Complaint
Complaint

| HCGMT® 15000W Oversized Workbench parámetros técnicos de la máquina de corte láser de alta potencia | |
| Potencia láser | 15000W |
| Tamaño máximo de corte | 8*2,5M/10*2,5M/13*2,5M |
| Velocidad máxima de movimiento | 100M/MIN |
| Aceleración máxima | 1,2G |
| Precisión de posicionamiento | 0,1MM |
| Precisión de reposicionamiento | 0,02MM |
| Tensión de trabajo | 380V/50HZ |
| Tipo de refrigeración | Refrigeración por agua |
| Nota: Todos los parámetros son dinámicos y sólo como referencia. Para obtener más información, póngase en contacto con el servicio de atención al cliente. | |
| Material | Grosor (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Acero al carbono (Q235B) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | ||
| 1 | Nitrógeno/oxígeno | 26-29 | 47-50 | 58-62 | |||
| 2 | Nitrógeno/oxígeno | 7-8 | 21-23 | 31-36 | |||
| 3 | Nitrógeno/oxígeno | / | 6-12 | 18-22 | 32-38 | 34-39 | |
| Oxígeno | 2,9-3,2 | 3,9-4,1 | / | / | / | ||
| 4 | Nitrógeno/oxígeno | / | / | 11-13 | 22-26 | 25-29 | |
| Oxígeno | 2,4-2,6 | 3,4-3,6 | 3.7-4 | / | / | ||
| 5 | Nitrógeno/oxígeno | / | / | 8-10 | 17-20 | 18-22 | |
| Oxígeno | 1,8-2,0 | / | 3,2-3,3 | / | / | ||
| 6 | Aire | / | / | 5,5-6,5 | 12-14 | 16-18 | |
| Nitrógeno | / | / | 5,5-6,5 | 11-13 | 15-17 | ||
| Oxígeno | 1,6-1,8 | 2,7-2,8 | 2,6-2,8 | 2,6-2,8 | 2,6-2,8 | ||
| 8 | Aire | / | / | / | 8-10 | 10-11 | |
| Nitrógeno | / | / | / | 7-9 | 9-10 | ||
| Oxígeno | 1,1-1,3 | 2,1-2,3 | 2,5-2,6 | 2,5-2,6 | 2,5-2,6 | ||
| 10 | Aire | / | / | / | 5-6 | 7-8 | |
| Nitrógeno | / | / | / | 4,5-5,5 | 6.5-7 | ||
| Oxígeno | 0,9-1,0 | 1,4-1,6 | 2,2-2,3 | 2,2-2,3 | 2,2-2,3 | ||
| 12 | Aire | / | / | / | 4.2-5 | 5,5-6,5 | |
| Nitrógeno | / | / | / | 4-4,8 | 5-6 | ||
| Oxígeno | 0,8-0,9 | 1-1,1 | 1,8-2,0 | 1.9-2 | 1.9-2 | ||
| 14 | Aire | / | / | / | 3,5-4,2 | 5-5,55 | |
| Nitrógeno | / | / | / | 3,2-3,5 | 4.8~5 | ||
| Oxígeno | 0,6-0,7 | 0,9-0,95 | 1,4-1,7 | 1,5-1,6 | 1,5-1,6 | ||
| 16 | Aire | / | / | / | / | / | |
