


 Complaint
Complaint

1. Exigences de conception de l'assemblage automatisé de cellules de batterie
1.1,Assemblage automatisé de cellules de batterie Paramètre technique :
(1)Capacité de l'équipement : ≥10PPM ;
(2)Le taux d'excellence final est ≥99,8% (seulement les produits défectueux causés par l'équipement) ;
(3)Taux de défaillance de l'équipement ≤ 2% ;
(4)Compatible avec une variété de spécifications de modules de taille, changement rapide. La stabilité de la puissance de sortie laser (fluctuation) ≤±1%, la distance focale du galvanomètre peut être affichée et ajustée numériquement, la plage est de -5,0~+5,0mm, et la précision d'ajustement est ≤0,5mm ; (5)La trajectoire de soudage est éditée par un logiciel de soudage, le processus de soudage est automatisé, les paramètres peuvent être modifiés et l'autorité d'exploitation et de modification peut être définie
1.2, Organigramme :
Flux de processus provisoire, sous réserve des exigences réelles
2. Disposition du programme
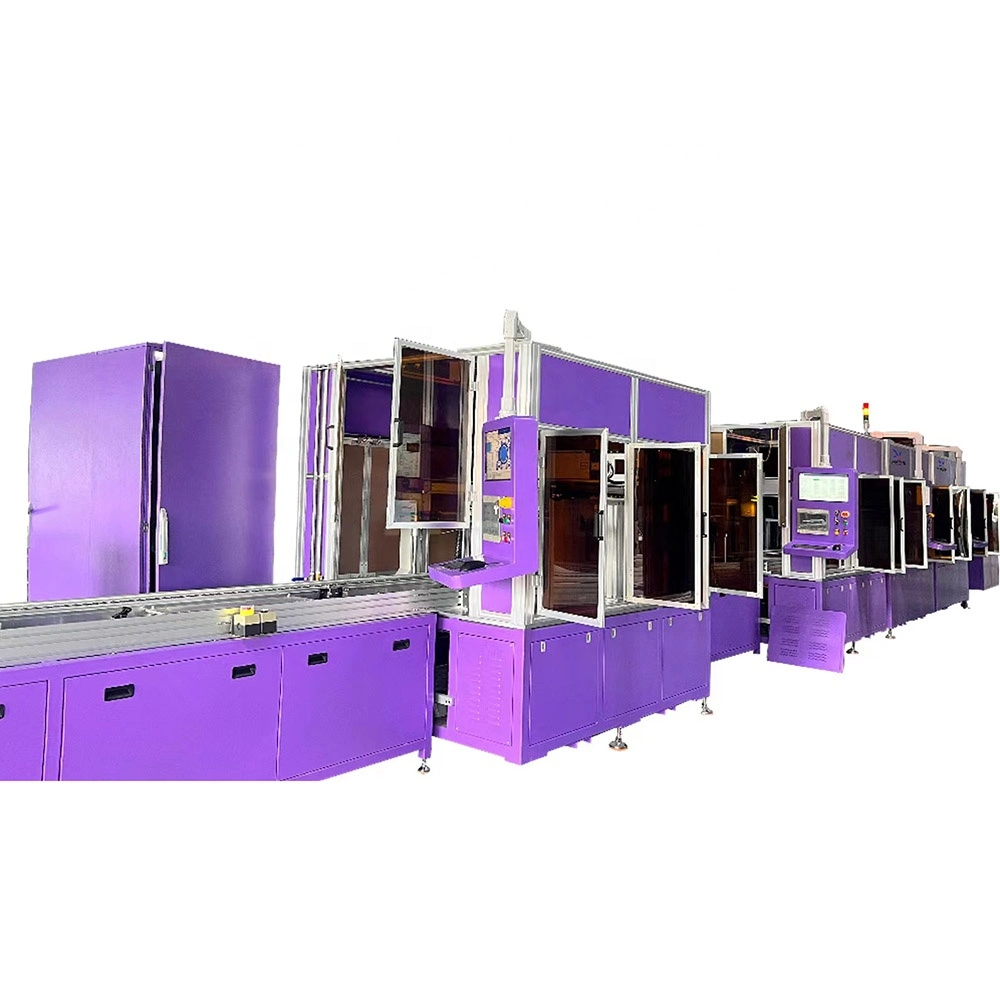
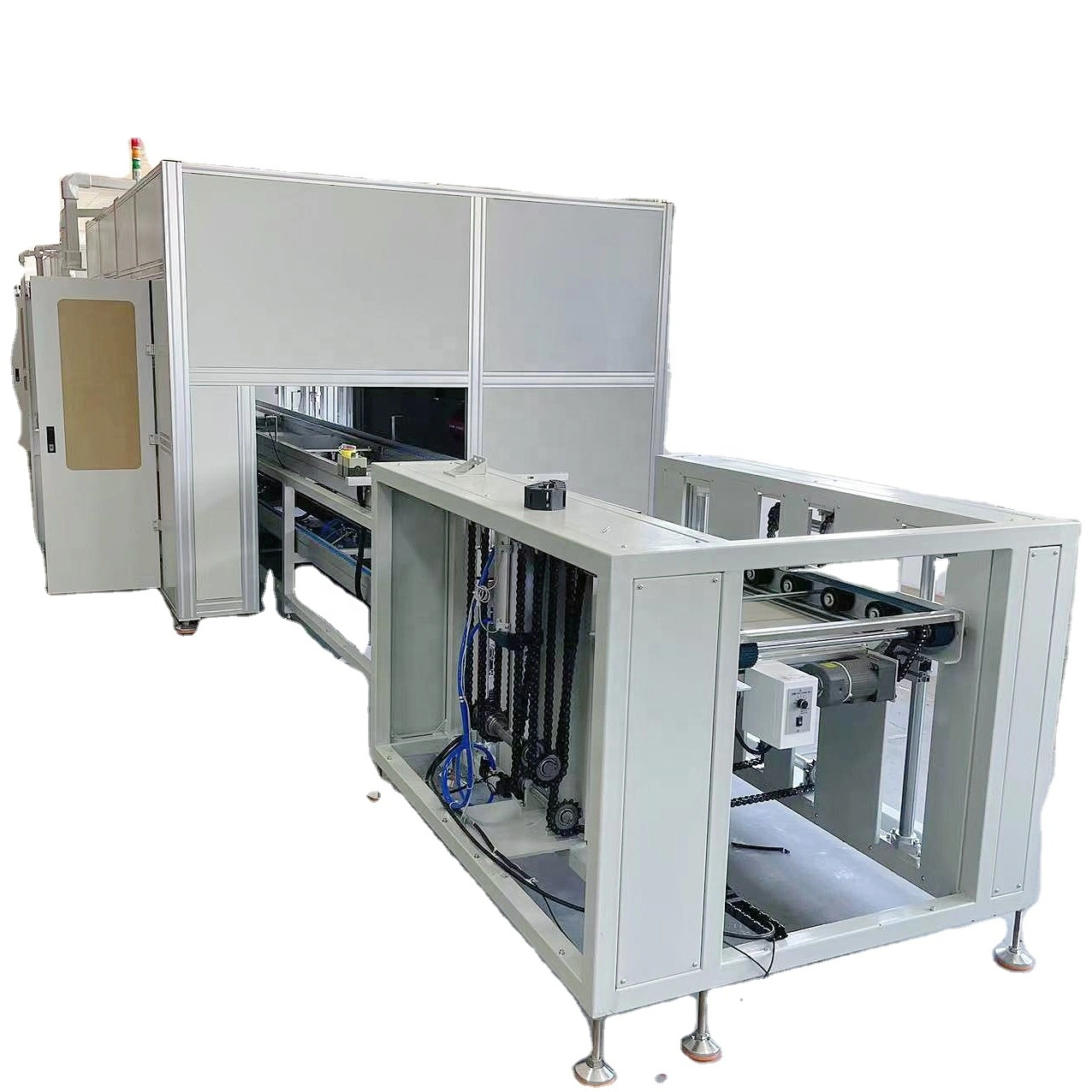
2.1 Rendus du programme :
2.2 Taille de la disposition :
Taille de la disposition arrière (L*l*H) : 19500mm*9000mm*3200mm
Taille de la disposition avant (L*l*H) : 13000mm*6000mm*2300mm
3. Introduction du module de fonction
3.1 Station de nettoyage et de collage
3.1.1 Description de l'équipement :
Introduction de la station de nettoyage et de collage : 1. Après que l'opérateur place la cellule de batterie sur le tapis roulant d'alimentation, l'équipement peut automatiquement effectuer le nettoyage et le collage ; 2. Cadence de l'équipement : 12PPM ;
3.1.2 Paramètres de l'équipement :
Nom | Paramètres |
Alimentation | AC220V/50HZ |
Alimentation en air | 0,5-0,7Mpa |
Taille | L2600mm*W1250mm*H1800mm |
Température de travail | 5-40ºC |
plage de nettoyage | X/Y(mm) : 300/300mm |
plage de collage | X/Y(mm) : 300/300mm |
Vitesse de déplacement | X/Y/Z(mm/ensemble) : 300mm |
précision de répétition | ±0,02mm |
Poids | Environ 650KG |
