


 Complaint
Complaint

| No. | Fonction explication |
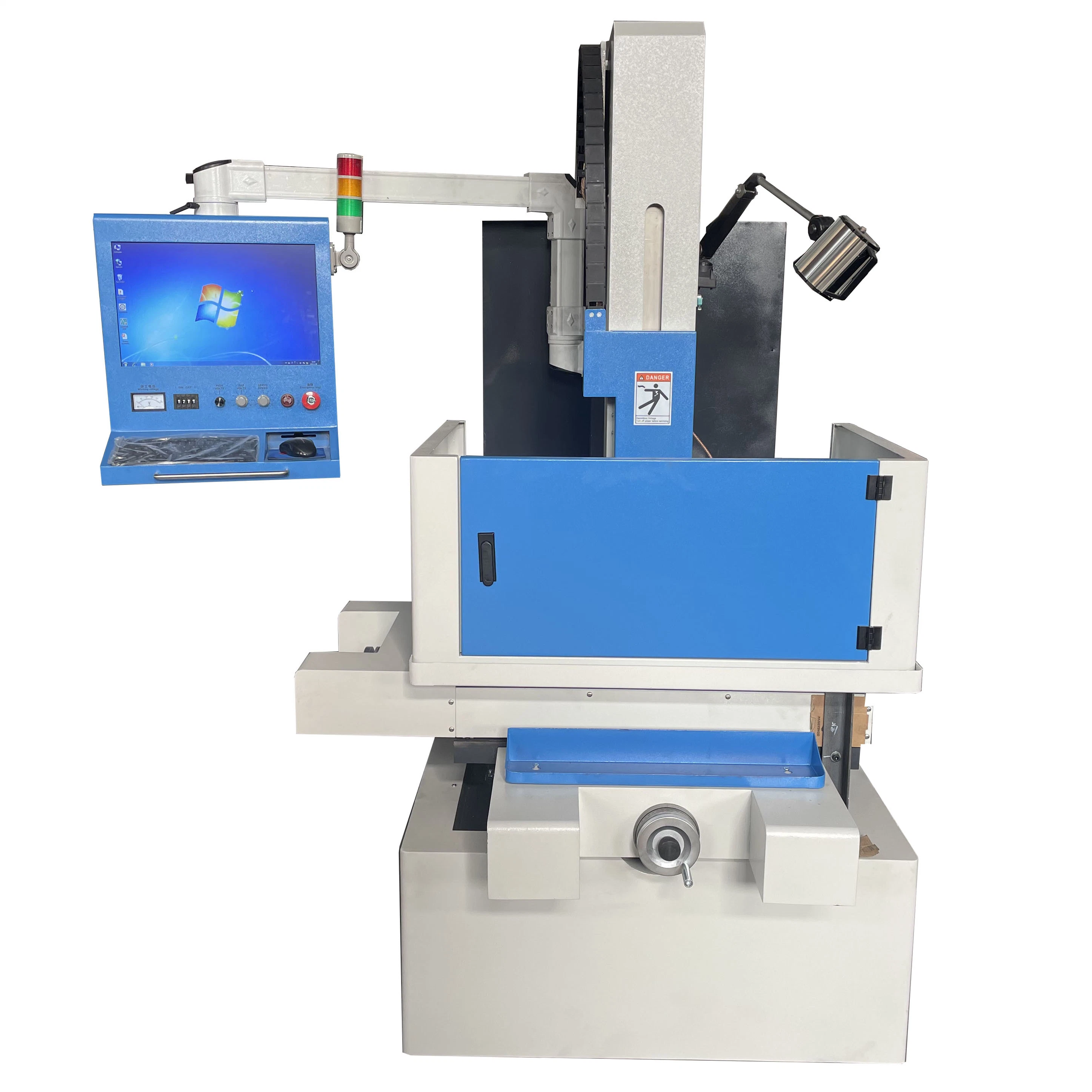
| 1 | Écran LCD, entrée tactile sur écran |
| 2 | WWindows minplateforme experte intelligente du système de contrôle CNC EDM, aide pour chaque page, rapide et facile à apprendre et à utiliser |
| 3 | Plusieurs pages à éditer en même temps, génération automatique de programmes d'usinage avec plusieurs cavités. |
| 4 | Peut sélectionner n'importe quel axe pour démarrer lors de l'homologation après une coupure de courant. |
| 5 | Mémoire automatique de la position des coordonnées |
| 6 | La vitesse de réaction et l'efficacité d'usinage sont plus rapides que l'ancien système. |
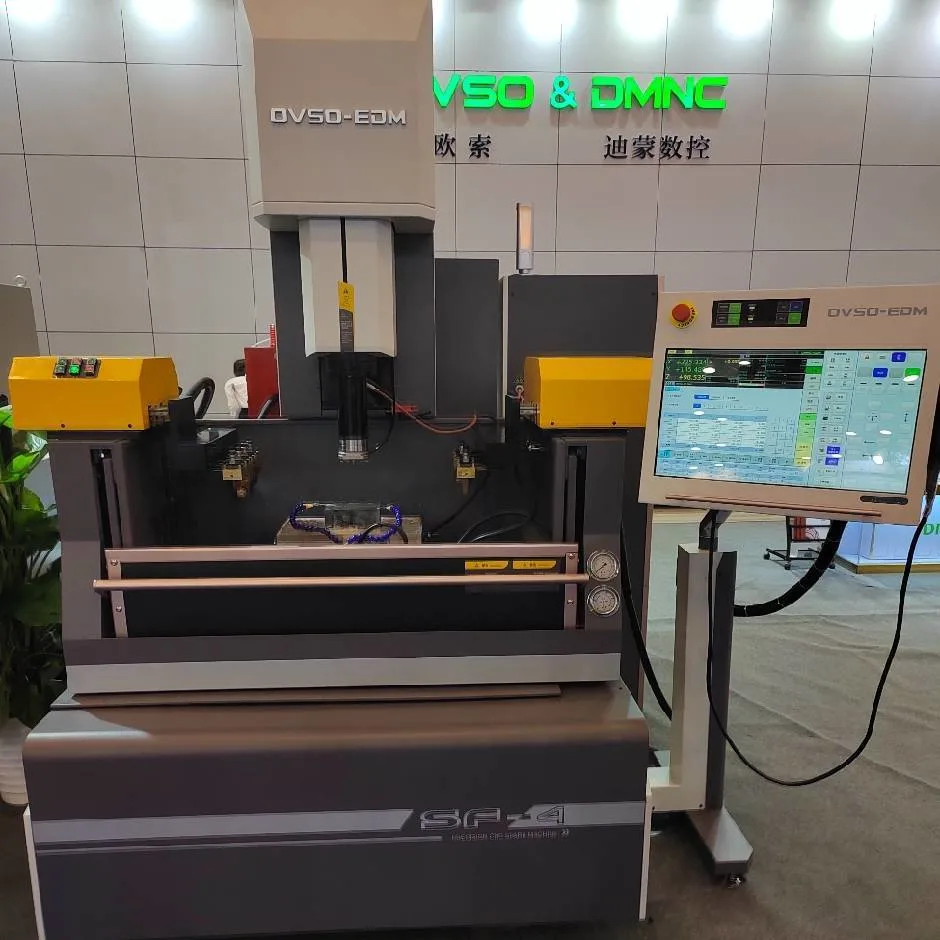
| 7 | Standard avec sontrol simultané contrôle sur trois axes, contrôle simultané maximal sur six axes |
| 8 | Circuits d'usinage PIKA super finition-usinage de surface miroir fonction, courant d'usinage minimal 0,1A |
| 9 | Fonction d'expert base de données des paramètres d'usinage: avec un circuit de puissance explosive élevée, particulièrement adapté au traitement des matériaux durs en alliage) Automatique et usinage manuel en fonction de différentes combinaisons de différents matériaux d'électrode et de pièce à usiner: cuivre/acier, graphite 1/acier, graphite 2/acier, argent-tungstène/acier, cuivre-tungstène/acier, argent-tungstène/alliage dur, cuivre/alliage de zinc, graphite/alliage de zinc, cuivre/alliage de cuivre. |
| 10 | Fonction d'usinage AUTO: Matériau d'entrée de l'électrode et de la pièce à usiner, zone d'usinage, retrait de l'électrode, finition de surface requise, etc. Le système de contrôle calcule automatiquement les paramètres d'usinage de l'usinage grossier à l'usinage de finition en fonction de la base de données d'expert. |
| 11 | Fonction de positionnement automatique: Positionnement de la face d'extrémité, positionnement du centre du cylindre, positionnement d'angle, positionnement de trou intérieur, positionnement de trois points aléatoires, positionnement auto-décidé de la position de décharge, etc. |
