
 Complaint
Complaint

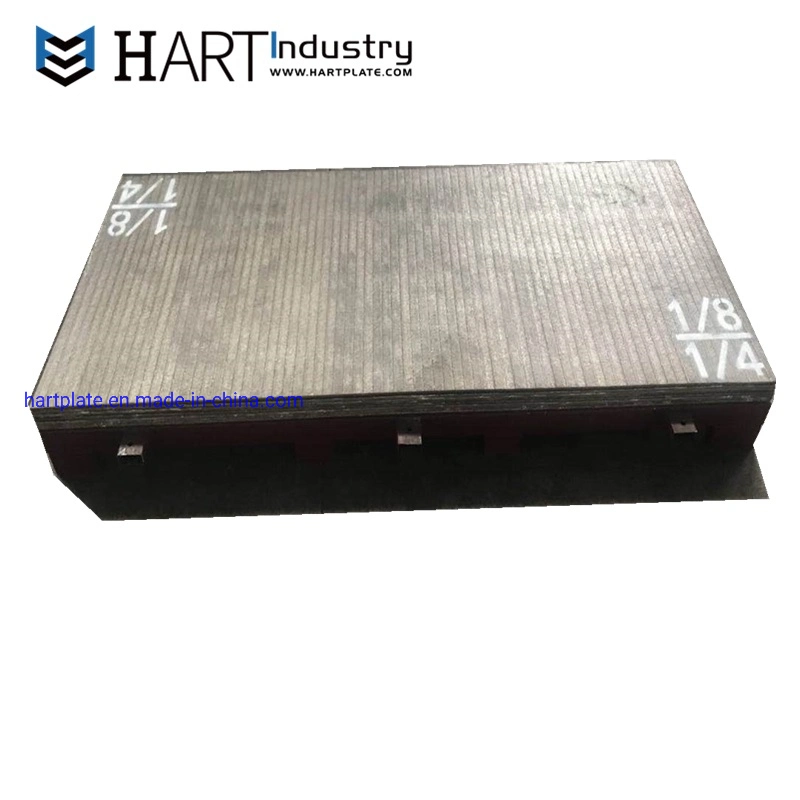
| Aucune | Élément produit | DESCRIPTION | L'APPLICATION |
| 1 | HART-P-200 | Plaque de recouvrement de carbure de chrome | L'usure coulissante |
| 2 | HART-P-100 | Plaque de recouvrement de carbure de chrome | L'usure coulissante sévère |
| 3 | HART-P-80 | Plaque de recouvrement de carbure de complexes | L'extrême d'usure coulissante |
| D'ÉPAISSEUR | C% | Cr% | Mn % | Si % | HRC | |
| 3 sur 3 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 sur 4 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 sur 5 | 3~4 | 18~22 | 0.5~1 | 0.5~1 | 58~60 | |
| 3 sur N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | N>5 |
| 4 sur N | 3.5~4.5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 5 sur N | 4~6 | 23~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 6 sur N | 4~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 7 sur N | 4.5~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 8 sur N | 4.5~6 | 24~28 | 0.5~1.5 | 0.5~1 | 58~62 | |
| 9 sur N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 10 sur N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 11 sur N | 5~6 | 26~30 | 0.5~1.5 | 0.5~1 | 60~64 | |
| 12 sur N | 5~6 | 26~34 | 0.5~1.5 | 0.5~1 | 60~64 | |
| N SUR N | 5~6 | 26~34 | 0.5~2 | 0.5~1 | 60~64 | N>12 |
| L'INDUSTRIE | Applications |
| L'exploitation minière | Chutes, trémies, des chemises pour le camion lits, les lames de nivelage, pelle Godets, bennes dragline, excavatrices |
| Le ciment | Guide du séparateur des pales, les cônes de décharge pour le clinker bacs de stockage, chutes Pour l'agglomération du minerai convoyage, conduits de sortie pour le clinker des usines de broyage, de la réception des trémies |
| Des travaux de dragage | Les tuyaux de dragage et de pompes, pipelines, de la pompe de rejets d'aspiration |
