Description
Informations produit : | Paramètres techniques |
| Taille de la boîte de moule (longueur x largeur x hauteur) 66QX54QX20 - 24 0mm | 66QX54QX20 - 24 0mm |
| Nombre de blocs de formage (selon la taille de la brique) blocs d'espacement | Notes : 20-00 morceaux/module
Briques de chaussée : 20 pièces/moule
Blocs de terre mixte : 3-20 blocs l moule |
|
|
| La capacité de production de conception (selon la taille de la brique) |
Pads:3.5-150000 yuan/classe
Briques de chaussée : 0.8-30000 morceaux/Shift
Des blocs de sol mixte : 0.6-35000 blocs/classe
200 barres de support : RMB 50,000/classe |
|
|
|
| Fréquence de vibration | 00 fois/min - - 6100 fois/min |
| Force de vibration | À propos de 22KN |
| Puissance de vibreur | Y132S 1-12N =6KW |
| Pompe à huile | Cd32 Niveau ou alors, Q=40 n.jr, P=!om p a |
| Haut du cylindre | Diamètre de tige de 80 X300 32 |
| Vérin latéral | Diamètre de tige de 63 x250 32 |
| Pression nominale du circuit hydraulique | 27.5 MPa |
| La capacité installée | 14,5 kw |
| Spécifications de palette | 680 X535 Xi 5 à 30mm |
| Ensemble de la machine poids | À propos de 4800kg |
| Dimensions globales de la machine | Environ 6000 X 3500 X2300mm |
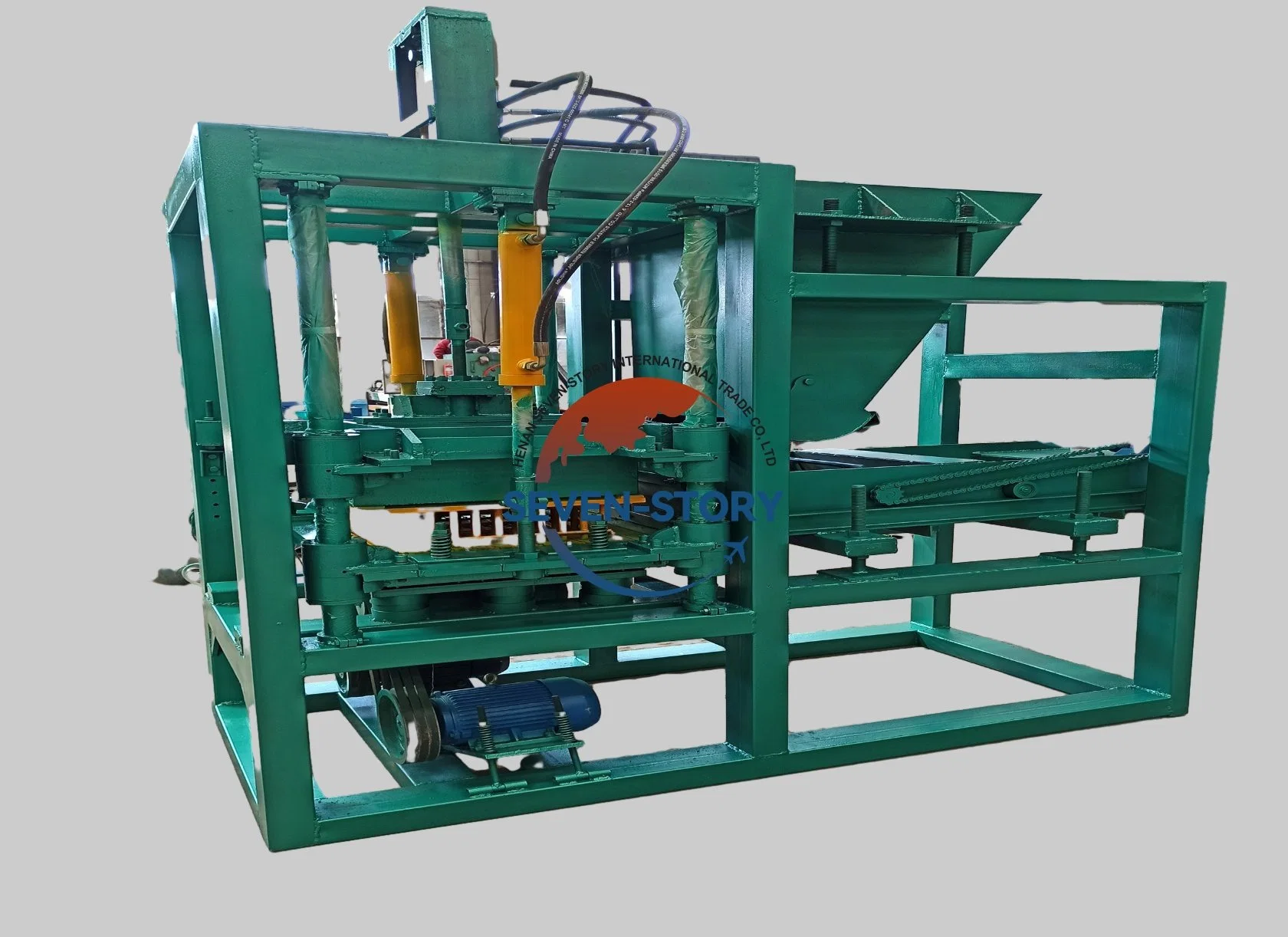
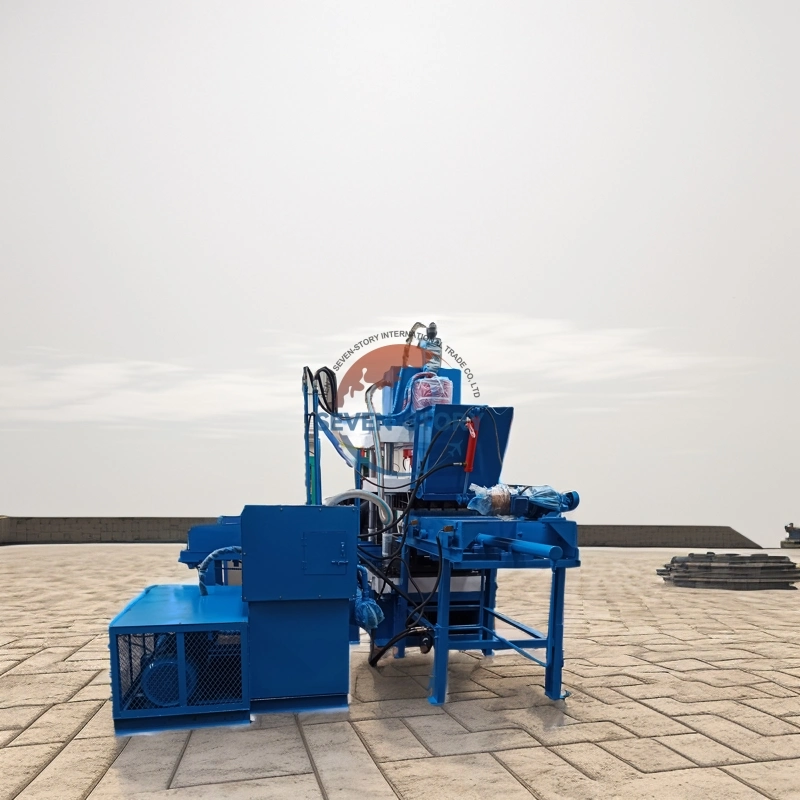
Description du produit:Principe de moulage et les caractéristiques : Qté3-15 bloc multifonctionnel formant la machine est un nouveau produit qui combine la pression hydraulique et les vibrations. Il utilise principalement les vérins hydrauliques pour terminer l'alimentation, la pressurisation, et d'éjection du moule d'actions, et donne une certaine quantité de pression. Le mécanisme de vibration à moteur installé sous la machine principale vibre à hautes fréquences. Sa procédure de travail spécifique est : d'abord soulever la partie supérieure du moule sur le point le plus élevé, abaisser la partie inférieure de moule sur le point le plus bas, retirer les