 Complaint
Complaint

| PROPRIÉTÉS TYPIQUES | ÉTAT | STANDARD | UNITÉ | VALEUR |
| PROPRIÉTÉS PHYSIQUES | ||||
| Densité | ISO 1183 | [g/cm³] | 1.05 | |
| Absorption de l'humidité | T = 23 °C / 50 % HR | ISO 62 | [%] | 0.5 |
| Retrait du moule parallèle | long. | ISO 294 | [%] | 1.0 |
| Retrait transversal du moule | trans. | ISO 294 | [%] | 1.3 |
| RHÉOLOGIQUE | ||||
| Indice de viscosité | ISO 307 | [ml/g] | 2.4 | |
| PROPRIÉTÉS MÉCANIQUES | ||||
| Module de traction | 1 mm/min | ISO 527 | [MPa] | 1600 |
| Contrainte de traction à la rupture | 50 mm/min | ISO 527 | [MPa] | 60 |
| Contrainte de traction à la rupture | 50 mm/min | ISO 527 | [%] | 200 |
| Résistance à la flexion | 2 mm/min | ISO 178 | [MPa] | 60 |
| Module de flexion | 2 mm/min | ISO 178 | [MPa] | 1200 |
| Charpy à encoches | +23 °C. | ISO 180/1A | [KJ/m²] | 10 |
| Charpy à encoches | - 30 °C. | ISO 180/1A | [KJ/m²] | 9 |
| Dureté Shore(D) | ISO 868 | 75 | ||
| PROPRIÉTÉS THERMIQUES | ||||
| Température de déflexion thermique | 0,45 MPa | ISO 75 | [°C] | 155 |
| Point de fusion | DSC | ISO 11357 | [°C] | 202 |
| COMPORTEMENT DE GRAVURE | ||||
| Inflammabilité (UL94) | 0,8 mm | ISO 1210 | [Classe] | HB |
| Taux de combustion (FMVSS) | FMVSS 302 | [mm/min] |