| L'acier | Les tuyaux de dragage et de pompes, pipelines, de la pompe de rejets d'aspiration |
| L'alimentation | Les goulottes de manutention du charbon, le charbon des chemises de convoyeur, les plaques de l'écran de concasseurs, les cônes de classificateur, journal des chemises, des bunkers de silo |
| Alliage HARDBANDING | La norme ASTM G65 -- la perte de poids | Dureté (RC) |
| 10+10-8 | 0,162 g/6000 tr/min | 64,7 |
| 10+10-4 | 0.183 g/6000 tr/min | 63,7 |
| 10+10-2 | 0,149 g/6000 tr/min | 64.0 |
| Le service | DESCRIPTION |
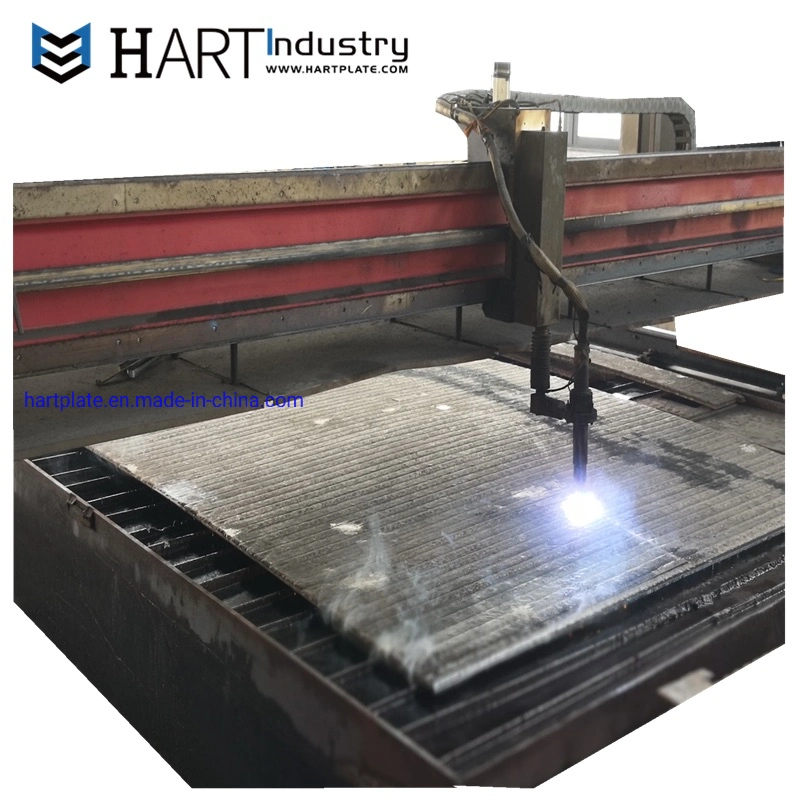
| La coupe | 1. Peut être coupé par le plasma, laser, jet d'eau, l'arc gouge, et abrasif scie coupe; |
| Le soudage | 1. Utilisation de 480 MPa (70 ksi) ou 560 MPa (80 ksi) à se joindre à la base de consommables en métal; 2. Après le soudage, joint doit être plafonnée par superposition pour la protection de l'usure. |
| L'usinage | 1. Pas par les méthodes classiques usinable; 2. Peut être terminé par meulage uniquement ; 3. Les trous fraisés peuvent être précisément produites par l'EDM (Décharge électrique de l'usinage). |
| Formant | 1. Communément formé avec superposition à l'intérieur; 2. Pour les tuyaux avec des diamètres plus petits que 0,6 m (24"), tuyau hardfacing recommandés à la place de tuyaux fabriqués à partir de la plaque de hardfacing. |
| Le forage | 1. Lors du perçage, la distance entre deux trous doit être au moins 15mm (5/8''); sinon, la partition peut ne pas être suffisamment solides et peuvent se fissurer; 2. Le diamètre minimal de trous doit être égale à l'épaisseur des plaques. Pour plus épaisses plaques avec une épaisseur totale de plus de 20 mm (3/4''), le diamètre minimal doit être 1,5 fois l'épaisseur de la plaque. |