Complaint
Complaint

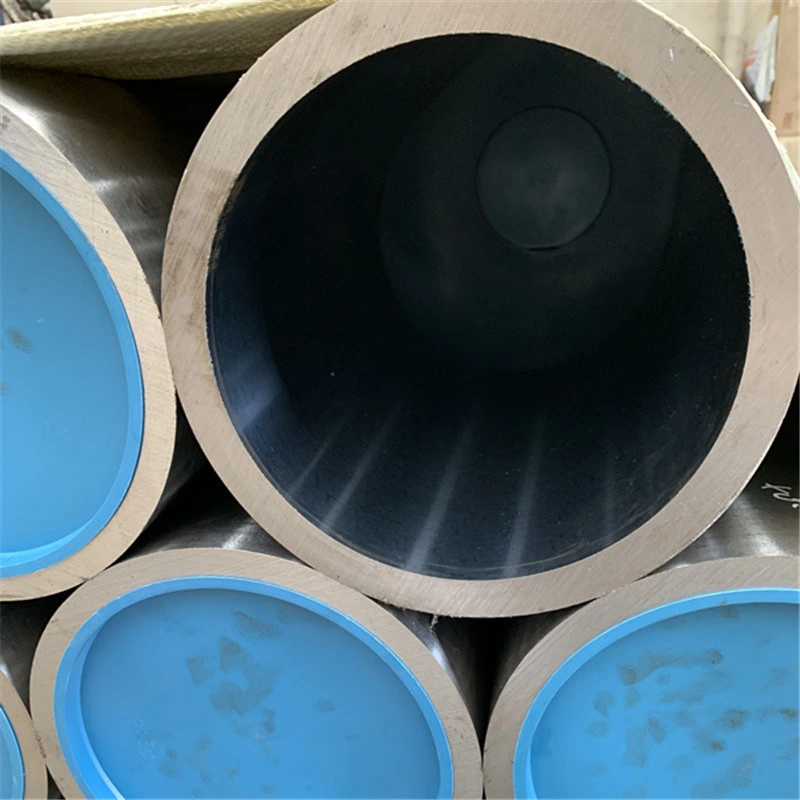
Perfeccionó el tubo está listo para usar de cilindro hidráulico de las aplicaciones sin necesidad de procesamiento de ID.
El proceso de pulido pulido pulido implica el uso de piedras y papel de lija para eliminar las pequeñas cantidades de material, para producir ID extremadamente precisos y la mejora de las dimensiones de los acabados. Perfeccionó el tubo está dispuesta a utilizar para aplicaciones de cilindro hidráulico sin más trámite ID.
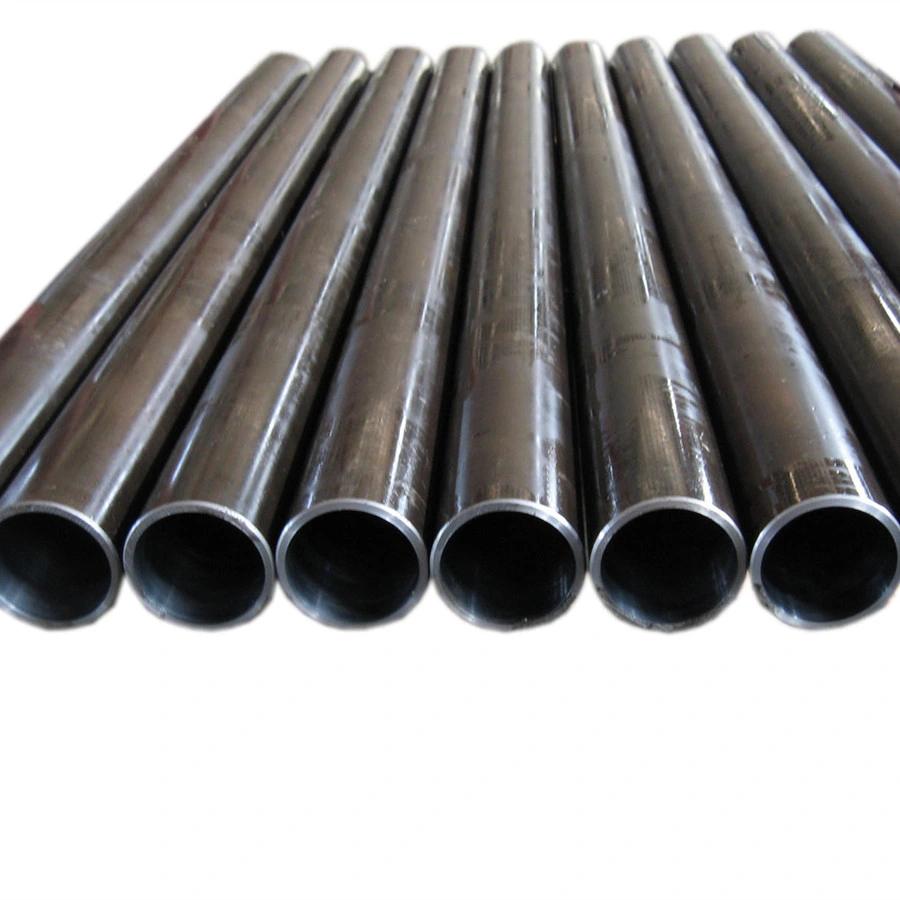
Tubo de acero hidráulico está diseñado para transportar fluidos líquidos entre los componentes hidráulicos, conexiones, válvulas, bridas, y otras herramientas. Está hecha de material E355 (ST 52.4) o E235 (ST 37.4). Estos dos grados tienen diferentes composición química. Esto ayuda a controlar la presión de trabajo.
| Composición química (%) | Carbono (C) | El silicio (Si) | Manganeso (Mn) | El Fósforo (P) | El azufre (S) |
| E355 (ST52.4) | ⩽ 0,22 | ⩽ 0.55 | ⩽ 1.6 | ⩽ 0,045 | ⩽ 0,045 |
| E235 (ST37,4) | ⩽ 0.17 | ⩽ 0.35 | ⩽ 1.2 | ⩽ 0,045 | ⩽ 0,045 |
Tubo hidráulico se realiza según DIN 2391/C (DIN EN 10305-1) o DIN 2445/2 (DIN EN 10305-4) las normas y está disponible en milímetros y pulgadas de diámetro exterior, y el tamaño del diámetro nominal de pulgadas.
