Description
Description du produit
Paramètres du produit
II Disposition générale pour transformateur ondulation Fin de ligne de production (fin de formage, fin de la couture, le renforcement de la soudure des bords et la tige de soudage, soudure et le réservoir de flexion verticale de l'assemblage)
Accumulation de transformateur de ligne de production de nageoire ondulé comme les dessins illustré 1. Transformateur Unité formant des nageoires en carton ondulé 1 Decoiler Machine hydraulique automatique 2 Transformateur automatique nageoire ondulé formant la machine 3 plaque hydraulique et de cisaillement Hemming Machine 4 Système hydraulique 5 Système de commande électrique 2. Transformateur de l'unité de soudage Seam nageoire ondulé 6 convoyeur à rouleaux 7 Fin de la machine de soudage automatique en carton ondulé
3. Transformateur de soudure par point fin de l'unité en carton ondulé 8 la soudure par points de la machine pour fin bossage 4. Transformateur de l'unité de flexion verticale des nageoires en carton ondulé 9 La machine à cintrer vertical hydraulique
5. Unité de montage du réservoir en carton ondulé 10 Ensemble de réservoir pour réservoirs ondulé manipulateur
Introduction générale du transformateur ondulation Fin de ligne de production La fin de ligne de production de carton ondulé est un équipement spécial pour la fabrication de scellés et sans entretien réservoir d'huile de transformateur. Processus de production principal : decoil le matériau, de la forme de la plaque de cisaillement et de l'ourlet ondulation, plaque de carton ondulé, de transmettre et souder les bords, soudure ondulation extrémités tige d'armature, souder fin bossage, plier la nageoire ondulé fini, l'Assemblée le réservoir en acier ondulé. Principaux paramètres techniques du transformateur de ligne de production des nageoires en carton ondulé
1. Largeur d'ondulation : 300~1300mm
2. Épaisseur de tôle en acier : 0,5-1.75mm
3. Longueur de formé feuille : >=290mm
4. La hauteur des ondulations : 50-400mm
5. Ondulation pitch : >=40mm
6. Ondulation pitch Précision : ±0,25 mm
7. Ondulation écart intérieure: 6mm
8. Max. Pression : 25MPa