| Oxígeno | 0,5-0,6 | 0,8-0,95 | 1,2-1,3 | 1,4-1,6 | 1,4-1,6 | ||
| 18 | Aire | / | / | / | / | / | |
| Oxígeno | / | 0,7-0,72 | 0,7-0,8 | 1,4-1,5 | 1,4-1,5 | ||
| 20 | Aire | / | / | / | / | / | |
| Oxígeno | / | 0,6-0,65 | 0,6-0,65 | 1,4-1,5 | 1,4-1,5 | ||
| 22 | Oxígeno | / | 0,55 | 0,55-0,6 | 1,2 | 1,2-1,3 | |
| 25 | Oxígeno | / | 0,5 | 0,5-0,55 | 1 | 1,2-1,3 | |
| 30 | Oxígeno | / | / | / | 0,4 | 0,8~0,9 | |
| 35 | Oxígeno | / | / | / | 0,35 | 0,4 | |
| 40 | Oxígeno | / | / | / | 0,3 | 0,35 | |
| 45 | Oxígeno | / | / | / | 0,2 | 0,25 | |
| 50 | Oxígeno | / | / | / | / | 0,2 | |
| 60 | Oxígeno | / | / | / | / | / | |
| 70 | Oxígeno | / | / | / | / | / | |
| 80 | Oxígeno | / | / | / | / | / | |
| Acero inoxidable (sus 304) | Grosor (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | |||
| 1 | Nitrógeno/oxígeno | 27-30 | 50-53 | 59-65 | / | / | |
| 2 | Nitrógeno/oxígeno | 8-9 | 23-25 | 32-38 | / | / | |
| 3 | Nitrógeno/oxígeno | 4,2-4,5 | 10-12 | 20-24 | 32-38 | 34-39 | |
| 4 | Nitrógeno/oxígeno | 2,0-2,2 | 6-8 | 12-15 | 22-26 | 25-29 | |
| 5 | Nitrógeno/oxígeno | 1,5-1,7 | / | 9-11 | 17-20 | 18-22 | |
| 6 | Aire | 1,0-1,2 | 2,9-3,1 | 6-7,5 | 14-16 | 17-20 | |
| Nitrógeno | 1,0-1,2 | 2,9-3,1 | 6-7,5 | 13-15 | 16-19 | ||
| 8 | Aire | 0,5-0,6 | 1,2-1,3 | 4-4,5 | 10-12 | 12-14 | |
| Nitrógeno | 0,5-0,6 | 1,2-1,3 | 4-4,5 | 9-11 | 11-13 | ||
| 10 | Aire | / | 0,75-0,8 | 2,2-2,4 | 8-9 | 8-10 | |
| Nitrógeno | / | 0,75-0,8 | 2,2-2,4 | 7.5-8 | 7-9 | ||
| 12 | Aire | / | 0,5 | 1,3-1,5 | 6,0-6,5 | 7,0-7,5 | |
| Nitrógeno | / | 0,5 | 1,3-1,5 | 5,2-6,0 | 6,0-6,5 | ||
| 14 | Aire | / | / | 0,9-1,0 | 3,7-4,0 | 4,8-5,0 | |
| Nitrógeno | / | / | 0,9-1,0 | 3,2-3,5 | 4,3-4,5 | ||
| 16 | Aire | / | / | 0,8-0,85 | 2,7-3,0 | 3,4-3,8 | |
| Nitrógeno | / | / | 0,8-0,85 | 2,3-2,5 | 3,0-3,5 | ||
| 18 | Aire | / | / | / | 2,2-2,5 | 3,0-3,3 | |
| Nitrógeno | / | / | / | 1,8-2,0 | 2,6-2,8 | ||
| 20 | Aire | / | / | 0,5-0,6 | 1,6-1,8 | 2,0-2,2 | |
| Nitrógeno | / | / | 0,5-0,6 | 1,3-1,5 | 1,6-1,8 | ||
