Complaint
Complaint

Breve introducción al sistema CNC del centro de torneado GSK 988TA
* el sistema CNC del centro de torneado GSK 988TA adopta la tecnología de bus Ethernet lndustrial GSKLink, y es adecuado para servo de la serie GR. Apoya la puesta en marcha en línea y el control de alta precisión del eje CS, que puede satisfacer las necesidades de alta precsioriay mecanizado de alta eficiencia de centros de torneado de grado medio y alto.
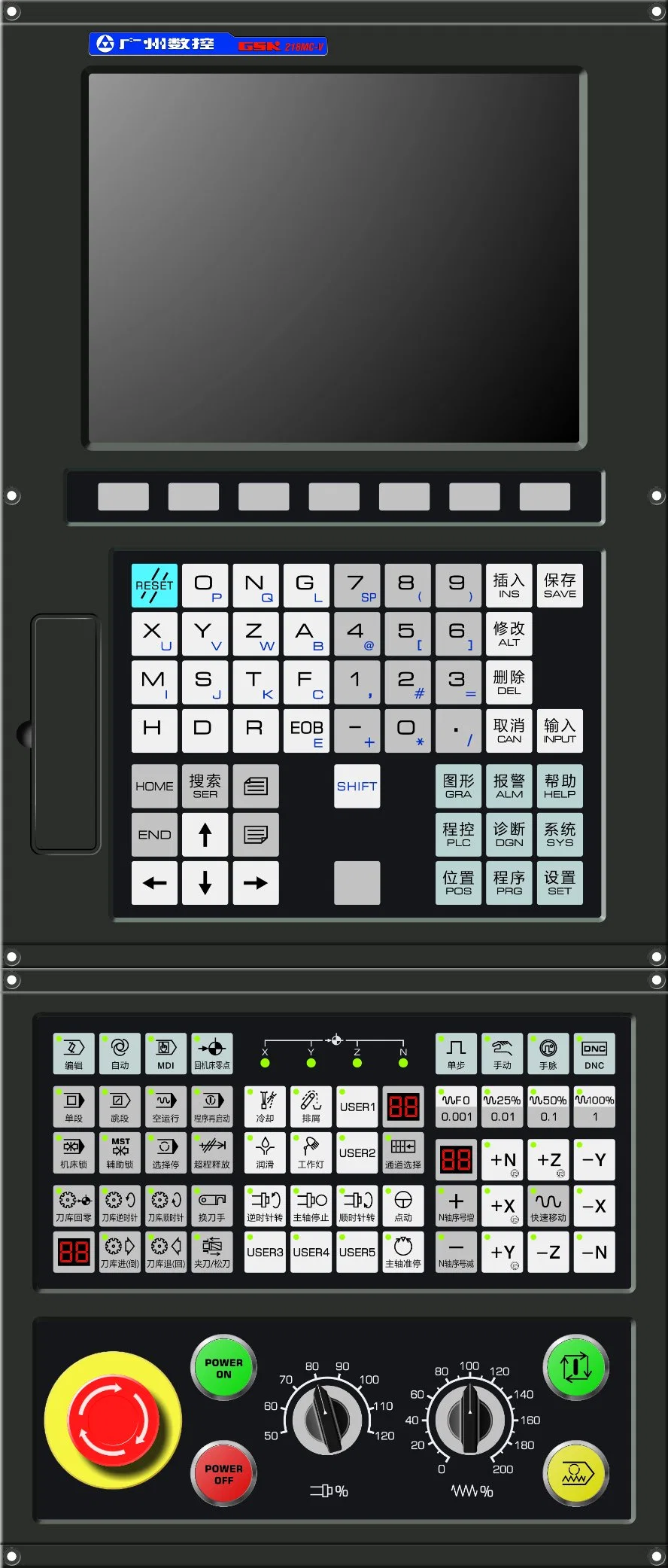
* GSK 988TA centro de giro CNC sistema consta de 10,4' LCD, botón de membrana y muchas otras estructuras de aspecto.como se muestra en la siguiente figura:
| Características técnicas |
| Conecte el servoaccionamiento y la unidad l/0 a través del bus Ethernet lndustrial ( bus GSKLink); |
| Hay un máximo de 8 ejes de alimentación y 4 ejes, y el varillaje dentro de tres ejes es |
| permitido, con función de mecanizado combinado de fresado por torneado ; |
| La unidad de instrucción mínima es de 0,1 u m y la velocidad de movimiento máxima es de 100 m/min: |
| Soporta 4 ejes adicionales para ayudar en la carga y descarga; |
| lt admite el ajuste en línea de servo y la monitorización en tiempo real del estado de servo: |
| El modo de programación auxiliar es sencillo y se permite la previsualización de pistas: |
| Proporciona una interfaz definida por el usuario; |
| El diagrama de diagrama de relés del PLC puede editarse en línea , así como ser operado y monitoreado en tiempo real; |
| Tiene una interfaz de red para soportar la supervisión remota de datos del sistema y la transmisión de archivos: |
| Se suministra con la unidad de accionamiento servo de la serie GR-L. configuración estándar y servomotor |
| de alta resolución absoluta encoder |
Especificaciones técnicas
| Elemento | Especificación |
| Número de ejes de control | Número máximo de ejes de control: 8 |
| Número máximo de ejes conductores universales:4 | |
| Número de ejes de control del PLC:8 | |
| Número de ejes de control de contorno CS:4 | |
| Valor de coordenadas (sistema) y dimensiones | Sistema de coordenadas de pieza (G50), sistema de coordenadas local, sistema de coordenadas de la máquina-herramienta Y sistema de coordenadas de la pieza 1 -6(G54 -G59) |
| Selección de planos de coordenadas | |
| Programación absoluta/incremental, programación de diámetro/radio, coordenadas polares, Conversión de sistema británico/unidad métrica, eje lineal/ eje giratorio | |
| Función preparatoria | incluye posicionamiento rápido, interpolación lineal, interpolación circular, interpolación cilíndrica. corte de rosca, interpolación de coordenadas polares, roscado rígido, pausa, compensación de herramienta, sistema de coordenadas de pieza, sistema de coordenadas local, llamada a macroprograma, salto, ciclo fijo único y ciclo fijo compuesto |
| Función de alimentación | Velocidad de movimiento rápida: 0 m/min -100 m/min ( nivel μ), 0m/min - 60 m/min ( nivel 0,1 μ) |