9. Max. Flux : 200L/min III Description de l'équipement 1. Description de l'unité de la machine nécessaire (1) Decoiler Machine hydraulique automatique 1.1 Introduction Le châssis de base de la construction en acier soudé decoiler est, le mandrin extensible est monté sur roulements à rouleaux. Extension et rétraction du mandrin est hydrauliquement réalisé. Lorsque la feuille d'acier est automatiquement alimenté, un moteur hydraulique équipé sur le mandrin fonctionnera comme un mécanisme auxiliaire pour le déroulage et partiellement rembobinage de la bobine. Un périphérique photoelectrical composé de 2 commutateurs photoelectrical peut détecter la feuille la pendaison et ondulations entre decoiler ancien de matériau de contrôle des processus d'alimentation. 1.2 Paramètres de notre machine Decoiler hydraulique automatique 1): 16MPa de pression hydraulique 2) diamètre intérieur de la bobine : Min 470mm, max 520mm
3) Max. Diamètre extérieur de la bobine d'acier : 1200mm
4) de la largeur de bobine: Max. 1300mm
5) Poids de bobine: Max. 10 tonnes(avec la structure de support incliné) 1.3 Les photos de notre machine Decoiler hydraulique automatique
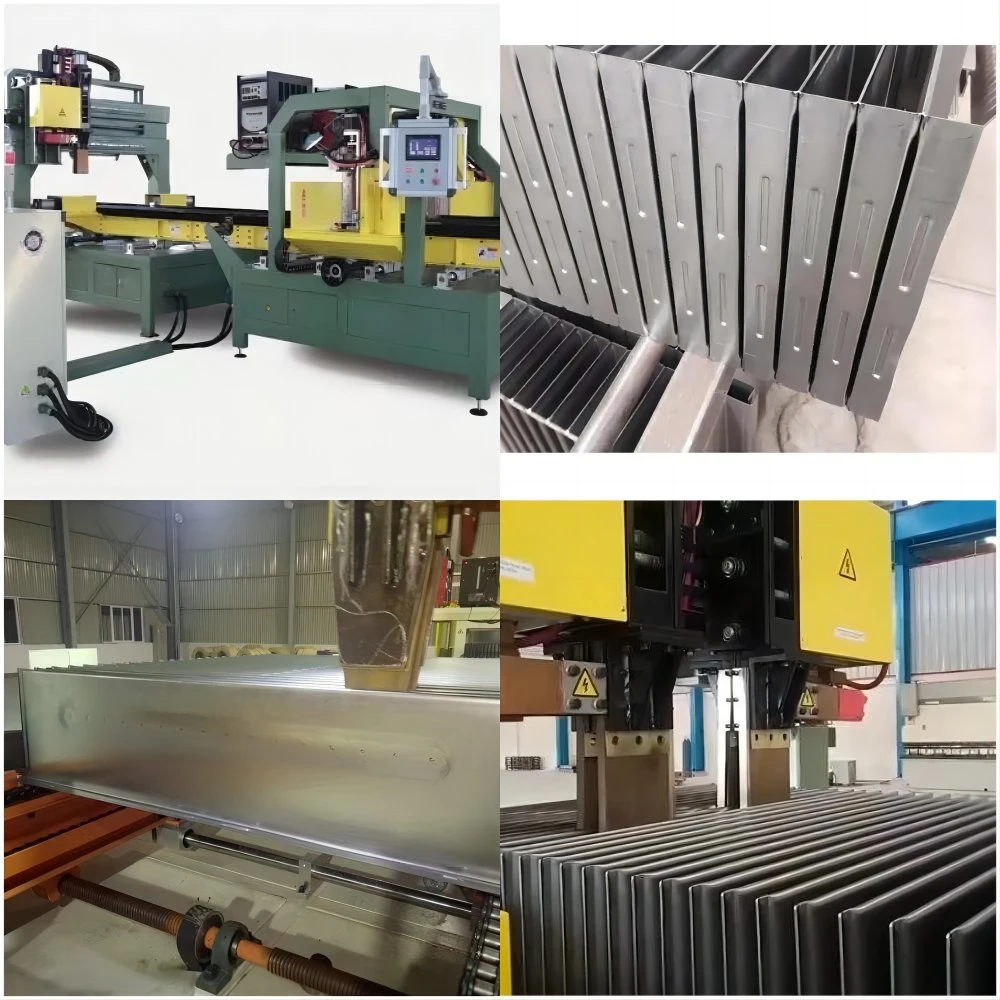
(2) Transformateur nageoire ondulé formant la machine 2.1 Introduction L'ondulation ancien se compose de l'acier soudé, base de 2-roll feeder, mobiliers moule de formage, mobiles et fixes pressboard formant formant pressboard. Il est employé à la forme de l'acier ondulation automatiquement. L'ondulation ancien traitées en utilisant la théorie de tôle en acier d'ondulation extrusion, il est contrôlé par servo-système de haute précision. L'huile hydraulique est alimentée par la station hydraulique. Le système de contrôle de l'ancien est indépendante de celle de l'unité de soudage. Il y a 2 piégée en appuyant sur des barres sur les deux mobiles et fixes pressboard formant formant pressboard, qui sont utilisés pour appuyer sur les deux extrémités des ondulations. La position de la pression de barres est réglable en fonction de la largeur de feuille d'acier. Emplacements de renfort(embossments) peut être formé à la demande du client.