Los tubos de acabado superficial es NBK, donde los tubos son el fosfato y normalizado que proporciona resistencia a la corrosión. Está aceitado dentro y fuera. Normalizar el proceso crea más dura de productos metálicos. Durante la normalización, de los metales se calienta a temperatura alta, y permitió a enfriar naturalmente hacia abajo a la temperatura ambiente por la exposición después de la calefacción. Los metales que han sido a través de este proceso son más formable, más difícil y dúctil.
Los tubos sin costura perfeccionado (acero) con un micro-acabado y muy precisos en el tamaño del orificio dentro de la tolerancia H7 o equivalente.
Grado: ST 52, ST52.3, CK45, E355, 16mn, STKM13C, SAE1020, SAE1026, SAE1045
Se perfeccionaron los tubos están dispuestos a utilizar para aplicaciones de cilindro hidráulico sin más trámite ID.
Diferentes tamaños de listo para usar el tubo de perfeccionado están disponibles.
| ID(mm) | La tolerancia (mm) | |||
| H7 | H8 | H9 | H10 | |
| <=30 | +0.021/0 | +0.033/0 | +0.052/0 | +0.084/0 |
| 30 - <=50 | +0.025/0 | +0.039/0 | +0.062/0 | +0.100/0 |
| 50 - <=80 | +0.030/0 | +0.046/0 | +0.074/0 | +0.120/0 |
| 80 - <=120 | +0.035/0 | +0.054/0 | +0.087/0 | +0.140/0 |
| 120 - <=180 | +0.040/0 | +0.063/0 | +0.100/0 | +0.160/0 |
| 180 - <=250 | +0.046/0 | +0.072/0 | +0.115/0 | +0.185/0 |
| 250 - <=315 | +0.052/0 | +0.081/0 | +0.130/0 | +0.210/0 |
| 315 - <=700 | +0.057/0 | +0.089/0 | +0.140/0 | +0.230/0 |
Esto proporcionará la junta de pistón de larga vida y evitar el fracaso del cilindro. El tubo de material es seleccionado en la base de aplicación y la presión de trabajo.
