Complaint
Complaint

| Modelo de la línea | Modelo de la extrusora | L/D | La producción alcance | Velocidad de producción | Potencia nominal |
| KDPAP-45 | SJ-45/45/30 | 30/25/25:1 | 16-32mm | 12m/min. | 93KW |
| KDPAP-65 | SJ-65/65/30 | 33/33/25:1 | 16-63mm | 12m/min. | 154KW |
| NO. | La composición de la máquina | Cant. |
| 1 | Cinta de aluminio releaser dispositivo | 1set |
| 2 | Dispositivo de almacenamiento en cinta de aluminio | 1set |
| 3 | Cinta de aluminio de ultrasonidos soldador de conexión | 1set |
| 4 | Dispositivo de formación del tubo de aluminio | 1set |
| 5 | Soldador de ultrasonidos para tubo de aluminio formando | 1set |
| 6 | SJ-45/25 de la extrusora para la capa interior PEX | 1set |
| 7 | SJ eextruder-45/25 para la capa exterior PEX | 1set |
| 8 | SJ-30/25 de la extrusora adhesivo | 2establece |
| 9 | XAL-300 el cargador de auto | Los conjuntos de 4 |
| 10 | XBD-25/XBD-50 secador de aire caliente | 2 juegos/2establece |
| 11 | Tipo de reacción de reticulado co-extrusión y cabezal de roscar moldes | 1Unidad |
| 12 | Tipo de reacción de reticulado co-extrusión y cabezal de roscar moldes | 1Unidad |
| 13 | SGL-32 Cañada de agua de refrigeración | 2establece |
| 14 | PQ-500 Transportista tubo | 1set |
| 15 | FQ-32 Tipo de cuchilla cortadora de tubos | 1set |
| 16 | SGJ-1000 tubo coiler doble posición de trabajo. | 1set |
| 17 | Sistema de control PLC Siemens | 1set |
1) Esta alta eficiencia de la extrusora es especial diseñado por nuestra empresa con los derechos de propiedad intelectual independiente. Las tecnologías necesarias de la alta velocidad y estable de la producción de tubos compuestos han sido privatizadas en el cabezal de roscar el molde, la calibración& el sistema de refrigeración, la distancia del sistema y sistema de corte.
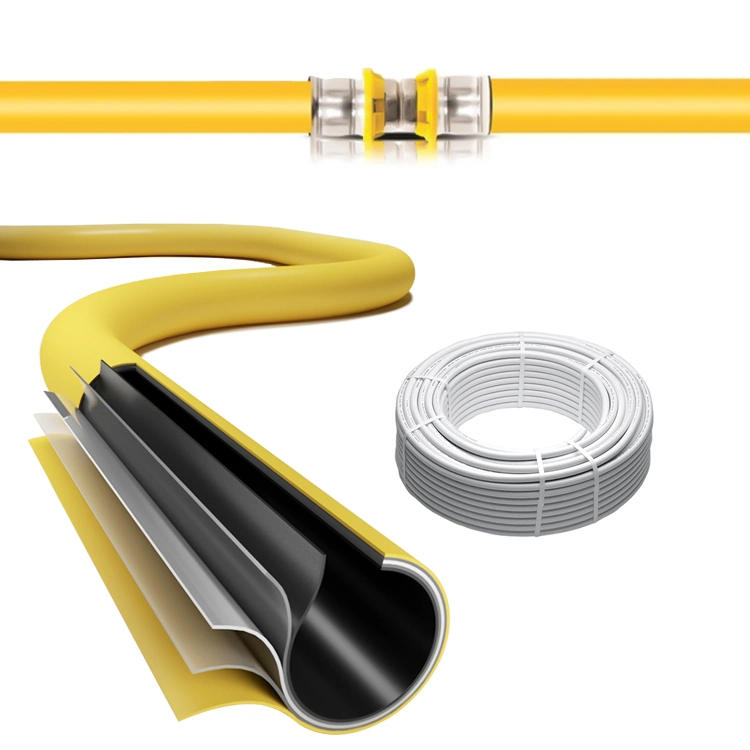
2) El tubo de aluminio está formado por la superposición de ultrasonidos de la soldadura. Utiliza la alta calidad y la conocida marca de soldador, incluso con cordón de soldadura y de buena calidad.
3) La tecnología ha sido desarrollado sobre la base de la tecnología de máquinas de producción original. El tubo de aluminio la formación de mohos y co-extrusión moldes de cabezal de roscar han sido optimizadas y fabricados por la importación de máquina CNC de alta precisión, que han aumentado considerablemente el tubo formando la precisión y velocidad de producción.
4) Lance-fuera de la máquina está controlada por ABB convertidor de frecuencia; sync controlado en el principal sistema PLC.
Se utiliza el servomotor coiler impulsado por el tipo de dispositivo que atraviesan, sperate controlado por PLC Siemens gran bobina interior diamater hasta 800 mm, evitar la doble problema al bobinado 32mm de diámetro del tubo.
5) que adopta la nueva generación importado original sistema de control PLC con toda la pantalla a color, que garantiza la alta velocidad y control sincrónico de funcionamiento fiable de toda la línea de producción.