| Anulación rápida: F0, 25%, 50% y 100%, un total de cuatro niveles de ajuste en tiempo real | |
| Velocidad de alimentación de corte: 0 m/min -60 m/min ( μlevel), 0m/min -24 m/min ( nivel de 0,1 μ) | |
| Alimentación de anulación: 0-150% un total de 16 niveles de ajuste en tiempo real | |
| Corte de rosca | Corte de rosca: Rosca recta de paso igual/ rosca cónica/ rosca de cara final, rosca recta de paso variable/ rosca cónica/ rosca de cara final |
| Número de hilos: 1 -99 | |
| Paso de rosca: 0,01 mm - 500 mm ( rosca métrica) o 0,01 pulgadas - 9,99 pulgadas ( rosca de tornillo en pulgadas) | |
| El run-out de la rosca: El run-out de alta velocidad procesa, la longitud del run-out, el ángulo y. se pueden establecer las características de velocidad | |
| Función del husillo | Velocidad del husillo: Se puede ajustar mediante el código S o la señal PLC, y el rango de velocidad es de 0 rpm - 20000 rpm |
| Anulación de husillo: 50%-150%,11levels de ajuste en tiempo real | |
| Control de velocidad lineal constante del husillo | |
| Control del eje CS | |
| Función de la herramienta | Compensación de la longitud de la herramienta ( desplazamiento de la herramienta): 99 juegos |
| Compensación de desgaste de la herramienta: 99 juegos de datos de compensación de la herramienta | |
| Compensación del radio de la punta de la herramienta (tipo C) | |
| Modo de ejecución de desviación de herramienta: Modificación del modo de movimiento de la herramienta y de las coordenadas | |
| Gestión de la vida útil de la herramienta: La vida útil de la herramienta puede ser manejada por tiempo o por tiempo | |
| Función auxiliar | códigos especiales M (M00, M01, M02, M30, M98 y M99), Y otros códigos M son definidos por PLC |
| Soporte de segmento común de código multi-M. | |
| Función del PLC | Programa PLC de dos niveles, con un máximo de 5000 pasos, y el ciclo de actualización del programa de primer nivel es 8ms |
| 13 instrucciones básicas y 30 instrucciones funcionales | |
| El diagrama de diagrama de relés del PLC se puede editar en línea y supervisar en tiempo real | |
| Admite varios programas de PLC (hasta 16) y se pueden seleccionar los programas de PLC que se están ejecutando actualmente | |
| E/S local: 8 entradas | |
| Panel de control E/S: 112 entradas /96 salidas | |
| Almacenamiento de programas y edición | Almacenamiento de programas: La capacidad del programa es DE 300m y hay 10.000 programas (incluidos subprogramas y macroprogramas) |
| Modo de edición: Edición a pantalla completa, compatible con la edición en segundo plano de programas de partes | |
| Función de edición: Búsqueda de programa/ segmento de programa/palabra , modificación, eliminación, bloqueo de copia/borrado de bloque | |