Principaux paramètres techniques du transformateur de ligne de production des nageoires en carton ondulé
1. Largeur d'ondulation : 300~1300mm
2. Épaisseur de tôle en acier : 0,5-1.75mm
3. Longueur de formé feuille : >=290mm
4. La hauteur des ondulations : 50-400mm
5. Ondulation pitch : >=40mm
6. Ondulation pitch Précision : ±0,25 mm
7. Ondulation écart intérieure: 6mm
8. Max. Pression : 25MPa
9. Max. Flux : 200L/min III Description de l'équipement 1. Description de l'unité de la machine nécessaire (1) Decoiler Machine hydraulique automatique 1.1 Introduction Le châssis de base de la construction en acier soudé decoiler est, le mandrin extensible est monté sur roulements à rouleaux. Extension et rétraction du mandrin est hydrauliquement réalisé. Lorsque la feuille d'acier est automatiquement alimenté, un moteur hydraulique équipé sur le mandrin fonctionnera comme un mécanisme auxiliaire pour le déroulage et partiellement rembobinage de la bobine. Un périphérique photoelectrical composé de 2 commutateurs photoelectrical peut détecter la feuille la pendaison et ondulations entre decoiler ancien de matériau de contrôle des processus d'alimentation. 1.2 Paramètres de notre machine Decoiler hydraulique automatique 1): 16MPa de pression hydraulique 2) diamètre intérieur de la bobine : Min 470mm, max 520mm
3) Max. Diamètre extérieur de la bobine d'acier : 1200mm
4) de la largeur de bobine: Max. 1300mm
5) Poids de bobine: Max. 10 tonnes(avec la structure de support incliné) (2) Transformateur nageoire ondulé formant la machine 2.1 Introduction L'ondulation ancien se compose de l'acier soudé, base de 2-roll feeder, mobiliers moule de formage, mobiles et fixes pressboard formant formant pressboard. Il est employé à la forme de l'acier ondulation automatiquement. L'ondulation ancien traitées en utilisant la théorie de tôle en acier d'ondulation extrusion, il est contrôlé par servo-système de haute précision. L'huile hydraulique est alimentée par la station hydraulique. Le système de contrôle de l'ancien est indépendante de celle de l'unité de soudage. Il y a 2 piégée en appuyant sur des barres sur les deux mobiles et fixes pressboard formant formant pressboard, qui sont utilisés pour appuyer sur les deux extrémités des ondulations. La position de la pression de barres est réglable en fonction de la largeur de feuille d'acier. Emplacements de renfort(embossments) peut être formé à la demande du client. 2.2 Paramètres de notre transformateur nageoire ondulé formant la machine
1): 300mm de largeur de la plaque-1300mm (selon les besoins du client) 2) ondulation hauteur: 50mm-400mm 3) ondulation pitch : >=40mm 4) épaisseur de la plaque: 0.5mm-1.75mm 5) formant la vitesse : 3-4nageoires/min 6) Alimentation : 28KW 7) le nombre de pompes : 2 (deux les pompes à plongeur) 8) système de contrôle : électrique, hydraulique et carte de commande (3) plaque hydraulique et de cisaillement Hemming Machine 3.1 Caractéristiques de performance de la plaque hydraulique de cisaillement et Hemming Machine Cet appareil est utilisé pour le cisaillement et à l'ourlet ondulé les ailettes de l'acier. Si les ailettes avec cette hemming Edge, vous pouvez faire de la " fin " de réservoir en carton ondulé plus facilement, et souder les différentes pièces d'ailettes en carton ondulé dans une cuve du transformateur plus étroitement. Il se compose d'abaisser la lame de cisaillement et de biens mobiliers cisaillement supérieure lame, qui est monté sur un pilier de guides. Les lames de cisaillement sont faites de l'outil d'acier, il peut de plus de 100 mille fois de cisaillement après chaque affûtage avec le minimum de Burr. Le cisaillement et hemming de la tôle d'acier peut être fait manuellement ou automatiquement par mécanisme d'alimentation. Le cisaillement et de l'acier ondulé hemming feuille est entraîné hydrauliquement. 3.2 Paramètres de notre plaque hydraulique et de cisaillement Hemming Machine 1) de la largeur de cisaillement : 300mm-1300mm 2) ondulation hauteur : <=400 mm 3) L'épaisseur de cisaillement : <=2,0mm 4) Heure : 3 à 5 secondes de cisaillement/heure