plage de collage | 1:1 |
Mélange AB | Mélange dynamique |
précision de collage | 0,02g, le taux d'erreur ne dépasse pas ±5% |
Système de robot | Robot 4 axes BORUNTE |
Mode de fonctionnement | point à point/segment de ligne continue |
Système de collage | HY |
Système de contrôle | HY |
Composants pneumatiques | Airtac |
Moteur servo | Système servo Panasonic |
Capteurs photoélectriques | Omron |
Alimentation | MEAN WELL,HENGFU |
Vis à billes | TBI |
Guides linéaires | HIWIN |
Structure | Mécanisme de soudage Fangtong, bras de soudage de comptoir bloc de fer, fraisage de portique |
tôle métallique | Structure entièrement fermée en tôle fenêtre transparente |
Contactez-nous pour plus d'informations sur la ligne d'assemblage automatique.
3.2 Tables rotatives d'empilage
3.2.1 Description du flux d'action :
1. Processus d'action : Le robot d'empilage décharge et charge les matériaux à partir de la ligne de convoyage de l'équipement de collage, et effectue des opérations d'empilage selon la séquence série-parallèle des recettes de module. Cette méthode d'empilage peut accueillir de manière flexible des combinaisons de modules avec différentes recettes dans des séquences série-parallèle. La séquence d'empilage va du bas vers le haut, et les cellules et les plaques isolantes s'alternent, de la 1ère cellule de la main à la 1ère plaque isolante de la main, puis à la dernière cellule de la main 1. Pendant le processus d'empilage, un mécanisme de pression et de battement vers le bas est simultanément pré-pressé et fixé.
2. La pince est contrôlée par le robot pour contrôler le mécanisme de préhension, et la pince est conçue avec des cellules à induction photoélectrique en place. La plate-forme d'empilage du module adopte une conception de double station à pente fixe. Chaque station contient deux pinces, qui peuvent placer deux cellules en même temps. Lorsque la station A est empilée, la station B effectue synchroniquement le travail de déplacement avant l'extrusion, et les deux stations se succèdent, ce qui permet d'améliorer l'efficacité de l'empilage et du déplacement.