| 25 | Aire | / | / | / | 0,8-1,0 | 1,2-1,5 | |
| Nitrógeno | / | / | / | 0,7-0,8 | 1,1-1,3 | ||
| 30 | Aire | / | / | / | 0,65 | 0,6-0,7 | |
| Nitrógeno | / | / | / | 0,25 | 0,33-0,35 | ||
| 35 | Nitrógeno | / | / | / | / | / | |
| 40 | Nitrógeno | / | / | / | 0,15 | 0,25 | |
| 50 | Nitrógeno | / | / | / | 0,1 | 0,15 | |
| 60 | Nitrógeno | / | / | / | / | 0,1 | |
| 70 | Nitrógeno | / | / | / | / | 0,06 | |
| 80 | Nitrógeno | / | / | / | / | / | |
| 90 | Nitrógeno | / | / | / | / | / | |
| 100 | Nitrógeno | / | / | / | / | / | |
| Aluminio | Grosor (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | |||
| 1 | Nitrógeno/Aire | 21-23 | 40-43 | 43-46 | / | / | |
| 2 | Nitrógeno/Aire | 5-7 | 16-18 | 26-28 | / | / | |
| 3 | Nitrógeno/Aire | 3,2-3,5 | 8-10 | 6-6,5 | 27-30 | 28-32 | |
| 4 | Nitrógeno/Aire | 1,5-1,7 | 5-6 | 4.5-5 | 19-21 | 20-22 | |
| 5 | Nitrógeno/Aire | 0,5-0,7 | / | 2,8-2,9 | 14-16 | 16-18 | |
| 6 | Nitrógeno/Aire | / | 1.5-2 | 1,7-1,8 | 10-12 | 12-14 | |
| 8 | Nitrógeno/Aire | / | 0,6-0,7 | 1,0-1,2 | 7-8 | 8-9 | |
| 10 | Nitrógeno/Aire | / | / | 0,7-0,9 | 4-5 | 5.5-6 | |
| 12 | Nitrógeno/Aire | / | / | 0,5-0,6 | 2.5-3 | 3.5-4 | |
| 14 | Nitrógeno/Aire | / | / | / | 2,3-2,5 | 2.5-3 | |
| 16 | Nitrógeno/Aire | / | / | / | 1,6-1,8 | 1.8-2 | |
| 18 | Nitrógeno/Aire | / | / | / | 1-1,2 | 1,4-1,6 | |
| 20 | Nitrógeno/Aire | / | / | / | 0,8 | 0,9-1,0 | |
| 22 | Nitrógeno/Aire | / | / | / | 0,5 | 0,8 | |
| 25 | Nitrógeno/Aire | / | / | / | / | 0,5 | |
| 30 | Nitrógeno/Aire | / | / | / | / | / | |
| 40 | Nitrógeno/Aire | / | / | / | / | / | |
| 50 | Nitrógeno/Aire | / | / | / | / | / | |
| Latón | Grosor (MM) | Gas | 1500W | 3000W | 6000W | 12000W | 15000W |
| Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | Velocidad (M/MIN) | |||
| 1 | Nitrógeno/Aire | 18-20 | 37-40 | 41-43 | |||
| 2 | Nitrógeno/Aire | 4-5 | 14-16 | 24-26 | |||
| 3 | Nitrógeno/Aire | 2,3-2,5 | 7-9 | 13-14 | 25-28 | 25-29 | |
| 4 | Nitrógeno/Aire | 1,2-1,4 | 3-4 | 9-10 | 16-18 | 18-20 | |
| 5 | Nitrógeno/Aire | / | / | 5-6 | 12-14 | 13-16 | |