| 12 | En ligne mesure fonction: Utilisez le positionnement automatique fonction pour effectuer une mesure et une correction en ligne de la pièce usinée. |
| 13 | Circuit de suppression automatique de l'arc: Rétanche-surveillance en temps réel de l'état de décharge, si un court-circuit ou un arc électrique se produit, le système élimine l'arc et donne une alarme |
| 14 | Sécurité contrôle fonction: Osurchargé protection, détection de grammaire de code, contrôle du niveau d'huile, contrôle de la température de l'huile, extincteur automatique |
| 15 | Puissance-off récupération fonction: Le système peut mémoriser la position actuelle des coordonnées, en cas de coupure de courant soudaine, la position actuelle peut être conservée. |
| No. | Nom | ADI450 |
| 1 | Table de travail dimension(L×W) | 600×400mm |
| 2 | X×Y×Déplacement de l'axe Z | 452×300×272mm |
| 3 | Wtravail dimension du réservoir(L×W×H) | 1090×630×435mm |
| 4 | Hplus élevé niveau du liquide de travail | 340mm |
| 5 | End de la broche à la table de travail | 580mm |
| 6 | CCapacité du réservoir d'huile | 600L |
| 7 | Poids maximal de l'électrode | 30kg |
| 8 | Poids maximal de la pièce à usiner | 500kg |
| 9 | Précision de positionnementy | 5µm |
| 10 | Rrépéter précision de positionnement | 3µm |
| 11 | Poids de la machine | 2800kg |
| 12 | Dimension de l'usine | 2590×1992×2355mm |
| 13 | Entrée générale | 9kVA(50A) |
| 14 | Input puissance | 3 phases 380/50Hz |
| 15 | Générateur de puissance CNC | Basé sur Windows 7 |
| 16 | Max courant de travail | 50A |
| 17 | Meilleure finition de surface | Ra≤0,08µm |
| 18 | Min. usure de l'électrode | ≤0,05% |
| 19 | Efficacité d'usinage maximale | ≥500mm3/min |
| 20 | Méthodes d'interpolation | Sdroit ligne, arc, hélice |
| 21 | Options de compensation de précision | Compensation du pas de chaque axe, compensation de l'écart |
| 22 | Min. unité d'entraînement, unité de commande minimale | 1µm |
| 23 | Dimensions extérieureside contrôleur | 1250×550×1800mm |
| 24 | Affichage | Écran tactile de 15 pouces |
| 25 | Télécommande | différentes classesMFR0-3 |