5) ourlant fonction est facultative, Hemming hauteur: 20mm (disponible pour être choisis à partir de18à 25 mm mais doit être fixe) (4) du circuit hydraulique
Le système hydraulique se compose d'huile du réservoir, pompe, moteur et des vannes de régulation pour le pétrole-façons. Les principaux éléments hydrauliques sont fournis par la société de Rexroth, en Allemagne. 4.1 Paramètres de notre station hydraulique 1) Max. Pression : 25MPa
2) Max. Flux : 200L/min 3) puissance du moteur de pompe : 28KW
4.2 Les photos de notre station hydraulique (5) Système de commande électrique 5.1 Système de commande électrique se compose d'armoire de commande principal, l'exploitation, de la console du panneau de commande locale et le branchement des fils etc. Tous les relais, commutateurs, les transformateurs et les PLC sont montés dans la commande principale du cabinet. MITSUBISHI contrôleur ont été adoptées afin de remplir le contrôle de la ligne de production. Le bac feuille à feuille et le soudage de mouvement de la flamme sont contrôlés par Mitsubishi AC servo drive système. Le moniteur a été introduit pour la ligne comme interface homme-machine. La console de commande est équipé de l'écran tactile en couleur, boutons et indiquant s'allume.
La lamination de formes sélection(comme fin de la largeur et hauteur, le rorqual commun) et les paramètres de réglage de hauteur peuvent être remplies facilement par le moniteur à écran tactile couleur. Fonctionnement automatique de la santé circulatoire est remplie après les paramètres associés ont été entrée. Les panneaux de commande locale équipés dans différentes parties de la ligne de production peut comprendre le fonctionnement manuel.
5.2 Les photos de notre système de contrôle(Control Station, panneau de commande (6) convoyeur à rouleaux
6.1 Caractéristiques de convoyeur à rouleaux Les rouleaux de transport sont utilisés pour transmettre l'cisaillées et ourlet ondulé à l'appareil de soudage des feuilles.
Le convoyeur à rouleaux est équipée avec roulement à billes souples pour la cession sans motorisation. 6.2 Des photos de convoyeur à rouleaux (7) de la machine de soudage automatique des nageoires en carton ondulé
7.1 Introduction de notre machine de soudage automatique des nageoires en carton ondulé
La soudure périphérique est utilisé pour effectuer la soudure des ondulations se termine et le renforcement de la tige avec bords MAG mode de soudage et le diamètre de tige ronde bar est 6mm~8mm. Il se compose de convoyage de tôle en acier ondulé mécanisme, mécanisme de levage de la soudure des torches, amplitude mécanisme de modulation et une machine de la main.
1) mécanisme de convoyage de tôle en acier ondulé : il peut le transport de la tôle d'acier vers la droite de la soudure position en fonction de programme de soudage.
2) colliers de serrage de soudage et le soudage des torches mécanisme de levage : chaque paire de pinces de soudage est entraîné par un vérin pneumatique via le lien mécanisme d'entraînement pour maintenir et de libérer la pièce. La soudure des torches sont montés sur la diapositive qui est entraîné par moteur servo de haut en bas le long de rolling guide grâce à l'arbre de vis à billes.
3) mécanisme de modulation de l'amplitude : deux ensembles de colliers de serrage de soudage et de mécanismes en mouvement de la flamme de soudage monté sur la diapositive sont disposées sur deux côtés de la ligne. Distance entre les deux diapositives est réglable le long de la rouler avec un guide de la vis en plomb de centrage.
