Description
Silicone personnalisé caoutchouc injection visage Beauté maquillage cosmétique éponge silicone Poudre de poudre
Moulage en caoutchouc de silicone
Le moulage en caoutchouc de silicone liquide (LSR) est un procédé thermodurcissable qui mélange un composé à deux composants, qui est ensuite thermodurci dans le moule avec un catalyseur de platine pour produire une pièce finale. Les pièces LSR sont formées par un processus de moulage par injection similaire à celui du moulage par injection plastique classique, avec une différence majeure : le système d'alimentation en matière est refroidi et le moule est chauffé.
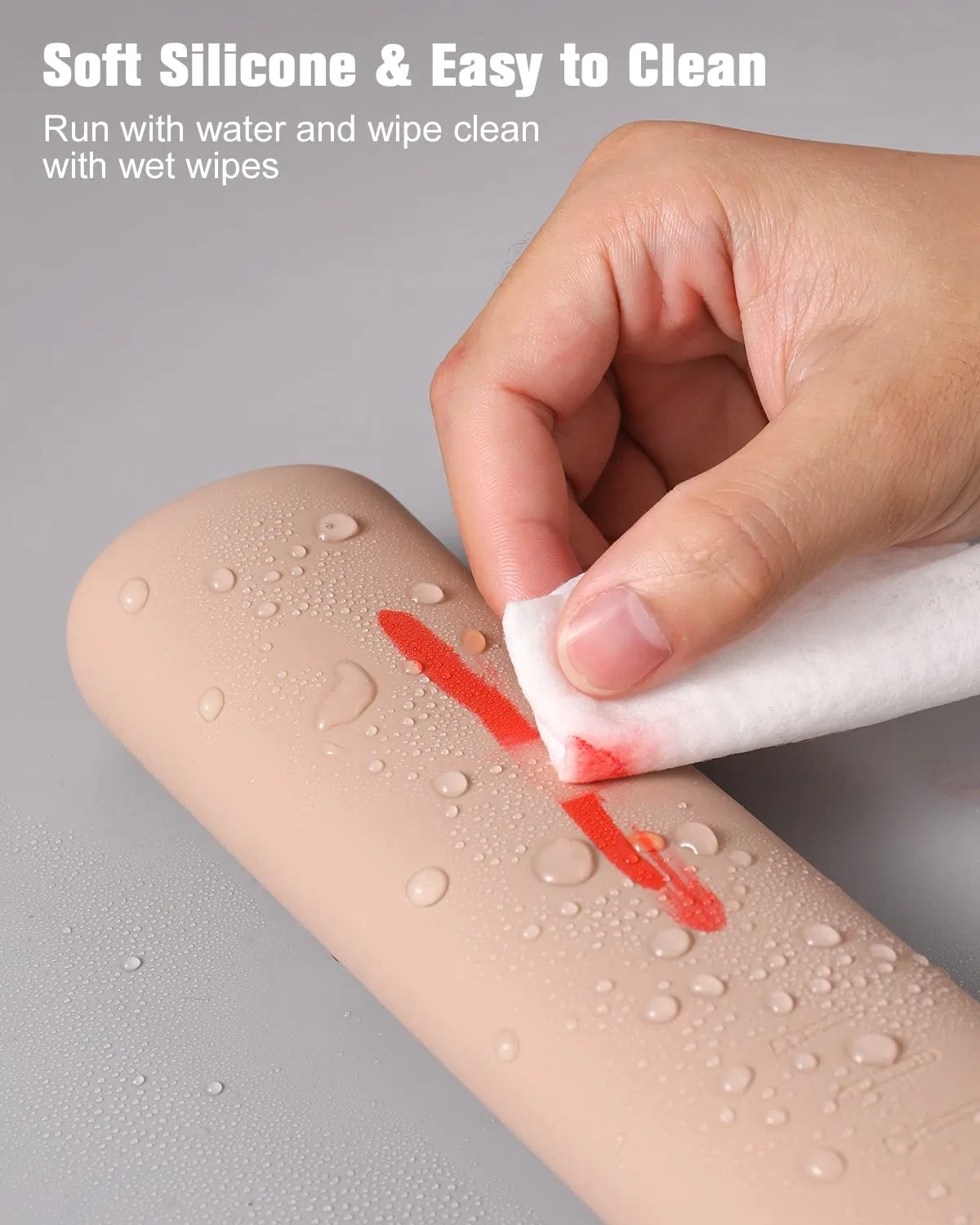
Les pièces LSR finales sont solides et élastiques avec une excellente résistance thermique, chimique et électrique. Ils maintiennent leurs propriétés physiques à des températures extrêmes et peuvent résister à la stérilisation. Les pièces LSR sont également biocompatibles, elles fonctionnent donc très bien pour les produits en contact avec la peau. Ces avantages se prêtent bien aux industries automobile, médicale et alimentaire, généralement sous forme de joints, joints, soupapes et câbles.
Processus
Le processus de moulage LSR commence par une conception de pièce appropriée. Toute personne connaissant la conception de pièces pour le moulage par injection doit trouver la même conception de pièce LSR. Cependant, le taux de rétrécissement du LSR est assez élevé et le matériau a également tendance à clignoter très facilement pendant le moulage. Protomold aide à atténuer les problèmes liés aux taux de rétrécissement élevés en planifiant des tolérances appropriées et en intégrant des fonctionnalités supplémentaires dans la conception du moule pour réduire le flash. Le LSR remplit généralement les sections de paroi minces avec un minimum de difficultés et s'adapte aux variations des sections de paroi car l'évier est presque inexistant.
Production de moules
Lorsqu'une commande est passée, Xiamen Meteor conçoit alors un outil de moulage LSR. En raison de la nature flexible du LSR, les pièces sont retirées manuellement du moule et, par conséquent, les broches d'éjection ne sont pas intégrées dans la conception du moule. Comme un outil en aluminium Protomold standard, un outil de moulage LSR est fabriqué à l'aide d'une combinaison de fraisage CNC et d'usinage par décharge électrique CNC (EDM) pour créer un outil en aluminium haute température conçu pour résister au processus de moulage LSR. Après le fraisage, l'outil est poli à la main selon les spécifications du client, ce qui permet six options de finition de surface standard : PM-F0, PM-F1, SP-C1, PM-T1, PM-T2 ou SPI-A2. D'autres peuvent être disponibles sur demande.
Production de moules
Production de moules LSR
Production de pièces
L'outil fini est chargé dans une presse à moulage par injection avancée spécifique au LSR, conçue avec précision pour un contrôle précis de la taille de l'injection afin de produire les pièces en caoutchouc de silicone liquide les plus homogènes. Le moulage LSR présente de nombreuses similitudes avec le moulage par injection classique, mais il existe quelques différences notables. Contrairement à la résine thermoplastique, qui est fondue avant l'injection, le LSR est un composé thermodurcissable en deux parties qui est refroidi avant d'être injecté dans un moule chauffé et qui est finalement durci dans une pièce finale. Notez que Protomold utilise une pompe de mélange automatique pour assurer la combinaison exacte du composé en deux parties ; rien n'est mélangé à la main. Étant donné que le LSR est un polymère thermodurcissable, son état moulé est permanent. Une fois qu'il est réglé, il ne peut plus être fondu comme un thermoplastique.


 Complaint
Complaint