tiroirs d'alimentation à la fin, et ajouter le matériau de fond à l'arbre tiroir. À l'intérieur, tirez la soupape de recul de matériau de fond pour envoyer le matériau de fond dans la partie inférieure du moule. En ce moment, la vibration de mécanisme de vibration du bouton commence à travailler (vibre lors d'environ 1,5-3,0 secondes). Quand la vibration se termine, relever la partie supérieure du moule sur le point le plus élevé ; tirez la soupape directionnelle de distribution secondaire envoie le tissu dans le moule inférieur et les retours. En ce moment, le système hydraulique est déchargé. Tirer la poignée de la partie supérieure de distributeur d'inversion du moule pour faire de la partie supérieure de la moisissure drop pour le niveau de matériau avec son propre poids. Tirez la poignée de la soupape de recul et appuyez sur le bouton de formage dans le même temps. , Démarrez la vibration de moulage. Après la fin de vibration de moulage, tirez la poignée de la soupape de recul de la première moule pour soulever le moule inférieur à la hauteur appropriée, puis tirez la soupape de recul de la partie supérieure du moule pour soulever la supérieure et inférieure des moules pour le plus haut point de concert pour faciliter la production de briques. ; Cliquez sur le bouton de briques. En ce moment, la plaque dans et hors mécanisme commence à travailler. Le système d'alimentation de la plaque envoie la palette dans la table vibrante. En même temps, les briques formées sont poussées hors de la machine hôte et envoyée à la plaque de déchargement, de la machine terminé un cycle d'dans et hors des plaques. Installation et de débogage : 1. Installer la brique en place de l'unité de la machine comme illustré dans le schéma de base; Raccorder l'alimentation auxiliaire de la machine, la plaque d'entrants et sortants les machines avec la machine principale, régler la hauteur, et serrer les vis de chaque partie.