Los tubos sin costura para cilindros hidráulicos, obtenido a partir de frío de alta calidad preparados tubos, disponible en una amplia gama dimensional.
| Grado de acero | Standard | Aplicación | |||
| GB(China) | ASME(USA) | DIN/EN(euros). | JIS(Jpan) | ||
| Acero al carbono | 10 20 20G 20MnG 25MnG P345B/C/D/E | A106 SA-106B SA-106C SA-192 SA-210A1 SA-210C | St35.8 St45.8 P235GH P265GH | El STB340 El STB410. El STB510 | Economizador de agua del tubo de oleoducto, tubo de pared del tubo, el cabezal del horno, Petroquímica tubo, tubo de intercambio de calor |
| Acero Mo | 15MoG 20MoG | SA-209 la T1 SA-209 T1a SA-209 T1b | 16Mo3 | 15Mo3 16Mo3 | El tubo de pared de agua El tubo de supercalentador El tubo de recalentador |
| Acero Cr-Mo Acero Cr-Mo-V | 12Cr1MoG 12Cr2MoWVTiB | 12Cr1MoV 14MoV63 | El tubo de supercalentador El tubo de recalentador, Tubo de oleoducto, el cabezal del horno, Petroquímica tubo, tubo de intercambio de calor | ||
| Acero Cr-Mo Acero Cr-Mo W Acero Cr-Mo Acero Cr-Mo W | 12CrMoG 15CrMoG 12Cr2MoG 10Cr9Mo1VNbN 10Cr9MoW2VNbBN 12Cr1Mo 12Cr5Mol/NT 12Cr9Mol/NT | T11/P11 T12/P12 T22/P22 T23/P23 T24/P24 T5/P5 T9/P9 T91/P91 T92/P92 | 10CrMo5-5 12CrMo4-5 10CrMo9-10 7CrWVMoNb9-6 7CrMoVTIB10-10 X10CrMoVNb9-1 X10CrWMoVNb9-2 X11CrMo5+l/NT X11CrMo+L9-1/NT | El STB20 El STB22 El STB23 El STB24 El STB25 El STB26 | El tubo, tubo supercalentador recalentador, tubo de vapor, Pipleline pip, el cabezal del horno, Petroquímica tubo, tubo de intercambio de calor |
| Acero al carbono Ni el acero | 16MnDG 10MnDG 09DG | Un333-1 SA-333-1 Un333-6 SA-333-6 Un333-3 SA-333-3 | STPL380 STPL450 | Tubo y tubo para servicio de baja temperatura | |
| Acero inoxidable Austentic | --- | AP304 TP304H TP321 TP321H TP347 TP347H TP316 TP316H S30432 TP310HCbN | --- | El tubo de supercalentador El tubo de recalentador | |
| Tipos de tubos | El tubo Szie(mm) | Tolerancias | |
| Laminados en caliente | OD. | <50 | ± 0,50 mm |
| ≥50 | ±1% | ||
| WT | <4 | ± 12,5% | |
| ≥4-20 | +15% -12,5% | ||
| >20 | ± 12,5% | ||
| Dibujada en frío | OD. | 6-10 | ±0.20mm |
| 10-30 | ± 0,40 mm | ||
| 30-50 | ±0,45 | ||
| >50 | ±1% | ||
| WT | <1 | ± 0,15 mm | |
| >1-3 | + 15% al 10% | ||
| >3 | + 12,5% al 10% | ||
Para tubo de más de 10 pulgadas como una especial OD, el diámetro exterior del tubo de tolerancia deberán variar dentro de un +1% /-1%.