| 6 | Nitrógeno/Aire | / | 1,2-1,5 | 4-4,5 | 9-11 | 11-13 | |
| 8 | Nitrógeno/Aire | / | 0,5-0,6 | 2,3-2,5 | 6-7 | 7-8 | |
| 10 | Nitrógeno/Aire | / | / | 1,5-1,6 | 3,5-4,5 | 5-5,5 | |
| 12 | Nitrógeno/Aire | / | / | 1,0-1,2 | 2,2-2,8 | 3,2-3,5 | |
| 14 | Nitrógeno/Aire | / | / | 0,7-0,9 | 1.8-2 | 2,3-2,8 | |
| 16 | Nitrógeno/Aire | / | / | 0,5-0,6 | 1,4-1,6 | 1,5-1,8 | |
| 18 | Nitrógeno/Aire | / | / | / | 0,8-1,0 | 1,1-1,3 | |
| 20 | Nitrógeno/Aire | / | / | / | 0,7 | 0,7-0,9 | |
| 22 | Nitrógeno/Aire | / | / | / | 0,4 | 0,7 | |
| 25 | Nitrógeno/Aire | / | / | / | / | 0,4 | |
| 1. En los datos de corte, el diámetro del núcleo de la fibra de salida del láser 1500W es de 50 micras. | |||||||
| 2. Estos datos de corte utilizan la cabeza de corte Jia qiang, y la relación óptica es 100/125(focallength de lente de enfoque colimadora) . | |||||||
| 3. Gases de corte auxiarios:liquidoxigeno(purity99,99%), nitrógeno líquido(pureza 99,999%), aire(aceite, agua y filtración) . | |||||||
| 4. La presión de aire en estos datos de corte se refiere específicamente a la presión de aire controlada en el cabezal de corte. | |||||||
| 5. Debido a la diferencia en diferentes configuraciones de equipos y procesos de corte (máquinas herramientas, refrigeración de agua, medio ambiente, corte de boquillas de gas, presión de gas, etc.) utilizado por diferentes clientes. | |||||||
| 6. Todos los parámetros son dinámicos y sólo como referencia. Para obtener más información, póngase en contacto con el servicio de atención al cliente. | |||||||
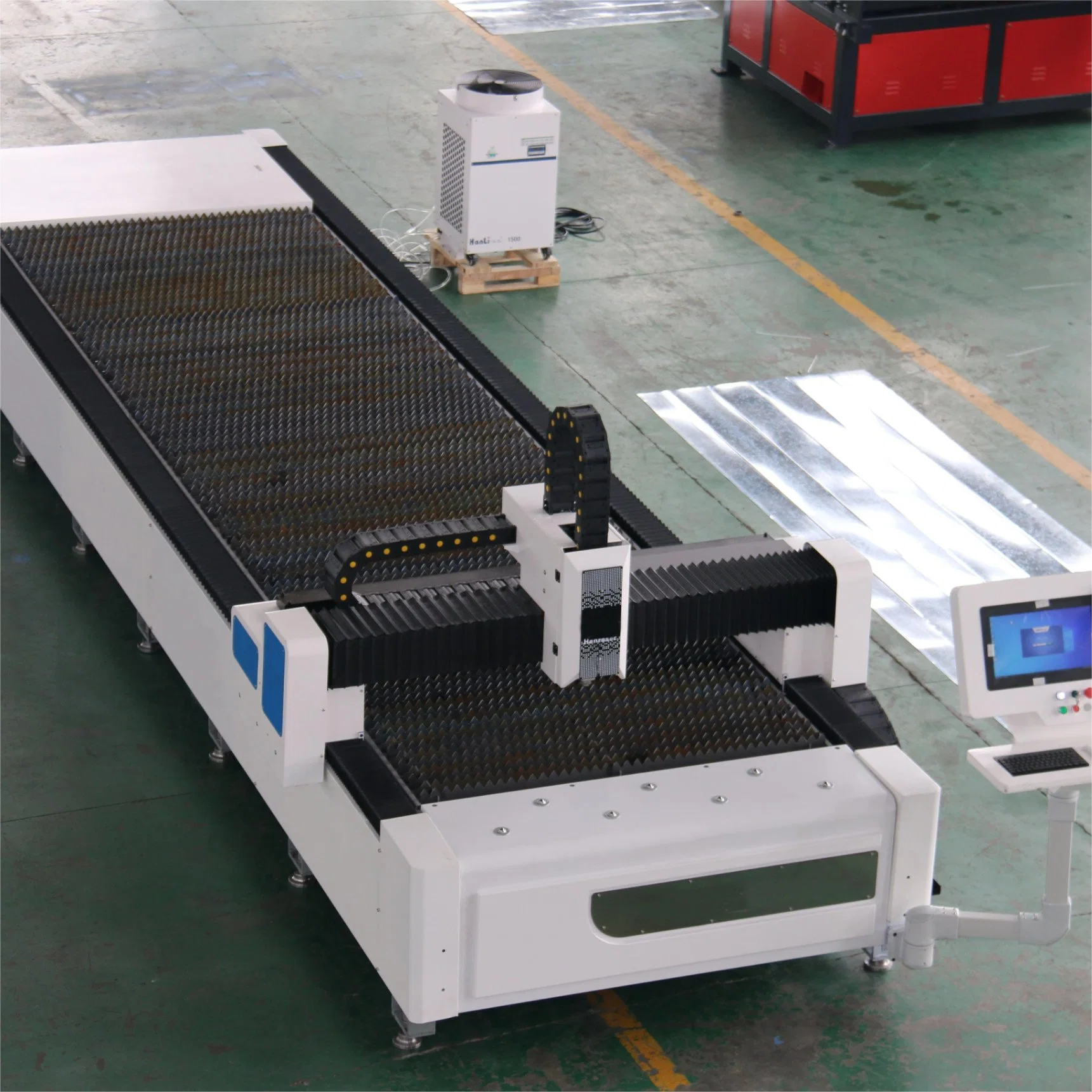
Ultra-Large Workbench el cortador láser de alta potencia es un equipo láser de alta precisión que se utiliza principalmente para cortar materiales de chapa metálica. Combina un haz láser de alta potencia, un avanzado sistema de control por ordenador, un sistema óptico de alta precisión, una excelente estructura mecánica y un sistema de software inteligente para lograr un corte de láminas de metal rápido, eficiente y preciso.