2. Ajouter de l'huile hydraulique vers le réservoir jusqu'à l'huile niveau peut être affiché sur la jauge de niveau d'huile.
3. Connectez l'alimentation et allumez le commutateur d'alimentation dans le boîtier électrique. En ce moment, le voyant POWER est allumé ; mettre la poignée de chaque distributeur d'inversion manuelle en position intermédiaire pour mettre le système dans un état déchargé ; démarrer la pompe à huile moteur et vérifier le sens de rotation du moteur (marche arrière il y a pas de pression d'huile dans les virages).
4. Régler la pression du système. Au moins un groupe de la combinaison des soupapes n'est pas en position neutre. Tourner le contacteur sur la jauge de pression et régler le clapet de décharge de la poignée (dans le sens horaire pour augmenter la pression et dans le sens antihoraire pour diminuer la pression) jusqu'à la pression du système est 5.9-6.3mpa. Écrou de blocage , fermez le manomètre de pression l'interrupteur (c'est pas nécessaire de régler le contacteur de pression fréquemment au cours de la production normale. Il est ouvert que lorsque le réglage de la pression); tous les vannes directionnelles sont en position neutre lorsque le système est déchargée. Le manomètre index est "0-1", et la gauche et droit sont de retour de pression.
5. Tourner la poignée de la soupape directionnelle et observer si le vérin d'huile fonctionne normalement, vérifiez si la relation entre la pression de la tête et le moule core est correcte, et si il y a aucune obstruction à l'alimentation entrée et sortie du tiroir. Après tout sont normaux, vous pouvez vous préparer pour la production.
L'utilisation opérationnelle 1. Poser la palette dans la boîte d'alimentation, appuyez sur la plaque de la plaque bouton d'alimentation, et envoyez la palette à la table vibrante en vertu de la machine hôte. Soulever la partie supérieure du moule sur le point le plus élevé, abaisser la partie inférieure de moule sur le point le plus bas et retirer le tiroir d'alimentation. À la fin.
2. Ajouter le matériau de base : envoyer les matières premières mélangés selon la proportion dans la trémie à partir de l'ameneur, tirez la soupape de recul du matériau de base pour envoyer le matériau de base dans la partie inférieure de moule, appuyez sur le bouton d'alimentation, et le vibreur commence à travailler à ce moment, l'ajout de matériaux. Le temps est généralement de 1,5-3,0 secondes (ajusté avec un temps de relais). Lorsque le vibreur de l'alimentation tiroir renvoie (notez que la couche de matériau doit être plat et sans bosses).
3. Ajouter de tissu (quand il y a les produits qui exigent la fabrication secondaire). Lorsque le tiroir du matériau de base renvoie à la position de départ, ajoutez le tissu et la propagation. Si il y a deux voies de l'alimentation, vous devriez vous abaissez la partie supérieure du moule et appuyez sur Bas pour mettre à niveau le matériel de base, puis ajouter. Le moule est soulevée, et le tissu tiroir se déplace en avant de se propager le moule core complètement.
4. Vibration de moulage sous pression : tirez la poignée de la soupape de recul de la partie supérieure du moule pour faire de la pression chute de la tête pour le niveau de matériau par son propre poids. Tirez la poignée de la soupape de recul et appuyez sur le bouton de formage dans le même temps de commencer à former des vibrations. Le temps de vibration sous pression est généralement contrôlée de 3 à 5 secondes. La vibration de la baguette de vibration de temps doit être ajustée en fonction de la sécheresse et de l'humidité des ingrédients pour assurer un haut degré de cohérence du produit. Au cours de la dernière 0,5 secondes de la baguette de vibrations, de la goulotte de retour de la poignée vers la position neutre et mettre en oeuvre pressurisé vibration.