| Standard | Tubos sin costura acabados en caliente | Tubos sin costura flnished frío | ||
| Fuera del diámetro (Mm) | La tolerancia | Fuera del diámetro (Mm) | La tolerancia | |
|---|---|---|---|---|
| EN10216-1 EN10216-2 La norma DIN17175 | ≤100 | +/-0.75% (Min. +/-0,5 mm) | Todos los | +/-0,5% (Mín. +/-0.30mm) |
| >100 | +/-0.90% | |||
| GB/T 3087 | ≤ 460. | +/-0.75% (Min. +/-0,5 mm) | 10-30 | +/-0.40mm |
| >30-50 | +/-0.45mm | |||
| >50 | +/-1,0% | |||
| GB/T 5310 GB/T 9948 GB/T 6479 | <57 | +/-0.40mm | ≤30 | +/-0.20mm |
| 57-325 | +/-0.75% | >30-50 | +/-0.30mm | |
| >325-460 | +1%,-2mm | >50 | +/-0,8% | |
| ASME SA-179M ASME SA-192M ASME SA-209M ASME SA-210M ASME SA-213M JIS G 3461 JIS G 3461 | ≤101,6 | +0,4, -0,8 mm | <25.4 | +/-0.10mm |
| >25.4-38.1 | +/-0.15mm | |||
| >38.1-50.8 | +/-0.20mm | |||
| 101.6-190.5 | +0,4, -1.2mm | >50.8-63.5 | +/-0.25mm | |
| >63.5-76.2 | +/-0.30mm | |||
| >76.2 | +/-0.38mm | |||
| ASME SA106 ASME SA335 | ≤48.3 | +/-0.40mm | ≤48.3 | +/-0.40mm |
| 48.3-114.3 | +/-0.79mm | |||
| 114.4-219.1 | +1.59, -0.79mm | |||
| 219.2-323.9 | +2.38, -0.79mm | >48.3 | +/-0.79mm | |
| >324 | +/-1,0% | |||
Para Tubo estándar, salvo lo dispuesto por el tubo de paredes finas, las tolerancias de diámetro se efectuará de conformidad con la siguiente tabla.
| Standard | Tubos sin costura acabados en caliente | Tubos sin costura flnished frío | ||
| Fuera del diámetro (Mm) | La tolerancia | Fuera del diámetro (Mm) | La tolerancia | |
|---|---|---|---|---|
| EN10216-1 EN10216-2 La norma DIN17175 | ≤100 | +/-0.75% (Min. +/-0,5 mm) | Todos los | +/-0,5% (Mín. +/-0.30mm) |
| >100 | +/-0.90% | |||
| GB/T 3087 | ≤ 460. | +/-0.75% (Min. +/-0,5 mm) | 10-30 | +/-0.40mm |
| >30-50 | +/-0.45mm | |||
| >50 | +/-1,0% | |||
| GB/T 5310 GB/T 9948 GB/T 6479 | <57 | +/-0.40mm | ≤30 | +/-0.20mm |
| 57-325 | +/-0.75% | >30-50 | +/-0.30mm | |
| >325-460 | +1%,-2mm | >50 | +/-0,8% | |
| ASME SA-179M ASME SA-192M ASME SA-209M ASME SA-210M ASME SA-213M JIS G 3461 JIS G 3461 | ≤101,6 | +0,4, -0,8 mm | <25.4 | +/-0.10mm |
| >25.4-38.1 | +/-0.15mm | |||
| >38.1-50.8 | +/-0.20mm | |||
| 101.6-190.5 | +0,4, -1.2mm | >50.8-63.5 | +/-0.25mm | |
| >63.5-76.2 | +/-0.30mm | |||
| >76.2 | +/-0.38mm | |||
| ASME SA106 ASME SA335 | ≤48.3 | +/-0.40mm | ≤48.3 | +/-0.40mm |
| 48.3-114.3 | +/-0.79mm | |||
| 114.4-219.1 | +1.59, -0.79mm | |||
| 219.2-323.9 | +2.38, -0.79mm | >48.3 | +/-0.79mm | |
| >324 | +/-1,0% | |||
El espesor de pared en cualquier punto estará dentro de la siguiente tabla de tolerancia.