El cortador láser de alta potencia Ultra-Large Workbench se utiliza ampliamente en diversos campos industriales como la fabricación de automóviles, el procesamiento de piezas mecánicas, la industria aeroespacial, la construcción naval, la decoración arquitectónica, Etc. puede lograr un corte de alta precisión de varias hojas de metal, desde cuadrados y círculos simples hasta contornos y patrones complejos. Además, el cortador láser de alta potencia Ultra-Large Workbench está equipado con programas de formación profesional para operadores y plataformas de software de soporte que cuentan con medidas de protección de seguridad completas y capacidades de control inteligentes que garantizan un funcionamiento seguro y cómodo.
El banco de trabajo ultra grande de este dispositivo proporciona un amplio espacio para la colocación y corte de grandes láminas de metal. La estabilidad y precisión del banco de trabajo afectan directamente a la calidad y eficiencia del proceso de corte. Para garantizar un corte preciso, el banco de trabajo suele estar equipado con sistemas de posicionamiento y bloqueo avanzados que permiten un control preciso de la posición de la chapa metálica.
El haz láser de alta potencia es el componente principal del cortador láser de alta potencia Ultra-Large Workbench. La alta densidad de energía del haz láser permite cortar de forma rápida y eficaz las láminas de metal, independientemente de su grosor. Al exponerse al haz láser, la lámina metálica se fundirá o vaporizará instantáneamente, incluso alcanzando un nivel atómico de altas temperaturas y presiones para realizar el corte. Este método de corte no solo es eficiente sino que también tiene un daño mínimo en el material, lo que resulta en un borde de corte muy plano.
El avanzado sistema de control por ordenador es un componente crucial del cortador láser de alta potencia Ultra-Large Workbench. Este sistema controla con precisión la potencia, la velocidad de escaneo, la posición de enfoque y otros parámetros del haz láser para lograr un corte de lámina metálica de alta precisión. Mientras tanto, el sistema de control por ordenador también puede mostrar visualmente las rutas de corte y los ajustes de parámetros a través de una interfaz gráfica, haciendo que el funcionamiento sea más cómodo.
Sistema de Control por computadora avanzado Banco de trabajo ultra grande sistema de control por computadora avanzado introducción
El sistema óptico de alta precisión es crucial para el cortador láser de alta potencia Ultra-Large Workbench. Este sistema incluye principalmente reflectores, lentes de enfoque, etc., que controlan con precisión la dirección del haz láser y lo enfocan en la lámina metálica para lograr un corte de lámina metálica de alta precisión. Además, al ajustar parámetros como la longitud focal y el tamaño del punto, el sistema óptico puede cortar diferentes tamaños y formas de láminas de metal.
Los sistemas de software inteligentes proporcionan una comodidad adicional para su uso con el cortador láser de alta potencia Ultra-Large Workbench. En función de las necesidades del usuario, los sistemas de software inteligentes pueden generar automáticamente rutas de corte y programas para lograr un corte de chapa metálica rápido y eficaz. Simultáneamente, los sistemas de software inteligentes también pueden supervisar en tiempo real el estado operativo y la calidad de corte del equipo, detectando y resolviendo problemas potenciales de manera oportuna para asegurar la estabilidad y fiabilidad del equipo.