 Complaint
Complaint

R&D | Logiciel : SolidWorks, CAO, Procast, UG Cycle de développement des échantillons : 25-35 jours |
Matériaux | Acier inoxydable : 304/304L, 316/316L, 410/416 etc |
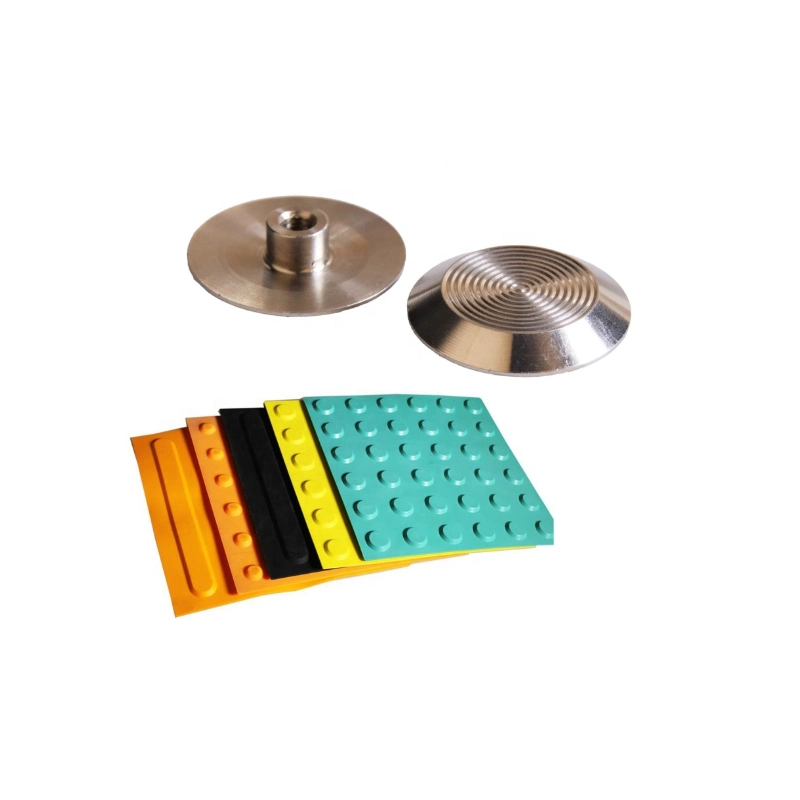
Profil supérieur | Anneaux concentriques |
Taille | 35*25mm |
Indice de glissement | R13 |
Fixation | Adhésif ou mécanicien |
Garantie du produit | 5 ans |
Certificats de qualité | ISO9001 ; ISO14001 |
Galvanisation polie, placage nickel, galvanisation, placage chrome | |
Anodisation, phosphatation, traitement acide, polissage | |
Usinage CNC haute précision | |
Brochage, fraisage, perçage, taraudage | |
Meulage de surface, sablage, revêtement par poudre | |
Traitement thermique |