3.2.2 Stratégie de changement expliquée :
1. Changement de la pince de cellule : choisissez un vérin de serrage à course longue, qui peut être automatiquement compatible avec différents types de cellules lors du changement ;
2. Changement de la pince de la plaque isolante : l'ensemble de ventouse à vide est installé sur le profilé en aluminium, et la distance entre les ventouses peut être ajustée manuellement en fonction de la largeur de la plaque isolante lors du changement de modèle.
3. Programme électrique : Selon la séquence d'empilage série-parallèle des modules compatibles, le robot effectue l'opération d'empilage selon le programme d'empilage de robot prédéfini. Avant de changer de modèle, le programme d'empilage du produit de changement de modèle est transféré.
3.3 Introduction du module de fonction
3.3.1 Station d'extrusion : Processus de module à double rangée
3.3.2 Station d'extrusion :
3.3.3 Station d'extrusion : Description du flux d'équipement :
1. Placez les cellules collées par le robot de manipulation à la position de décharge de la table coulissante, et la table coulissante se déplace automatiquement vers la position d'extrusion manuelle ;
2. Fixez manuellement les deux extrémités à la plaque d'extrémité, installez les rails latéraux, appuyez d'abord sur le bouton d'extrusion dans la direction de la largeur pour rendre la direction de la longueur du module horizontale ; puis appuyez sur le bouton de démarrage de l'extrusion, le vérin entraîne la plaque supérieure pour extruder la cellule, lorsqu'elle atteint la longueur définie, elle s'arrête, insère la bande d'acier, perce la bande de plastique en acier et serre la vis ;
3. Après l'installation, appuyez sur le bouton d'ouverture, rétractez le vérin de serrage, puis appuyez sur le bouton de glissement, le module installé glisse à nouveau vers la position de décharge, et le robot le saisit pour le chariot stationnaire.
