4. Flux du processus de production Chargement → Transférer le cylindre sur le convoyeur de chargement du four de trempe à l'aide d'une grue à pont → Ouverture de la porte du four de trempe → Convoyer rapidement le cylindre dans le four de trempe → Chauffer le cylindre à l'intérieur du four de trempe(Pendant ce temps, les cylindres se déplacent lentement pour éviter la déformation du rouleau et augmenter l'uniformité du chauffage)→ Ouverture de la porte du milieu (isolation thermique) → Transfert rapide des cylindres vers la zone de maintien du four de trempe(Pendant ce temps, les cylindres se déplacent lentement pour éviter la déformation du rouleau et augmenter l'uniformité du maintien)→ Après la fin du temps de processus → Ouverture de la porte de déchargement et déchargement rapide des cylindres → Fermeture de la porte, les cylindres sont transférés sur le convoyeur de déchargement latéral du réservoir de trempe→ Transférer les cylindres dans le réservoir de trempe pour la trempe. Pendant ce temps, la voiture de transfert monte et descend, afin d'uniformiser le milieu de trempe et de garantir la qualité de la trempe → Soulever les cylindres avec la voiture de transfert → Convoyer les cylindres vers le convoyeur de chargement du four de revenu → Ouverture de la porte du four de revenu → Transférer dans le four de revenu pour le chauffage(séquence de travail, temps de cycle, mode de contrôle sont tous identiques au four de trempe)→ La porte du four de revenu s'ouvre après la fin du temps de processus → Déchargement rapide → Les cylindres sont transférés sur le convoyeur de déchargement, refroidis et attendent d'être déchargés → Un cycle est terminé, en attente.
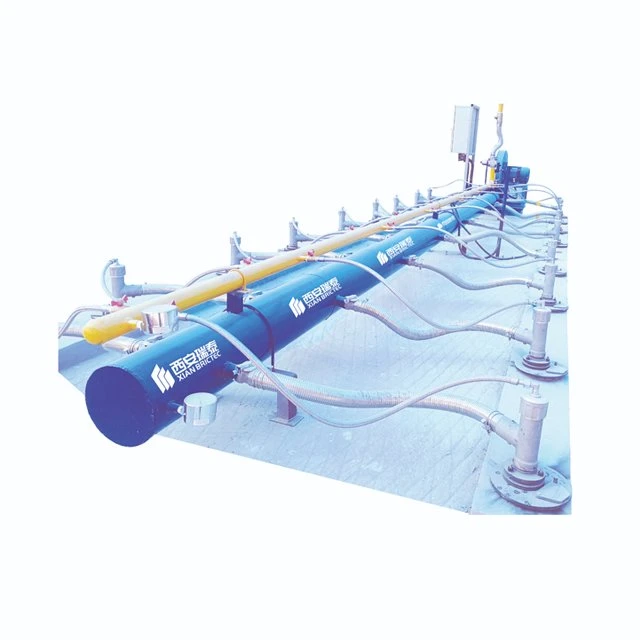
5. Brève introduction de l'équipement 5.1 Convoyeur de chargement Il est principalement conçu pour le chargement et le transport rapide des cylindres en acier, il est composé d'un support de fixation, d'un rouleau, d'un dispositif d'entraînement et d'un dispositif de contrôle. Support de fixation : Il est en acier formé et en tôle d'acier soudée ensemble, ce qui donne une bonne apparence. Une plaque d'ancrage est soudée au bas du support de fixation, qui est fixé sur la plaque d'ancrage intégrée de la fondation, afin d'assurer la fiabilité et la sécurité. Convoyeur à rouleaux : Il est en tube d'acier sans soudure 20# (φ159×6mm). Un dispositif de positionnement est équipé du rouleau pour éviter le décalage du cylindre en acier et sa chute pendant le déplacement. Les deux extrémités du rouleau sont en acier 45# et usinées en forme d'arbre, et fixées sur le support avec le palier. Des boulons de positionnement sont équipés du palier pour éviter le déviation du rouleau. Dispositif d'entraînement : Il est entraîné par un réducteur de vitesse via des pignons et des chaînes. Le réducteur de vitesse recommandé est le réducteur à engrenages hélicoïdaux de la série MD, fabriqué par Omiter, Shanghai. Dispositif de contrôle: Le régime de conduite est contrôlé par un convertisseur de fréquence Siemens qui envoie un signal au réducteur de vitesse, afin d'obtenir le contrôle de vitesse du rouleau. Des boîtes de terminaux de commande sont équipées à la fois du convoyeur de chargement et du convoyeur de déchargement, elles sont composées de boutons-poussoirs tels que Démarrer, Arrêt d'urgence, Marche arrière, etc. Le convoyeur commence à fonctionner après avoir appuyé sur Démarrer. Une paire de commutateurs photoélectriques est équipée à l'extrémité du convoyeur à rouleaux. Lorsque les cylindres passent par le convoyeur, le commutateur photoélectrique envoie un signal au PLC, et le PLC envoie le signal pour contrôler automatiquement le réducteur de vitesse. L'arrêt d'urgence et la marche arrière sont utilisés en cas d'urgence. Interlockage : Tout le système d'entraînement est interconnecté avec le four. Il ne peut pas être chargé et déchargé tant que la porte du four n'est pas ouverte en place. 5.2 Four de trempe Il est composé de la coque du four, de la doublure, de la porte du four et de son dispositif de levage, du convoyeur à rouleaux, du système d'entraînement des rouleaux, de la porte d'accès, du système de combustion, du système d'évacuation, etc. Coque du four : Elle est en tôle d'acier et en acier formé et soudée ensemble, ce qui donne une bonne apparence (La hauteur des soudures est supérieure à 5 mm). La coque extérieure est en acier formé, ce qui lui confère une bonne résistance. Doublure : Elle adopte une structure composite. Le matériau de doublure est différent au fond du four, à la porte du four, à la paroi latérale et au toit. Doublure inférieure : Le fond du four doit être régulièrement nettoyé pour éliminer les oxydes, c'est pourquoi la doublure inférieure est constituée de briques réfractaires légères et de fibres d'aluminosilicate. Les briques réfractaires se trouvent en surface, pour faciliter l'élimination des oxydes. Les fibres d'aluminosilicate sont appliquées entre la brique réfractaire et la plaque d'acier pour l'isolation thermique. Doublure de la porte du four : Elle est constituée de briques réfractaires lourdes en alumine, ce