
 Complaint
Complaint

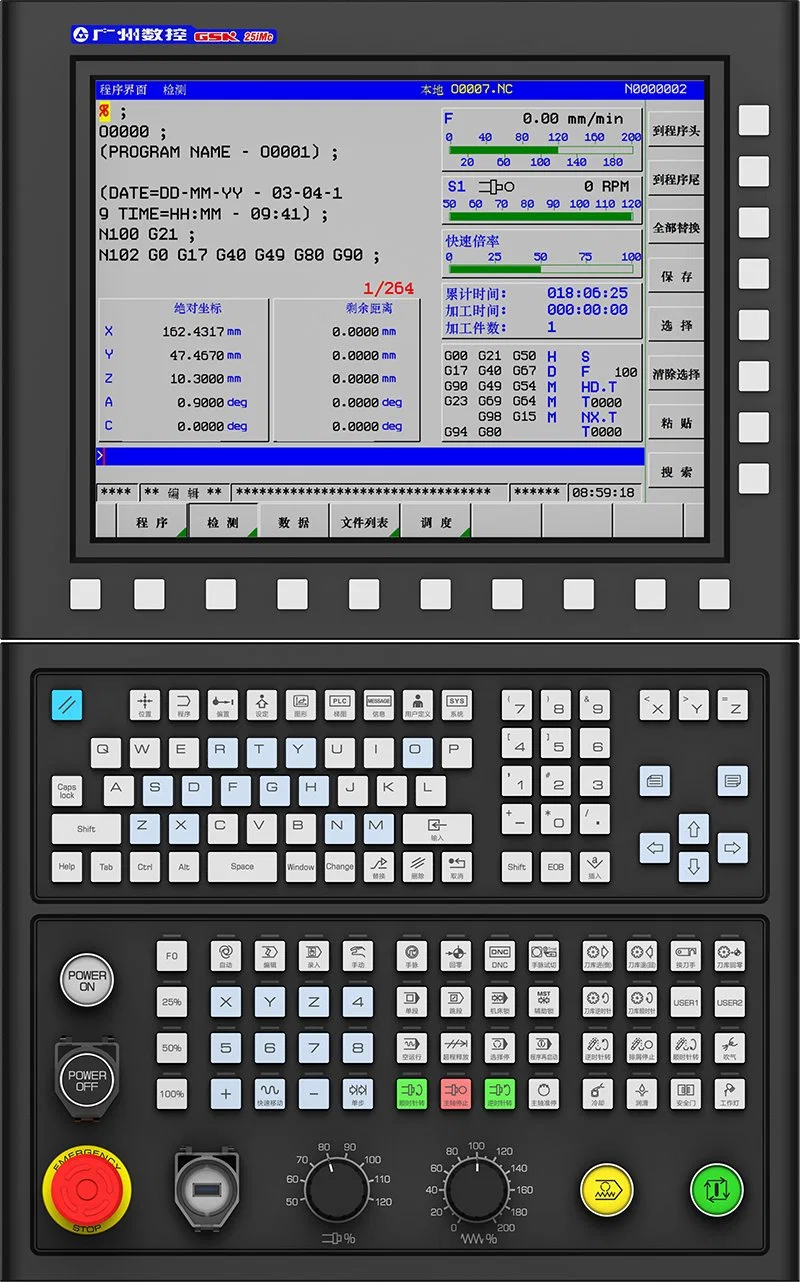
GSK 25i es una nueva generación de sistema CNC de alto rendimiento y alta confiabilidad desarrollado a través de la innovación y mejora continua. Integra tecnologías de vanguardia en el campo del CNC hoy en día, con funciones potentes, operación conveniente y amplio rango de aplicación.