3.3.4 Station d'extrusion : Stratégie de changement expliquée :
Instructions de changement d'outillage d'extrusion
1. Changement de la pince de manipulation : un mécanisme de serrage servo + vis est adopté, et le programme électrique peut être commuté d'une seule touche lors du changement de modèle ;
2. Changement de table d'extrusion : choisissez un vérin de serrage à course longue, qui peut être automatiquement compatible avec différents types de batteries lors du changement ;
3. Programme robot : Selon la taille du module compatible, le robot suivra le programme de manipulation de robot prédéfini. Avant de changer de modèle, transférez le programme de manipulation du produit de remplacement.
3.4 Introduction de la barrière de sécurité :
3.4 Introduction de la barrière de sécurité :
1. La conception, la fabrication et le contrôle de la barrière de sécurité sont conformes aux réglementations nationales pertinentes en matière de sécurité de la production pour garantir la sécurité du processus de production.
2. Des barrières de protection, des clôtures, des filets de sécurité et d'autres installations sont mises en place dans les endroits où des dommages humains ou matériels peuvent se produire, et une protection d'interverrouillage nécessaire est effectuée. La serrure de porte de sécurité doit être interverrouillée avec le système. La porte de sécurité est auto-verrouillante et ne peut pas être ouverte lorsque la ligne de production est en fonctionnement.
3. Processus d'exploitation de la porte de sécurité : demande d'entrée - le robot et les autres équipements sont garés dans une position sûre - la porte de sécurité est ouverte - entrer dans la porte de sécurité.
4. Processus de reprise de la production : sortir de la porte de sécurité - confirmer qu'il n'y a personne dans la zone de l'équipement - fermer la porte de sécurité, entrer le mot de passe de récupération et la porte de sécurité se verrouille automatiquement - l'équipement fonctionne normalement.
3.5 Station de test de tension de tenue d'isolation :
Le test d'isolation avant le soudage est effectué en appuyant sur toutes les sondes à travers le mécanisme de test global, puis en commutant entre la cellule et la cellule à travers le relais. Test d'isolation entre la coque et la coque ; Procédure de test : toutes les pôles positives en série, toutes les pôles négatives en série après le test d'isolation entre les deux, puis toutes les pôles positives.
Test d'isolation entre la série de pôles et le boîtier, test d'isolation entre toutes les séries de pôles négatifs et le boîtier.
3.6 Station de test de tension de tenue d'isolation : description détaillée de l'équipement :
1. Processus de fonctionnement : le plateau est soulevé et positionné, la sonde de coque est pressée contre la plaque d'extrémité ou la plaque latérale, et les relais de sonde positive de toutes les cellules sont fermés, de sorte qu'il y a une isolation entre l'électrode positive de la cellule et la coque ; l'électrode positive de toutes les cellules est divisée en deux groupes, un groupe de nombres impairs et un groupe de nombres pairs, et on teste l'isolation entre les électrodes positives.
2. Stratégie de remplacement du modèle : Selon l'arrangement des cellules correspondant à l'arrangement de la palette, établissez un système de coordonnées pour les coordonnées de l'étape de saut de formule. Avant de changer de modèle, appelez le programme de coordonnées de saut de test, effectuez le premier test de pièce OK, et passez au mode de production après le changement de modèle.
3.7 Station de photo des pôles :
Introduction de la station de photo des pôles :
1. Cette station prend d'abord le point MARK du module, puis prend chaque pôle ;
2. Ensuite, liez les informations photo avec le code du module et envoyez-les à la station de soudage laser.
3.7.1 Détails de l'équipement :
1. L'équipement est principalement composé de table tridimensionnelle, CCD et source lumineuse, capot de rack, pistolet de numérisation de code automatique ;
2. Processus d'action : Après que le module est soulevé et transféré à la station de photographie des pôles par la chaîne à double vitesse, la table tridimensionnelle identifie le modèle du module en fonction du code-barres capturé par le pistolet de numérisation de code automatique. Trouvez la position, puis prenez 2 points MARK sur la plaque d'extrémité. Après la positionnement, il formera un système de coordonnées, qui sera envoyé à la station de nettoyage et à la station de soudage à travers le PLC, et le plateau de montage s'écoulera vers la station suivante après la descente.
