


 Complaint
Complaint

Brève introduction au système CNC de centre de tournage GSK 988TA
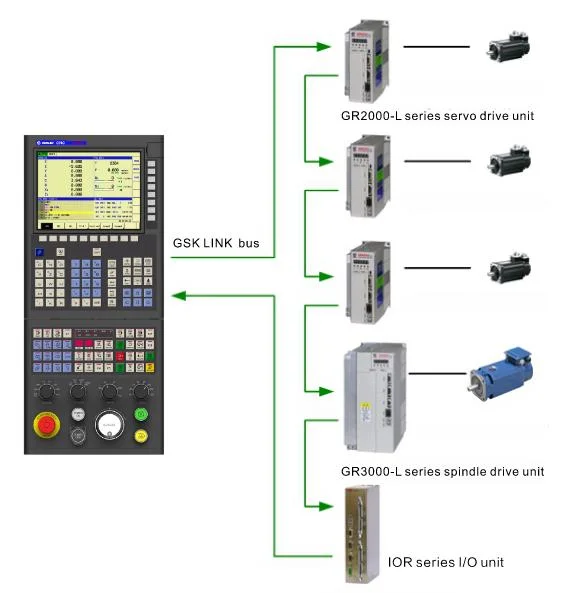
* le système CNC à centre de rotation GSK 988TA adopte la technologie de bus Ethernet GSKLink lndustrial et est adapté au servo série GR. Il prend en charge la mise en service en ligne et le contrôle haute précision de l'axe CS, qui peut répondre aux besoins d'usinage de précision élevée et de haute efficacité du centre de tournage de qualité moyenne et élevée.
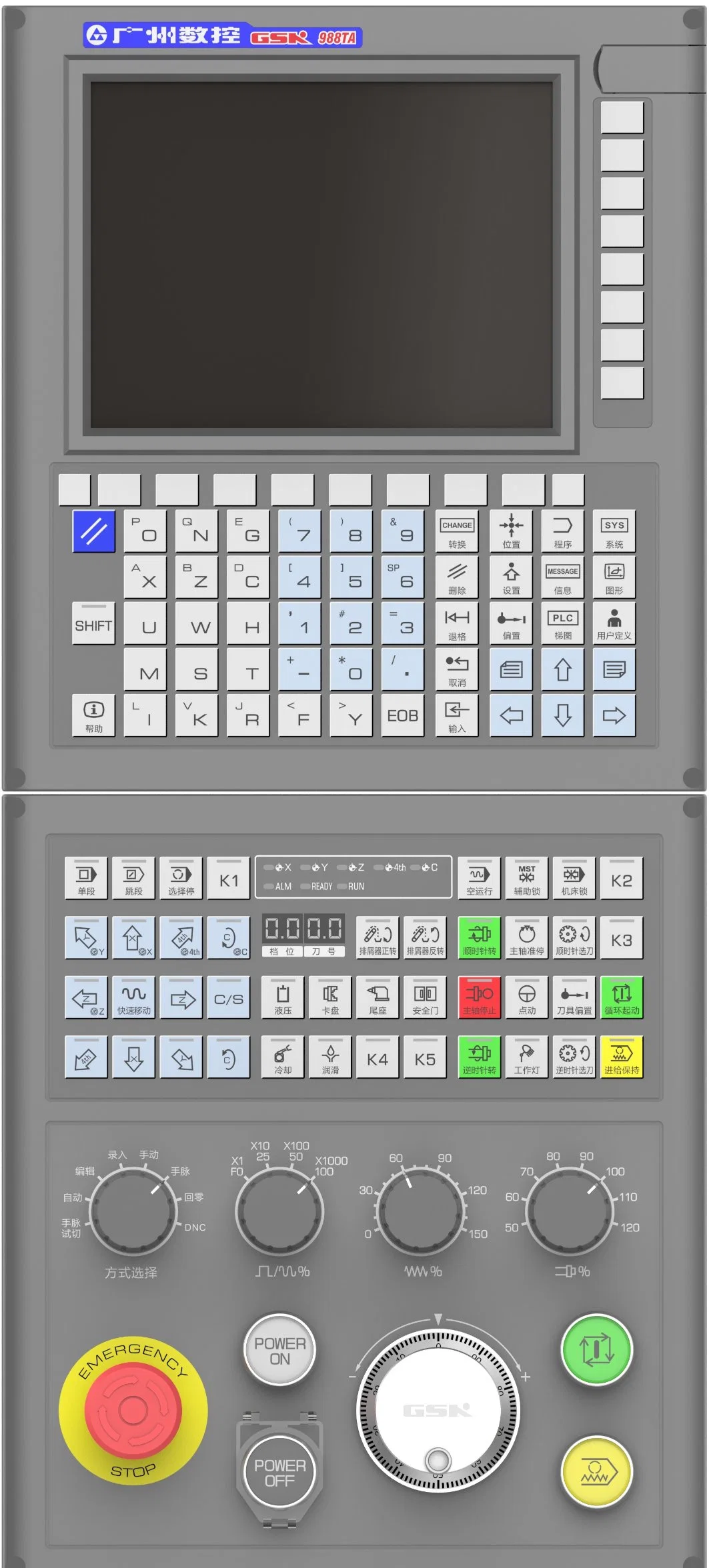
* le système CNC à centre de rotation GSK 988TA se compose d'un écran LCD de 10.4', d'un bouton à membrane et de nombreuses autres structures d'apparence. Comme illustré dans la figure suivante :
| Caractéristiques techniques |
| Connecter le servodriver et l' unité l/0 via le bus Ethernet lndustrial (bus GSKLink ) ; |
| Il y a 8 axes d'avance et 4 broches maximum , et la liaison à l'intérieur de trois axes est autorisée, avec fonction d'usinage combiné de fraisage en tournage ; |
| L' unité d'instruction minimale est de 0.1 u m et la vitesse de déplacement maximale est de 100 m/min : |
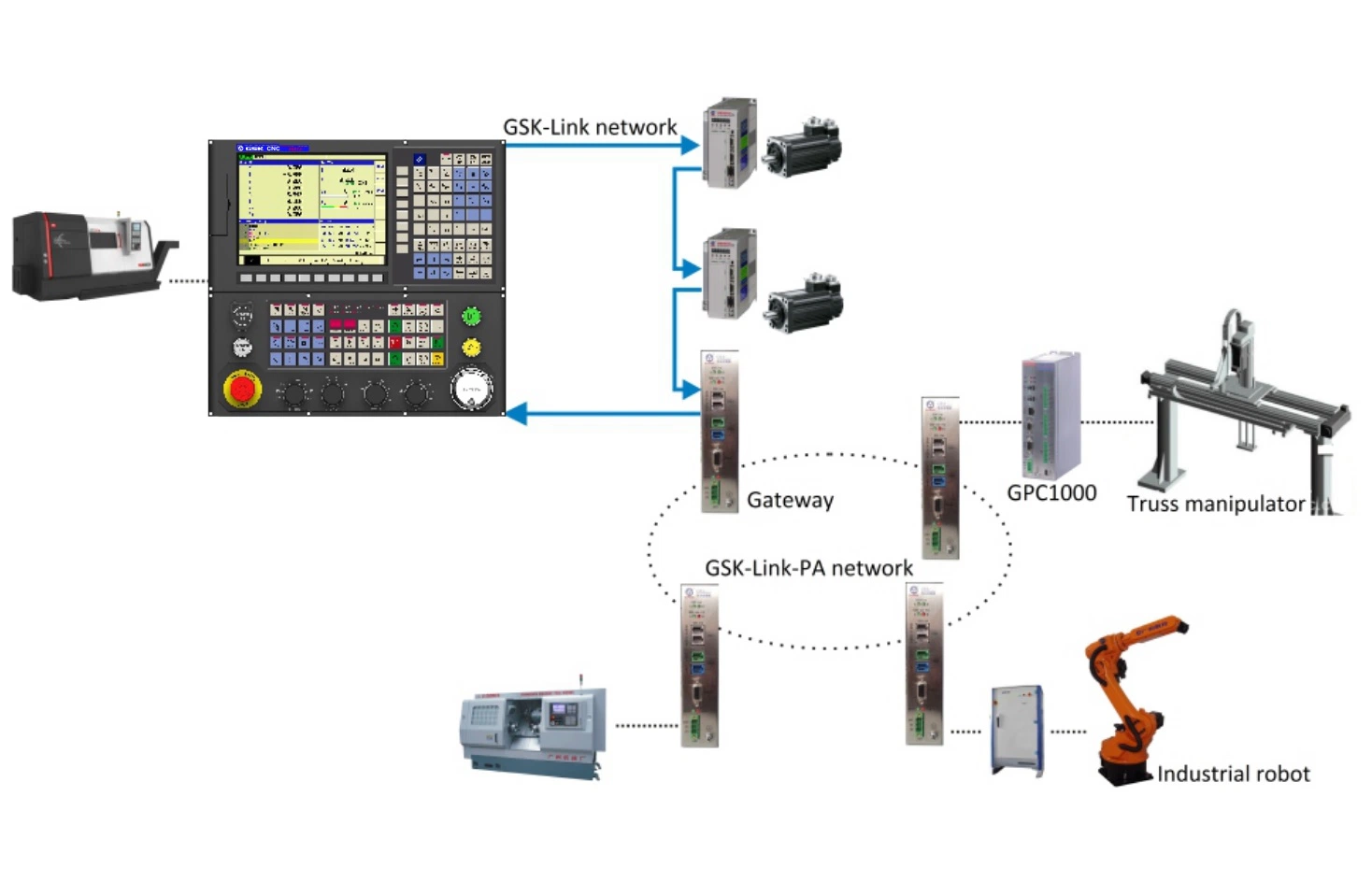
| Il prend en charge 4 axes supplémentaires pour faciliter le chargement et le déchargement ; |
| lt prend en charge le réglage en ligne du servo et la surveillance en temps réel de l'état du servo : |
| Le mode de programmation auxiliaire est simple et l'aperçu de piste est autorisé : |
| Il fournit une interface définie par l'utilisateur ; |
| Le schéma à contacts de l'API peut être édité en ligne , ainsi que commandé et surveillé en temps réel ; |
| Il dispose d'une interface réseau pour prendre en charge la surveillance à distance des données système et de la transmission de fichiers : |
| Il est fourni avec l'unité de servocommande de série GR-L dans configuration standard et servomoteur |
| de haute résolution absoluteencoder |
Spécifications techniques
| Élément | Spécifications |
| Nombre d' axes de contrôle | Nombre maximum d' axes de contrôle : 8 |
| Nombre maximal d' axes de conduite universels :4 | |
| Nombre d' axes de commande API:8 | |
| Nombre d' axes de contrôle de contour CS:4 | |