| Haute résistance mécanique | Bonne ténacité aux chocs |
| Résistance à l'usure et autolubrification | Bonne réduction du bruit |
| Bonne résistance à l'huile | Résistance aux alcalis |
| Résistance chimique | Insoluble dans les hydrocarbures |
| Esters et alcools inférieurs | Résistant aux moisissures |
| Bactéries et Moth-mangé | Bonne isolation électrique |
| Bonne fluidité de la matière fondue, facile à former |
Largement utilisé dans l'automobile, les instruments, la fabrication de broussailles, la construction navale, l'impression et la teinture, textile, chemin de fer, mines, pétrole, appareils ménagers et autres domaines.
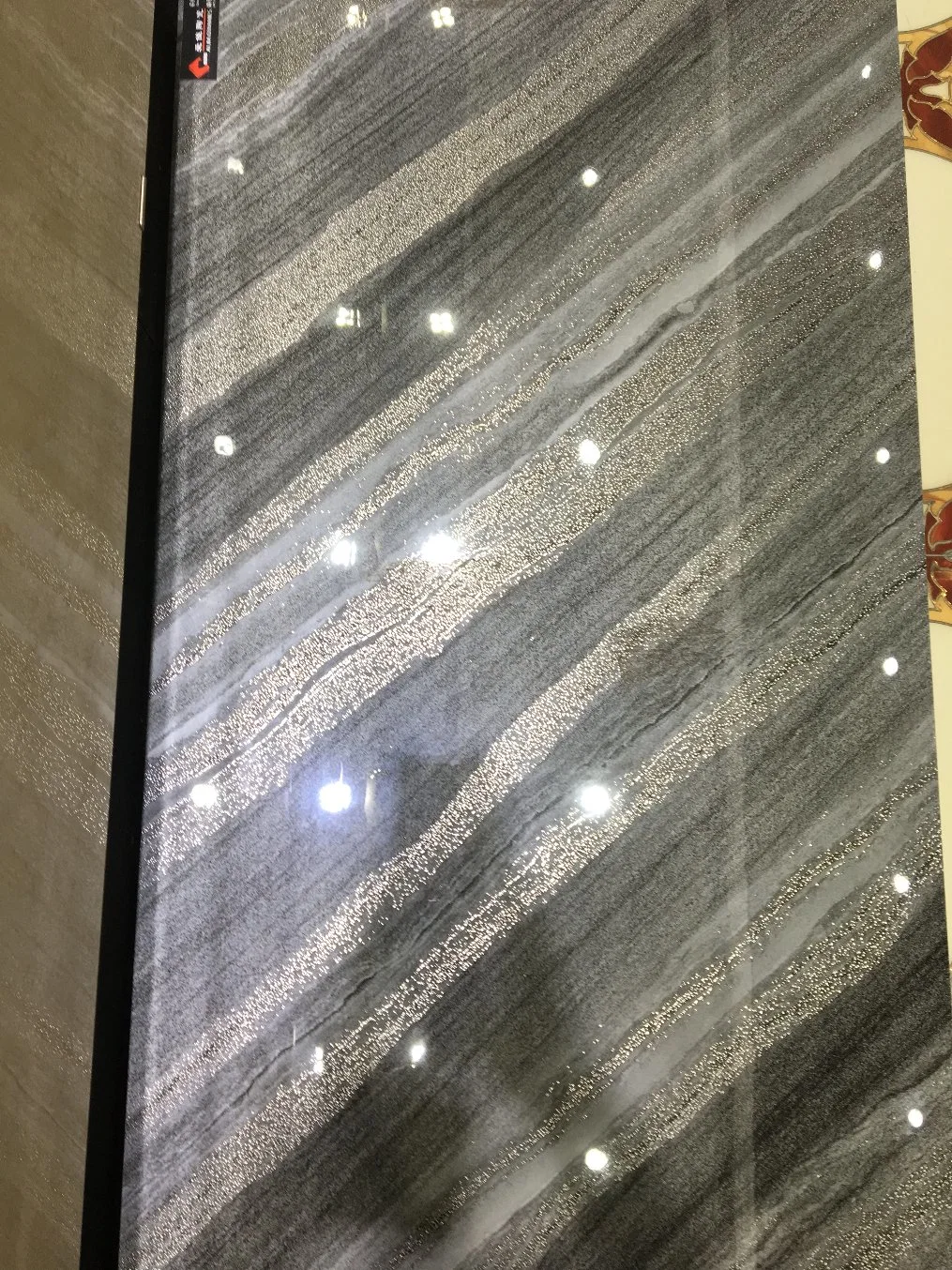
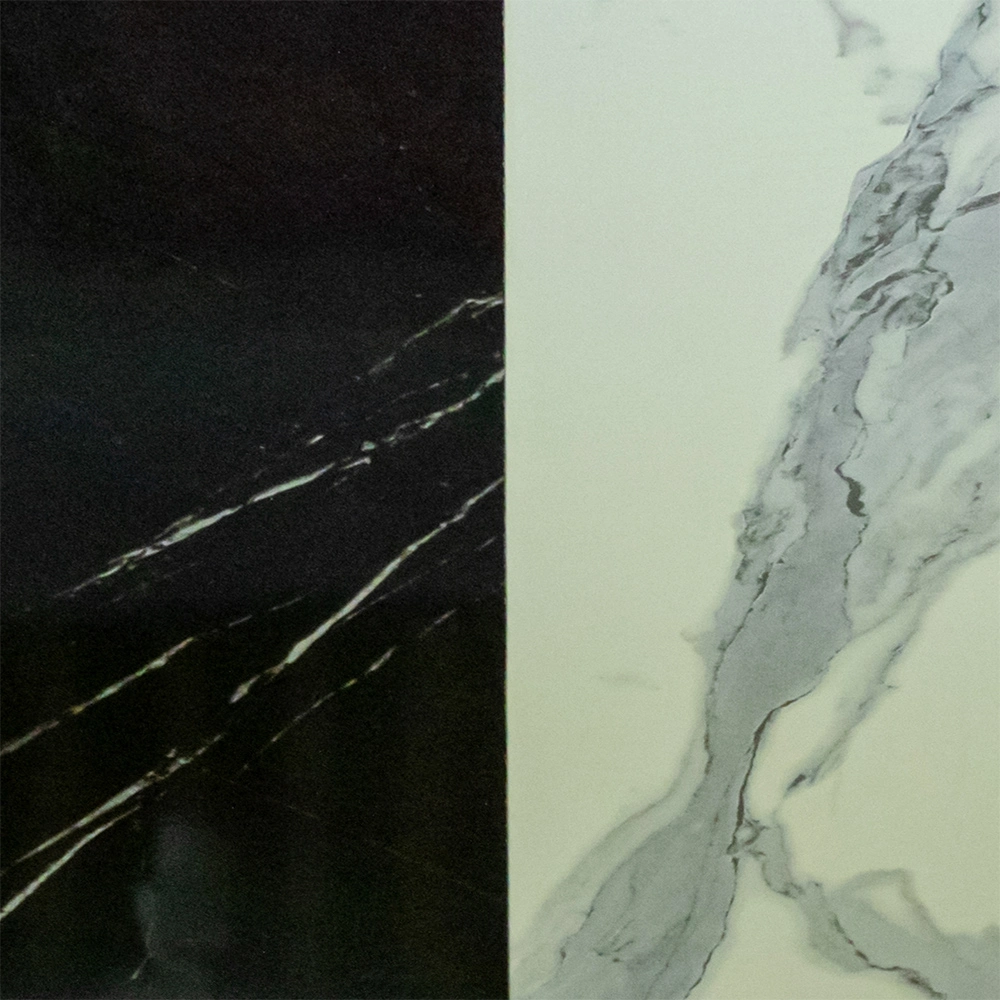
| Industrie des matériaux de construction | Dalle de marbre, pinceau abrasif |
| Industrie automobile | Tube d'huile |
| Industrie pétrolière | Tube haute pression |
| Nouvelle industrie de sources d'énergie | Énergie solaire, production d'énergie |
| Industrie électronique et électrique | 5G communication |
| Smart Wearable | Matériau du patin, voûte du patin |
| Aérospatiale | UAV (véhicule aérien sans pilote) |
| Industrie de la consommation | Faisceau de câblage |