1. La scène tridimensionnelle entraîne l'appareil photo et le capteur de mesure de distance pour prendre des photos et mesurer la distance, ce qui permet de réaliser une capture fausse, un diamètre et une rectitude.
2. Utilisez la correspondance de modèle pour localiser approximativement la position du produit, puis utilisez un outil de mesure circulaire pour déterminer le centre des deux cercles à l'intérieur et à l'extérieur de la bague de pôle pour le positionnement de soudage.
3. Méthode de travail : la prise de vue statique complète la mesure et le positionnement des mots, compatible avec les matériaux en cuivre et en aluminium.
3.8 Station de nettoyage des pôles
Introduction de la station de nettoyage des pôles : Cette station utilise des robots et des lasers pour nettoyer les pôles ;
3.8.1 Détails de l'équipement :
1. L'équipement est principalement composé de six parties principales : robot, CCD et source lumineuse, capot, pistolet de numérisation de code automatique, télémètre et galvanomètre ;
2. Processus d'action : Après que le module est soulevé et transféré à la station de nettoyage laser par la chaîne à double vitesse, le robot reconnaît le modèle du module en fonction du code-barres capturé par le pistolet de numérisation de code automatique, et le programme du robot ajuste automatiquement la hauteur puis effectue la mesure de distance et la photographie du point MARK. Après la prise de vue, chaque pôle est automatiquement nettoyé en fonction des coordonnées envoyées par la station de photographie des pôles. Après le nettoyage, le plateau de montage descend et s'écoule vers la station suivante.
3.9 Station de soudage laserIntroduction de la station de soudage laser :
1. Cette station prend d'abord le point MARK du module, puis calcule le décalage de chaque pôle en fonction des données envoyées par la station de photographie ;
Toutes les positions de soudage des barres omnibus sont mesurées pour la distance, puis le soudage laser est effectué.
3.9.1 Détails de l'équipement :
1. L'équipement est principalement composé de six parties : table tridimensionnelle, galvanomètre, CCD et source lumineuse, capot de rack, pistolet de numérisation de code automatique et télémètre ;
2. Processus d'action : Après que le module est soulevé et transféré à la station de soudage laser par la chaîne à double vitesse, la table tridimensionnelle identifie le modèle du module en fonction du code-barres capturé par le pistolet de numérisation de code automatique, et le programme de la table tridimensionnelle ajuste automatiquement la hauteur puis effectue la mesure de distance et les points MARK. Prenez des photos. Après la prise de vue, le soudage des barres omnibus est automatiquement effectué en fonction des coordonnées envoyées par la station de photographie des pôles. Après le soudage, le plateau de montage descend et s'écoule vers la station suivante.
3.10 Mécanisme de grue à porte-à-faux
3.10.1 Explication des stratégies de changement :
1. Description de la stratégie de remplacement de l'écarteur :
1. Remplacement de la broche de crochet : La broche de crochet et la plaque de connexion doivent être remplacées manuellement en fonction des différents modèles de modules ;
2. Changement dans la direction de la longueur : la direction de la longueur est compatible, et le bloc de connexion peut être ajusté directement sur le profilé en aluminium manuellement.
3.11.1 Introduction de la palette : Stratégie de changement expliquée
1. Description de la stratégie de remplacement de la palette :
1. Type de changement dans la direction de la largeur : changez manuellement la position de l'arrêt latéral (la plaque inférieure du plateau sera préfabriquée avec différents types de trous) ;
2. Changement dans la direction de la longueur : remplacez manuellement la position de la fente de la butée avant directement.
Application industrielle
La ligne d'assemblage entièrement automatique de modules de batterie au lithium est principalement utilisée dans la production de modules de batterie au lithium pour les nouvelles énergies, les modules de batterie prismatiques, les modules de batterie de stockage d'énergie, les modules de batterie de puissance et l'assemblage de soudage de pack, etc.
Notre entreprise