4) la main de la machine
En cas de manquants, nous utilisons de soudure de la couture de la machine la main pour pousser à la fin de soudage en carton ondulé position, et cette machine est entraînée par la main vérin pneumatique.
Auto soudeurs :
Deux ensembles de Panasonic soudeurs sont installés dans la ligne.
7.2 Spécifications de la soudeuse sont comme suit :
1) vitesse de soudage : Vs=0.5~1 m/min
2) Fil de soudure de la vitesse d'alimentation : VD=3.4~6 m/min
3) la tension électrique à arc:15-16V
4) Courant de soudage : 50-60un
5) de diamètre de fil de soudure : 0,8 mm
6) : 85 % de gaz du Bouclier Ar+15% de CO2
7) de la consommation de gaz de protection : 15 L/min
8) longueur de pointe de fils à souder : 7~10 mm
(8) La soudure par points de la machine pour fin bossage
8.1 Introduction générale de notre machine à souder (c.-à-Spot Fin embossments soudage par points la machine)
Cette soudure par points la machine est utilisée pour augmenter la force d'emplacements de renfort(bossage).
8.2 Principales unités de soudure par points des nageoires en carton ondulé Machine :
1) Le convoyeur
2) Système de centrage
3), de colliers et générateurs
4) du circuit de refroidissement
5) console de commande avec le calculateur
8.3 Paramètres de machine à souder fin Spot en carton ondulé
1) avec 2 spot canons.
2) puissance nominale totale: 50KVA x 2
3) du circuit de refroidissement
4) système de contrôle de l'IHM
5) Adapté fin Largeur : 600 mm-1600mm
6) Adapté fin hauteur : >=120mm
7) Source : l'autonomie de l'air fourni.
8) : Pression d'air 0.6Mpa(minimum)
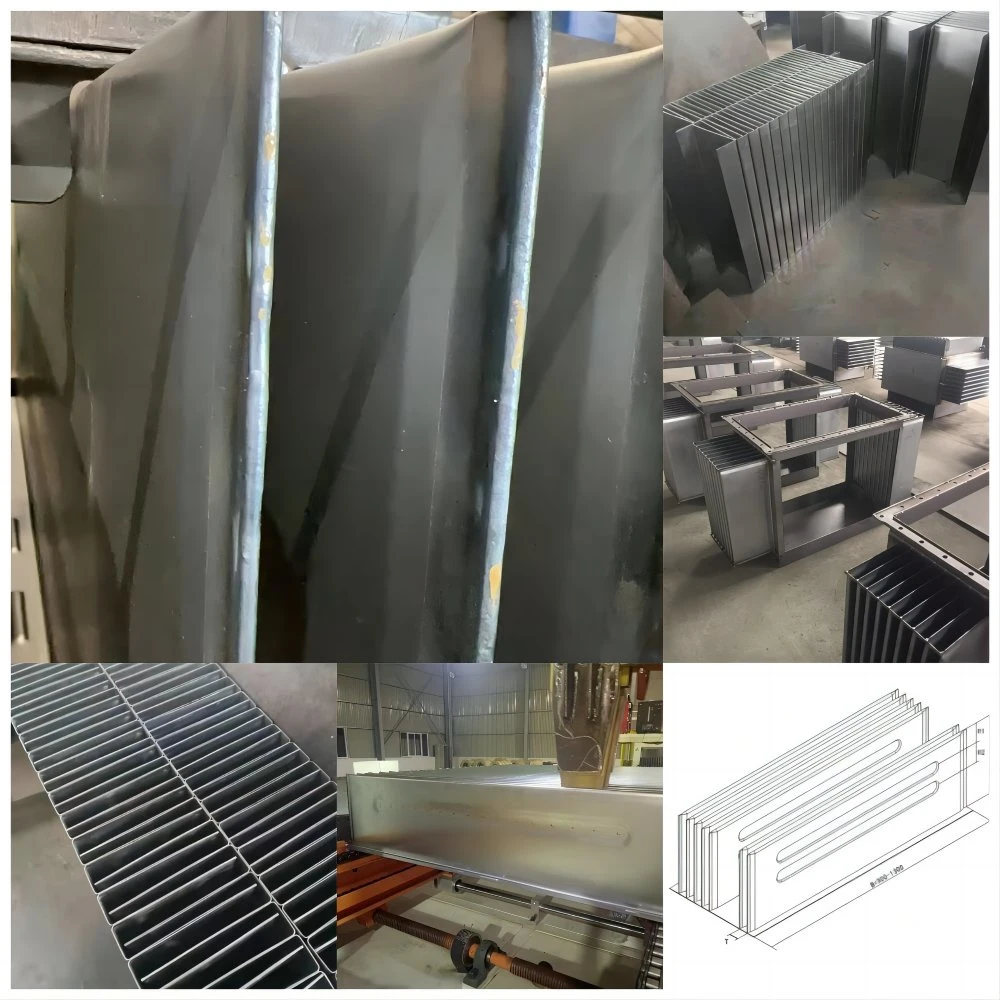
(9) La machine à cintrer vertical hydraulique
9.1 Cette flexion verticale hydraulique machine permet de former les 4 panneaux de la rédaction de la remplir la cuve du transformateur. En utilisant ce système, il permet d'éliminer 3 soudures, gagner du temps d'assemblage et soudure du réservoir avec une réduction des risques de fuite.