| Valeur de coordonnées (système) et les cotes | Système de coordonnées de la pièce (G50), système de coordonnées local, système de coordonnées de la machine-outil Et système de coordonnées de pièce 1 -6(G54 -G59) |
| Sélection de plans de coordonnées | |
| Programmation absolue/incrémentielle, programmation diamètre/rayon, coordonnée polaire, Conversion système britannique/unité métrique, axe linéaire/axe de rotation | |
| Fonction préparatoire | y compris le positionnement rapide, l'interpolation linéaire, l'interpolation circulaire, l'interpolation cylindrique. taraudage, interpolation de coordonnées polaires, taraudage rigide , pause, compensation d'outil, système de coordonnées de la pièce, système de coordonnées local, appel de macroprogramme, saut, cycle fixe simple et cycle fixe composé |
| Fonction d'alimentation | Vitesse de déplacement rapide : 0 m/min -100 m/min ( niveau μ ), 0 m/min - 60 m/min (niveau 0.1 μ ) |
| Remplacement rapide : F0, 25 %, 50 % et 100 %, soit un total de quatre niveaux d' ajustement en temps réel | |
| Vitesse d'alimentation de coupe : 0 m/min -60 m/min ( μlevel), 0 m/min -24 m/min (niveau 0.1 μ ) | |
| Remplacement de l'alimentation : 0-150% un total de 16 niveaux de réglage en temps réel | |
| Filetage | Taraudage : filetage droit à pas égal/ filetage conique/ filetage à bout, filetage droit à pas variable/ filetage conique/ filetage de face d'extrémité |
| Nombre de threads : 1 -99 | |
| Pas de filetage : 0.01 mm - 500 mm (filetage métrique ) ou 0.01 pouce - 9.99 pouce (filetage de vis pouces ) | |
| Rupture de filetage : traitement de l'expiration à grande vitesse, longueur de l'expiration, angle et les caractéristiques de vitesse peuvent être définies | |
| Fonction de la broche | Vitesse de rotation : elle peut être réglée par code S ou signal PLC, et la plage de vitesse est comprise entre 0 tr/min et 20000 tr/min |
| Commande prioritaire de la broche : 50 %-150 %, 11 niveaux de réglage en temps réel | |
| Commande de vitesse linéaire constante de la broche | |
| Contrôle de l'axe CS | |
| Fonction outil | Compensation de longueur d'outil ( décalage d'outil) : 99 jeux |
| Compensation d'usure d'outil : 99 jeux de données de compensation d'outil | |