| Formato del programa: Dos conjuntos de instrucciones opcionales del código G, palabras de instrucción sin espacio entre sí, así como la programación mixta de coordenadas relativas y coordenadas absolutas | |
| Llamada de programa: Soporta llamada de macroprograma con parámetros y anidamiento de subprogramas de 12 niveles | |
| Función de comprobación de programa | Comprobación de sintaxis, vista previa de seguimiento, simulación gráfica, funcionamiento inactivo, bloqueo de herramientas de máquina, bloqueo de función auxiliar, entrada de un solo segmento |
| Programación función de simplificación | Ciclo fijo único, ciclo fijo compuesto, ciclo de perforación/perforación, roscado rígido, entrada directa de cotas de dibujo, chaflanado automático, programación de instrucciones de macro de instrucciones , programación de planos , guía de programación, asistencia y demostración de programación |
| Función de compensación | Intervalo de compensación de separación inversa:(-9999 ~+9999) × unidad de detección |
| Compensación de errores de paso basada en memoria: Hay 1024 puntos de compensación en total, y el los puntos de compensación de cada eje se establecen mediante parámetros; y el rango de compensación de cada unidad de detección pointis(-700-+700)× | |
| Máquina-humana interfaz | LCD de 10,4 y 8,4" en color verdadero |
| Admite chino, inglés, ruso y otros idiomas para su visualización | |
| Ubicación, programa, sistema, configuración, gráficos, información y ayuda | |
| Gestión de operaciones | Modo de funcionamiento : Automático, manual, edición, entrada, DNC, volante y retorno al punto de referencia |
| 6-leveloperation administración de autoridad | |
| 32 paradas limitadas | |
| Interruptor de programa e interruptor de parámetro | |
| Función de comunicación | USB: Funcionamiento de archivos de unidad flash USB, procesamiento directo de archivos de unidad flash USB, soporte de programa PLC Y actualización de la unidad flash USB del software del sistema |
| LAN: Supervisión remota, procesamiento de DNC de red, apoyo a la transmisión de archivos que cubren las partes Programas, programas PLC, parámetros del sistema, parámetros de configuración del servo , etc. | |
| Función de seguridad | Parada de emergencia, límite de desplazamiento de la tornillería, comprobación de desplazamiento de almacenamiento múltiple, bloqueo del eje, copia de seguridad y recuperación de datos |
| Interfaz eléctrica | Un par de interfaz de comunicación de bus GSKLink, interfaz de potencia 1 ( entrada DC24V), interfaces de codificador de 2 canales, interfaz de comunicación del panel de operador 1 para la máquina herramienta, 1 USB -H frontal, 1 |
| Interfaz LAN y terminal de entrada de alta velocidad 1 ( entrada de 8 puntos) interfaz de comunicación host 1, interfaz de alimentación 1 ( entrada de DC24V), 1 interfaz de pulso manual, 1 interfaz de caja portátil, 8 terminales de entrada ( entrada de 1 puntos) y 4 terminales de salida ( salida de 1 puntos) |