de la formación al mismo tiempo. , Iniciar la vibración de moldeo. Después de la vibración de la moldura de extremos, tirar del asa de la válvula inversora de la primer molde para elevar la parte inferior del molde a la altura apropiada, y tire de la válvula inversora de la parte superior del molde para elevar la parte superior e inferior de los moldes para el punto más alto de consuno para facilitar la producción de ladrillos. ; Haga clic en el botón de ladrillo. En este momento, la placa en el mecanismo y comienza a trabajar. La placa del sistema de alimentación envía el palet en la mesa vibratoria. Al mismo tiempo, los ladrillos formados son empujados fuera de la máquina host y enviado a la placa de la máquina de descarga, completando un ciclo de dentro y fuera de las placas. La instalación y depuración: 1. Instale el ladrillo de la unidad de la máquina en su lugar como se muestra en el diagrama básico; conectar la alimentación de la máquina auxiliar, el plato de entrantes y salientes de las máquinas con la máquina principal, ajustar la altura, y apriete los pernos de cada parte.
2. Añadir aceite hidráulico para el depósito de aceite hasta que el nivel de aceite puede mostrarse en el indicador de nivel de aceite.
3. Conectar la fuente de alimentación y encienda el interruptor de alimentación en la caja eléctrica. En este momento, el indicador de encendido se ilumina; ponga la palanca de cada válvula inversora de manual en la posición central para poner el sistema en un estado de descarga; iniciar la bomba de aceite motor y controlar el sentido de rotación del motor (marcha atrás no hay presión de aceite cuando gira).
4. Ajustar la presión del sistema. Al menos un grupo de la combinación de las válvulas no está en posición neutra. Enciende el indicador de presión de contacto y ajustar la válvula de alivio de la palanca (a la derecha para aumentar la presión y a la izquierda para disminuir la presión) hasta que la presión del sistema es de 5.9-6.3mpa. Tuerca de bloqueo , cerrar el interruptor de manómetro de presión (no es necesario ajustar el interruptor de presión con frecuencia durante la producción normal. Sólo se abre cuando el ajuste de la presión); todas las válvulas direccionales se encuentran en la posición neutral cuando el sistema de descarga. El manómetro index es "0-1", y a la izquierda y derecha están la contrapresión.
5. Gire la manija de la válvula direccional y observar si el cilindro de aceite funciona normalmente, compruebe si la relación entre la carga de presión y el núcleo del molde es correcto, y si existe alguna obstrucción a la alimentación del cajón de entrada y salida. Después de que todos son normales, puede preparar para la producción.
Uso operacional 1. Coloque la placa de palet en la caja del alimentador, pulse el botón del alimentador de la placa, y enviar el palet a la mesa vibratoria en virtud de la máquina host. Levante la parte superior del molde hasta el punto más alto, el descenso de la parte inferior del molde hasta el punto más bajo, y la retirada de la alimentación cajón. hasta el final.
2. Agregar el material de base: Enviar la mezcla de materias primas según la proporción en la tolva de la cinta transportadora, tire de la válvula inversora de material de base para enviar el material de base en la parte inferior del molde, pulse el botón de alimentación, y el vibrador comienza a trabajar en este momento, la adición de materiales. El tiempo es generalmente 1,5-3,0 segundos (ajustado con un relé de tiempo). Cuando la vibración, el cajón de la alimentación devuelve (tenga en cuenta que la capa de material debe ser plana y sin golpes).
3. Agregar fabric (cuando no hay productos que requieren la fabricación de secundaria). Cuando el material base cajón regresa a la posición inicial, agregar la tela y difundirlo. Si hay dos vías de alimentación, se debe bajar la parte superior del molde y presione hacia abajo para nivelar la base material, y agregarlo. El molde se levanta, y el cajón de la tela se mueve hacia adelante para extender el núcleo del molde por completo.
4. El moldeo de vibración presurizado: Tirar de la manija de la válvula inversora de la parte superior del molde para hacer la carga de presión baja hasta el plano material por su propio peso. Tirar del asa de la válvula inversora y pulse el botón de la formación al mismo tiempo para iniciar la formación de la vibración. El tiempo de vibración presurizado es generalmente controladas en 3-5 segundos. El tiempo de vibración de la moldura vibración debe ajustarse según la sequedad y la humedad de los ingredientes para asegurar un alto grado de consistencia del producto. Durante los últimos 0,5 segundos de la vibración de moldeo, devuelva el mango de descarga a la posición neutral y aplicar la vibración presurizado.