qui permet d'éviter l'usure de la doublure. Doublure des parois latérales et du toit : Pour économiser l'énergie et réduire les coûts, les matériaux isolants, des blocs pliants d'aluminosilicate pré-comprimés (température de travail supérieure à 1100°C),sont fournis par Yeso, qui seront installés sur la paroi latérale et le toit grâce aux ancrages spéciaux (1Cr18Ni9). Le matériau isolant doit être sélectionné en fonction des différents besoins et exigences, une telle structure composite est plus légère, plus fiable, nécessite moins d'entretien et réduit les pertes de chaleur. Porte du four et son système de levage : Le four de trempe comporte deux zones de température, une zone de chauffage et une zone de maintien. Une porte centrale est conçue entre les deux zones, elle est en fonte résistante à la chaleur. Des portes de chargement et de déchargement (en fonte résistante à la chaleur) sont conçues aux deux extrémités du corps du four. Porte du four : La porte et la plaque de porte sont en fonte résistante à la chaleur, une couverture en fibres d'aluminosilicate doit être fournie à l'intérieur de l'isolation. Ce type de structure présente moins de déformation, moins de poids, une durée de vie plus longue et une meilleure isolation thermique. Système de levage de la porte du four .La porte du four est entraînée par la chaîne et les pignons via un réducteur de vitesse ou un vérin. L'étanchéité entre la porte du four et la plaque de porte est comprimée par le rail de guidage et le fer d'angle, afin de garantir la sécurité et la fiabilité. L'ouverture et la fermeture de la porte du four sont limitées par un interrupteur de fin de course installé sur le côté de la chaîne de levage. Réducteur de vitesse de la porte du four : Réducteur à engrenages hélicoïdaux de la série MD, équipé d'un dispositif de freinage. La porte du four est interconnectée avec le système d'entraînement et le système de chauffage. En d'autres termes, le convoyeur à rouleaux ne peut pas être chargé et déchargé tant que la porte du four n'est pas ouverte en place, et peut°ne peut pas être chargé et déchargé tant que la porte du four n'est pas ouverte en place, et peut°Le four ne peut pas être chauffé tant que la porte du four n'est pas fermée en place. Convoyeur à rouleaux : Il est en fonte résistante à la chaleur (Cr25Ni20Si2) et coulé dans les pièces avec φ159×20. Un dispositif de positionnement (Cr25Ni20Si2) est équipé du convoyeur à rouleaux pour éviter que le cylindre en acier ne se décale. L'extrémité de l'arbre est coulée et fixée sur les structures en acier avec le palier vertical. Le rouleau est installé à des intervalles d'environ 800 mm. Le matériau réfractaire et isolant aux deux extrémités du rouleau est un revêtement en fibre standard. Le couvercle supérieur est mobile et fixé au corps du fouravec les boulons. L'expansion se produira sur le rouleau après le chauffage. Pour le côté entraînement, il est équipé de goupilles de positionnement pour le positionnement et l'expansion libre, qui sont fixées avec un palier. Pour le côté non entraînement, des rainures de clavette sont conçues et des boulons de positionnement ronds sont adoptés sur le palier, ce qui assure l'expansion axiale libre et l'entraînement radial. Dispositif d'entraînement du convoyeur : Il est entraîné par un réducteur de vitesse via une chaîne et des pignons. Le réducteur de vitesse est fabriqué par Omiter, Shanghai, type : Réducteur de vitesse à engrenages hélicoïdaux de la série MD. Le dispositif de freinage est équipé du réducteur de vitesse, ce qui permet d'arrêter l'action en temps voulu. La vitesse d'entraînement est contrôlée par un convertisseur de fréquence Siemens, qui envoie un signal au réducteur de vitesse pour contrôler la vitesse d'entraînement du convoyeur. Pendant le chauffage, les cylindres en acier effectuent un mouvement de va-et-vient dans chaque zone de chauffage pour assurer la durée de vie du convoyeur et augmenter l'uniformité du chauffage. Le mouvement du cylindre doit être limité par un interrupteur de fin de course pour le maintenir centré, ce qui est plus précision et fiable. Un jeu de fins de course photoélectriques est équipé respectivement dans la zone de chauffage et la zone de maintien du four de trempe, ils sont fixés aux deux côtés du corps du four avec le support. Les cylindres peuvent être positionnés grâce au signal donné par les fins de course (précision de positionnement ≤20mm). Porte d'accès : Une porte d'accès est conçue au bas du four de trempe pour enlever régulièrement les oxydes, ou lors de l'arrêt ou de la maintenance de l'équipement. Elle est en tôle d'acier et en fibres d'aluminosilicate. La tôle d'acier est assemblée sur le corps du four avec des boulons. Les écrous de raccordement sont des écrous à ailettes pour un démontage facile. Trou de visualisation: Des trous de visualisation sont conçus à intervalles de 3 à 4 mètres des deux parois latérales pour observer l'état de travail des pièces à l'intérieur du four. Le siège du trou est en fonte, ce qui assure une bonne étanchéité, plus de fiabilité et de sécurité.






 Complaint
Complaint