GSK 25i cuenta con el controlador CNC de nueva generación, mayor velocidad de procesamiento de datos, mayor estabilidad del sistema, funciones de control más fuertes, enlace de varios ejes, control de bus, alta velocidad, alta precisión y codificador absoluto.| Función de control de ejes | Especificación | |||
| Función de control de ejes | ||||
| Número máximo de ejes de control | 8 ejes de alimentación más 2 husillos de servo | |||
| Número de ejes de enlace | Enlace de 4 ejes | |||
| Enlace de 5 ejes | ||||
| Número de ejes PLC controlados | Hasta 8 ejes | |||
| Control sincrónico de ejes de avance | Hasta 4 grupos | |||
| Control en bucle cerrado | Soporte de codificador incremental, absoluto o regla de rejilla | |||
| Unidad de instrucción mínima | Unidad de instrucción mínima IS-B | 0.001 mm | 0.0001 pulgada | 0.001° |
| Unidad de instrucción mínima IS-C | 0.0001 mm | 0.00001 pulgada | 0.0001° | |
| Unidad de detección mínima | Unidad de instrucción mínima IS-B | 0.001 mm | 0.0001 pulgada | 0.001° |
| Unidad de instrucción mínima IS-C | 0.0001 mm | 0.00001 pulgada | 0.0001° | |
| Valor de instrucción máximo | +999999.9999 mm+99999.9999 pulgada+999999.9999° | |||
| Velocidad de avance máxima | Velocidad de avance máxima 200 m/min | |||
| Aceleración y desaceleración automáticas | Interpolación lineal antes, aceleración/desaceleración en forma de S, control de sacudidas | |||
| Mecanizado de alta velocidad y alta precisión | Interpolación de segmentos de línea pequeña de alta velocidad G05, suavizado de trayectoria y hasta 1000 segmentos de anticipación y lectura | |||
| Función de control de cinco ejes (opcional) | ||||
| Función RTCP | Control del punto central de la herramienta G43.4 | |||
| Mecanizado de superficie inclinada | Mecanizado de posición de cinco ejes (3+2) G68.2 | |||
| Alimentación manual de cinco ejes | Alimentación manual en el eje de la herramienta, dirección de ángulo recto del eje de la herramienta y dirección de rotación del punto central de la herramienta | |||
| Función de programación | ||||
| Formato del programa | Estándar de instrucciones ISO, nombre del programa: 0+4 dígitos, número de segmento N+5 dígitos, G+3 dígitos, valor de coordenada lP 6 dígitos antes del punto decimal, valor de coordenada lP: 4 después del punto decimal, S+5 dígitos, T+3 dígitos, M+3 dígitos, F+6 dígitos antes del punto decimal y F+4 dígitos después del punto decimal | |||
| Función de interpolación | 48 grupos de sistema de coordenadas básico G52-G59 y sistema de coordenadas extendido adicional (G54.1) | |||
| Sistema de coordenadas de la pieza de trabajo | 48 grupos de sistema de coordenadas básico G52-G59 y sistema de coordenadas extendido adicional (G54.1) | |||
| Compensación de herramienta | Función de compensación de herramienta C. 400 juegos de compensación de herramienta | |||
| Función de programación | En total, hay más de 100 instrucciones G, incluyendo 12 ciclos fijos comunes, 19 ciclos fijos especiales y compuestos, fresado de caras, rotación del sistema de coordenadas, escalado, espejo, medición automática de longitud de herramienta, control del punto central de la herramienta y comandos de mecanizado de superficie inclinada. El número de llamadas a subrutinas es 4 y el programa de macro de usuario es de tipo B | |||
| Almacenamiento de programas | Memoria de 4G, hasta 400 programas | |||
| Función de punto de referencia | G27 vuelve al punto de referencia para verificar: G28 vuelve al punto de referencia; G29 vuelve desde el punto de referencia; G30 vuelve a los puntos de referencia 2, 3 y 4 | |||
| Función de salto | Función de salto G31 para medición de herramienta y pieza de trabajo | |||
| Función de control programable | Límite de carrera programable (G22 y G23), entrada de datos programable (G10) | |||