| Compensation du rayon de bec de l'outil (type C) | |
| Mode d'exécution de déviation de l'outil : modification des coordonnées et du mode de déplacement de l'outil | |
| Gestion de la durée de vie de l'outil : la durée de vie de l'outil peut être gérée par temps ou par temps | |
| Fonction auxiliaire | Codes M spéciaux (M00, M01, M02, M30, M98 et M99), Et d'autres codes M sont définis par l'API |
| Prend en charge le segment commun de code multi-M. | |
| Fonction API | Programme API à deux niveaux, avec un maximum de 5000 étapes, et le cycle de rafraîchissement du programme de premier niveau est de 8 ms. |
| 13 instructions de base et 30 instructions fonctionnelles | |
| Le schéma contact API peut être édité en ligne et surveillé dans temps réel | |
| Prend en charge plusieurs programmes API (jus qu' à 16) et les programmes API en cours d'exécution peuvent être sélectionnés | |
| E /S locales : 8 entrées | |
| Panneau de commande E/S : 112 entrées /96 sorties | |
| Stockage du programme et édition | Stockage des programmes : la capacité du programme est DE 300 M et il y a 10,000 programmes (y compris les sous-programmes et les macroprogrammes) |
| Mode d'édition : édition plein écran, prise en charge de l'édition en arrière-plan des programmes de pièces | |
| Fonction d'édition : recherche de programme/ segment de programme/mot , modification, suppression, copie de bloc / suppression de bloc | |
| Format du programme : deux jeux d' instructions de code G facultatives, des mots d'instruction sans espace entre eux, ainsi que la programmation mixte de coordonnées relatives et de coordonnées absolues | |
| Appel de programme : appuyer l'appel de macroprogramme avec des paramètres et l'imbrication de sous-programme à 12 niveaux | |
| Fonction de vérification du programme | Vérification de syntaxe, aperçu de suivi, simulation graphique, en cours d'exécution, verrouillage de machine-outil, verrouillage de fonction auxiliaire, segmentation simple |
| Programmation fonction de simplification | Cycle fixe simple , cycle fixe composé , cycle de perçage/alésage , taraudage rigide, saisie directe des cotes de dessin, chanfreinage automatique, programmation d'instructions de macro , programmation de plans, guide de programmation, aide à la programmation et démonstration |