9.2 Principales unités de la machine à cintrer vertical hydraulique :
1) système de flexion
2) pour l'opérateur du système de sécurité
3) unité hydraulique
4) panneau de commande
9.3 Principaux paramètres de la machine à cintrer vertical hydraulique :
1) Epaisseur de feuille(Max): 1,75 mm
2) de la largeur du panneau(max) : 1300mm
3) de bord fin 50-400mm hauteur :
4) Distance entre les panneaux(Min.): 60mm
5) Alimentation : 5,5 KW
6) : 10MPa de pression hydraulique (10) Ensemble de réservoir pour réservoirs ondulé manipulateur
10.1 Principales caractéristiques de l'assemblage du réservoir de réservoirs pour ondulé manipulateur
Ensemble de réservoir de manipulateur est conçu pour un assemblage facile et rapide de l'haut châssis, fond du réservoir et les quatre panneaux de carton ondulé pour faire un réservoir complet.
10.2 Principales unités de Ensemble de réservoir pour ondulé manipulateur réservoirs :
1) Le châssis de base
2) L'expansion de la tête hydraulique
3) Un petit pack de puissance hydraulique
4) 4 définit les bras de serrage
10.3 Les données techniques spécifiques
1) paramètres de base de l'équipement :
La puissance nominale : 4 KW
Tension nominale : 380V
Pression nominale : 0.8MPa
Pression d'huile nominale : 3MPa 2) à l'intérieur du réservoir de dimensions :
Min (W) 285mm à 900 mm
Max (L) 600mm à 1500mm
10.4 Les photos de Ensemble de réservoir pour ondulé manipulateur réservoirs :
2. Paramètres techniques de ce transformateur nageoire ondulé | No. | Paramètres | 800mm | 1300mm | 1600mm |
| 1 | Largeur de la plaque (W) | 300~800 mm | 300~1300 mm | 300~1600 mm |
| 2 | Epaisseur de la plaque (T) | 0.5~1.75mm |
| 3 | Ondulation hauteur (H) | 50~300mm | 50~400mm |
| 4 | Ondulation pas (P) | >=45mm ou de >=40mm |
| 5 | La tolérance du pas | ± 0,25 mm |
| 6 | Hemming hauteur (R) | 20mm |
| 7 | Fin l'écart (G) | 6mm |




 Complaint
Complaint