5. Desmoldeo: Después de la vibración moldura es completado, mueva la palanca de la válvula inversora de cajón a la posición de descarga, tirar del asa de la parte superior de la válvula de inversión del molde, una vez para bloquearlo en la posición neutral, y luego mover la palanca de la válvula inversora de cajón de vuelta a la posición neutral. , Tirar del asa de la válvula inversora de la parte inferior del molde para elevar la parte inferior del molde a una altura apropiada (la misma altura que el producto moldeado), a continuación, tire de la válvula inversora de la parte superior del molde para elevarlos al punto más alto, y el uso de la parte inferior del molde para dejarlos a la altura de la salida de ladrillo. Para la producción de ladrillos.
6. La salida de ladrillo: Haga clic en el botón de disparo, y la placa alimentador se empuje la bandeja vacía en el host de la tabla de vibración y saque el producto moldeado a la placa descargador. La placa el descargador enviará el producto a la corredera de ladrillo, y el producto moldeado será enviada a el ladrillo empujador. Después de llegar al patio de ladrillos, mueva suavemente los ladrillos y ponerlos fuera con sus manos. Al apilar ladrillos, una capa de fina arena debe ser rociado sobre la superficie para evitar adherencias. Generalmente, se colocan las capas de 5-8. Para los productos que no se puede mover (como bloques de núcleo hueco), utilizar las plataformas para el mantenimiento, y llene el espacio entre palets con más del producto. altura de pequeños bloques de madera para el aislamiento.
La tecnología de producción y los ingredientes: 1. El sitio de producción debe ser más de 300 metros cuadrados, la nave puede ser de 100-200 metros cuadrados, y no debe ser una fuente de alimentación trifásica.
2. En primer lugar, preparar algunos palets en apoyo de los ladrillos. Puede utilizar las plantillas de viejo o contrachapado de bambú para cortarlas. Especificaciones de palets: 680 x 535 x! 5 a 30 mm, la cantidad: 1 de 00 Piezas 0-1500.
3. El cemento debe ser No. 32.5 ó n° 500 el cemento con buena calidad. Si las condiciones lo permitan, algunas de las cenizas volantes, arena fina, fina piedras dentro de 0,5, y la arena gruesa puede ser preparado. El polvo de piedra también puede utilizarse directamente, que contiene la superficie de piedra piedra fina y menos partículas.
Preguntas frecuentes P1: ¿Cómo puedo confiar en tu empresa?
A. Tenemos excelente técnica y equipos de ventas
B. podemos proporcionarle la solución perfecta al menor costo.
C. Todo el equipo ha sido evaluada por un tercero y ha obtenido patentes nacionales y certificaciones.
D. En cuanto a las máquinas, lo hacemos mejor y problemas de calidad puede ser garantizada.
P2: Cómo obtener el servicio postventa?
A. ofrecemos un año de garantía y mantenimiento de la vida.
B. Si el problema es causado por nosotros, te enviaremos las piezas de repuesto de forma gratuita.
C. Si es un problema de la mano del hombre, también podemos enviar piezas de repuesto, pero será cargada.
D. cualquier duda, puede llamarnos directamente.
Q3:Puedo visitar la fábrica antes de ordenar?
Por supuesto, invitamos a visitar nuestra fábrica en cualquier momento.
P4:. ¿Se puede actualizar el proceso de producción de información en tiempo después de realizar el pedido?
Una vez confirmado el pedido, le mantendremos actualizado con los detalles de producción con el correo electrónico y fotos.
P5: podemos ser su agente?
Sí, estamos buscando agentes en todo el mundo, nos ayudará a los agentes para mejorar el mercado, y proporcionar todos los servicios, tales como la tecnología de la máquina
Otras preguntas o problemas post-venta, mientras que usted puede obtener grandes descuentos y comisiones.
P6: Las condiciones de pago?
T/T, L/C, Western Union,
P7: ¿acepta el logotipo del cliente y personalización?
Aceptamos todo tipo de personalización, incluyendo el logotipo y la máquina.



 Complaint
Complaint