| Industrie des articles personnels | Brosse à dents |
(Pour référence uniquement)
Les matières premières PA1010 doivent être séchées au four à environ 90 ºC avant le traitement. Les produits de moulage peuvent être traités par moulage par injection, moulage par extrusion-soufflage et pulvérisation.
(1) température du cylindre d'extrusion : la section d'alimentation est d'environ 160 ° C, la section d'homogénéisation est d'environ 215 ° C et le moule de moulage est de 180 à 190 ° C.
(2) lors du moulage par injection, la température du fourreau est comprise entre 190 et 230 °C, la température de la buse est d'environ 205 °C, la température du moule est d'environ 30 °C et la pression d'injection est d'environ 110 MPa.
(3) après avoir formé le produit, le chauffer à l'huile ou au bain d'eau (température d'environ 95ºC) pendant 4h.
(4) en cas de pulvérisation de poudre, les matières premières doivent être blindées avec des tamis de 80 mailles, la poudre doit être chauffée à 50 à 60 °C, les parties métalliques prévaporisées doivent être préchauffées à 245 à 255 °C, Et la méthode de pulvérisation à la flamme doit être utilisée (0.2~0,25 MPa, poudre de transport de gaz CO2, pression d'acétylène de 0,05 MPa, pression d'oxygène de 0.2~0,4 MPa).