| Fonction de compensation | Plage de compensation d'écart inverse : (-9999 ~+9999)× unité de détection |
| Compensation d'erreur de pas basée sur la mémoire : il y a 1024 points de compensation au total, et les points de compensation de chaque axe sont définis par le biais de paramètres et la plage de compensation de chaque unité de détection pointis(-700-+700)× | |
| Machine-homme interface | Ecran LCD couleur 8.4" et 10.4" |
| Prend en charge le chinois, l'anglais, le russe et d'autres langues pour l'affichage | |
| Emplacement, programme, système, paramètres, graphiques, informations et aide | |
| Gestion des opérations | Mode de fonctionnement : automatique, manuel, édition, entrée, DNC, volant et retour au point de référence |
| 6-gestion des autorisations de niveau | |
| 32 arrêts limités dans le temps | |
| Commutateur de programme et commutateur de paramètre | |
| Fonction de communication | USB : fonctionnement du fichier sur clé USB, traitement direct du fichier sur clé USB, prise en charge du programme API Et la mise à niveau du logiciel système sur une clé USB |
| LAN : surveillance à distance, traitement DNC réseau, prise en charge de la transmission de fichiers couvrant les pièces Programmes, programmes API, paramètres système, paramètres de configuration servo, etc | |
| Fonction de sécurité | Arrêt d'urgence, limite de déplacement matérielle, contrôle de déplacement multi-stockage, verrouillage de l'arbre, sauvegarde et récupération des données |
| Interface électrique | Une paire d' interface de communication de bus GSKLink, 1 interface d'alimentation ( entrée DC24V), 2 interfaces d'encodeur, 1 interface de communication de panneau de commande pour machine -outil, 1 port USB-H avant, 1 |
| Interface LAN et 1 borne d'entrée à grande vitesse (entrée 8 points ) 1 interface de communication hôte, 1 interface d'alimentation ( entrée 24 V CC), 1 interface d'impulsion manuelle, 1 interface de boîtier portable , 1 borne d'entrée (entrée 8 points ) et 1 borne de sortie (sortie 4 points ) |