5. Démoulage : après le moulage de vibration est terminé, déplacez la poignée du tiroir de soupape de recul à la position de déchargement, tirez la poignée de la soupape de recul du moule supérieur une fois pour le verrouiller en position neutre, puis déplacez la poignée du tiroir de soupape de recul Retour à la position neutre. , Tirez la poignée de la soupape de recul de la partie inférieure de moule pour soulever le moule inférieur à une hauteur appropriée (la même hauteur que le produit moulé), puis tirez la soupape de recul de la partie supérieure du moule afin de les soulever pour le plus haut point et utiliser le moule inférieur de les conduire jusqu'à la hauteur de la sortie de la brique. Afin de produire des briques.
6. La brique de sortie : cliquez sur le bouton de déclenchement et la plaque de convoyeur se pousser le bac vide dans la table de vibration de l'hôte et appuyez sur le produit moulé à la plaque du déchargeur. La plaque déchargeur enverra ensuite le produit à la brique et de la moulée de pousseur produit sera envoyé à la brique pousseur. Après son arrivée à la brique yard, déplacez doucement les briques vers le bas et les ranger avec vos mains. Lorsque l'empilage de briques, une couche de sable fin doit être saupoudré sur la surface pour les empêcher de coller. En règle générale, 5-8 couches sont placées. Pour les produits qui ne peuvent pas être déplacée (tels que les blocs de noyau creux), utiliser des palettes pour l'entretien, et remplir l'espace entre les palettes avec plus que le produit. hauteur de petits blocs de bois pour l'isolement.
La technologie de production et d'ingrédients : 1. Le site de production doit être supérieure à 300 mètres carrés, l'usine bâtiment peut être 100-200 mètres carrés, et il doit y avoir une alimentation triphasé.
2. Tout d'abord, de préparer certaines palettes pour soutenir les briques. Vous pouvez utiliser les anciens modèles ou de contreplaqué de bambou pour les couper. La palette Spécifications : 680 x 535x ! 5 à 30 mm, quantité : 1 00 0-1500 morceaux.
3. Le ciment devrait être No 32.5 ou No 500 de ciment avec bonne qualité. Si les conditions le permettent, certains de cendres volantes, du sable fin, pierres fines dans un délai de 0,5 et de sable grossier peut être préparé. Poudre de pierre peut également être utilisés directement, qui contient à la fois la surface de pierre et pierre moins fine des particules.
FAQ Q1 : Comment puis-je faire confiance à votre entreprise ?
A. Nous avons une excellente technique et les équipes de ventes
B. Nous pouvons vous fournir avec la solution parfaite au coût le plus bas.
C. Tous les équipements a été évalué par un tiers et a obtenu des brevets nationaux et des certifications.
D. En ce qui concerne les machines, nous faire mieux et les questions de qualité peut être garanti.
Q2 : Comment obtenir de service après-vente ?
R. Nous fournir une année de garantie et maintenance de la durée de vie.
B. Si le problème est causé par nous, nous allons vous envoyer des pièces de rechange pour libre.
C. Si c'est un problème de l'homme, nous avons également envoyer des pièces de rechange, mais il sera facturé.
D. Toutes les questions, vous pouvez nous appeler directement.
Q3:Puis-je visiter votre usine avant de commander ?
Bien sûr, bienvenue à visiter notre usine à tout moment.
Q4 :. Vous pouvez mettre à jour le processus de production d'informations dans le temps après avoir placé la commande ?
Une fois votre commande est confirmée, nous vous tiendrons mise à jour avec la production de détails à la messagerie et des photos.
Q5 : que nous pouvons être votre agent ?
Oui, nous recherchons des agents dans le monde entier, nous allons aider les agents d'améliorer le marché et de fournir tous les services tels que la technologie de la machine
Questions ou d'autres problèmes après-vente, en attendant vous pouvez obtenir de gros rabais et commissions.
Q6 : Les modalités de paiement ?
T/T, L/C, Western Union,
Q7 : ne vous acceptez le logo du client et la personnalisation ?
Nous acceptons tous les types de personnalisation, y compris le logo et de la machine.





 Complaint
Complaint