| Standard | Tubos sin costura acabados en caliente | Tubos sin costura flnished frío | ||||
| Fuera del diámetro OD(mm) | Espesor de pared. T(mm) | La tolerancia | Fuera del diámetro (Mm) | Espesor de pared. T(mm) | La tolerancia | |
|---|---|---|---|---|---|---|
| La norma DIN17175 | ≤ 130 | S≤2SN | +15%, -10% | -- | Todos los | +/-10% (Mín. +/-0,2 mm) |
| 2Sn<S≤4SN | +12.5%, -10% | |||||
| S>4SN | +-/9% | |||||
| >130 | S≤0,05 da | +17.5% -12,5% | ||||
| 0,05 da<S≤0.11da | +/-12,5% | |||||
| S>0.11da | +/-10% | |||||
| La norma EN 10216-1 La norma EN 10216-2 | ≤219.1 | - | +/-12,5% (Min. +/-0.4mm) | |||
| -- | T/D≤0.025 | +/-20% | ||||
| 0.025<T/D≤0.050 | +/-15% | |||||
| 0.05<T/D≤0.10 | +/-12,5% | |||||
| 0.1<T/D | +/-10% | |||||
| GB/T 3087 | -- | ≤20 | +15%,-12,5% (Min.+0.45, -0.35mm) | -- | 1.0-3.0 | +15%, -10% |
| >20 | +/-12,5% | -- | >3 | +12.5%, -10% | ||
| GB/T 5310 GB/T 9948 GB/T 6479 | -- | <4.0 | +15%, -10% (Min.+0.48, -0.32mm) | -- | 2-3 | +12%, -10% |
| 4-20 | +12.5%,-10% | >3 | +/-10% | |||
| >20 | +/-10% | |||||
| ASME SA-179M ASME SA-192M ASME SA-209M ASME SA-210M ASME SA-231M JIS G 3461 JIS G 3462 | -- | 2.41-3.8 | +35%, -0% | ≤38.1 | -- | +20%, -0% |
| 3.8-4.6 | +33%, -0% | >38.1 | -- | El 22%, -0% | ||
| >4.6 | +28%, -0% | -- | -- | -- | ||
| ASME SA-106 ASME SA-335 | -- | Todos los | +/12.5% | Todos los | +/-10% | |
Estado de entrega de los tubos de acero(estado)
Estado de entrega de los tubos de acero(Estado): Frío / hard (BK), el frío / soft (BKW),después de recocido de alivio del estrés de frío (BKS), el recocido (GBK), normalizados (NBK).
Condición en la entrega de la tubería de acero
| Término | Símbolo | Explicación |
| Con acabado en frío (cold/disco-acabados como dibujados) | BK | Ningún tratamiento térmico después del último proceso de formación de frío. Los tubos por lo tanto, sólo baja deformabilidad. |
| Con acabado en frío/suave (ligeramente frío-trabajada) | BKW | Después del último tratamiento térmico no es un acabado de la luz pase (dibujo) con un buen frío el procesamiento posterior, el tubo puede ser frío formado (por ejemplo, expulsadas, ampliado) dentro de ciertos límites. |
| Recocidos | GBK | Después del último proceso de formación en frío de los tubos están recocidos en atmósfera controlada o al vacío. |
| Normaliza | NBK | Los tubos son recocido superior al punto de transformación en una atmósfera controlada o al vacío. |
La tira de frío en general Mills, el volumen debe ir a través de recocido continuo CAPL (unidad) para eliminar el estrés a la rodadura y el endurecimiento de frío, recocido de lotes o llegar a las propiedades mecánicas de la correspondiente norma especifica. Calidad de la superficie de acero laminado en frío, apariencia, precisión dimensional mejor que la placa de laminados en caliente, y laminación de grosor del producto es delgada de 0,18 mm, de modo que la mayoría de los usuarios favor.
El sustrato de la bobina de acero laminado en frío profunda transformación de productos de alto valor añadido. Como el electro-galvanizado, galvanizado en caliente, electro-galvanizado pintado, resistente a huellas dactilares el rodillo de acero compuesto de amortiguación de acero, placas de acero laminado PVC, etc., de modo que la excelente calidad de estos productos tiene una bella, alta resistencia a la corrosión, ha sido ampliamente utilizado.
Bobinas de acero laminado en frío, recocido acabado tras cortar la cabeza, cola, recortar, aplastamiento, lisa y de gran volumen, o longitudinal portapapeles. Laminados en frío, son ampliamente utilizados en la fabricación de automóviles, electrodomésticos, instrumentos, interruptores, edificios, mobiliario de oficina y otras industrias. Los flejes de chapa de acero el peso del paquete de 3 a 5 toneladas. El volumen de la sub-plano generalmente 3 a 10 toneladas / volumen. El diámetro de la bobina de 6m.
1) Embalaje: 3 capas de embalaje. En el interior es de papel artesanal, Oriente es la película de plástico de agua y fuera de la GI la hoja de acero cubierto por tiras de acero con bloqueo, con camisa de la bobina de interior o como los requisitos del cliente.