Description
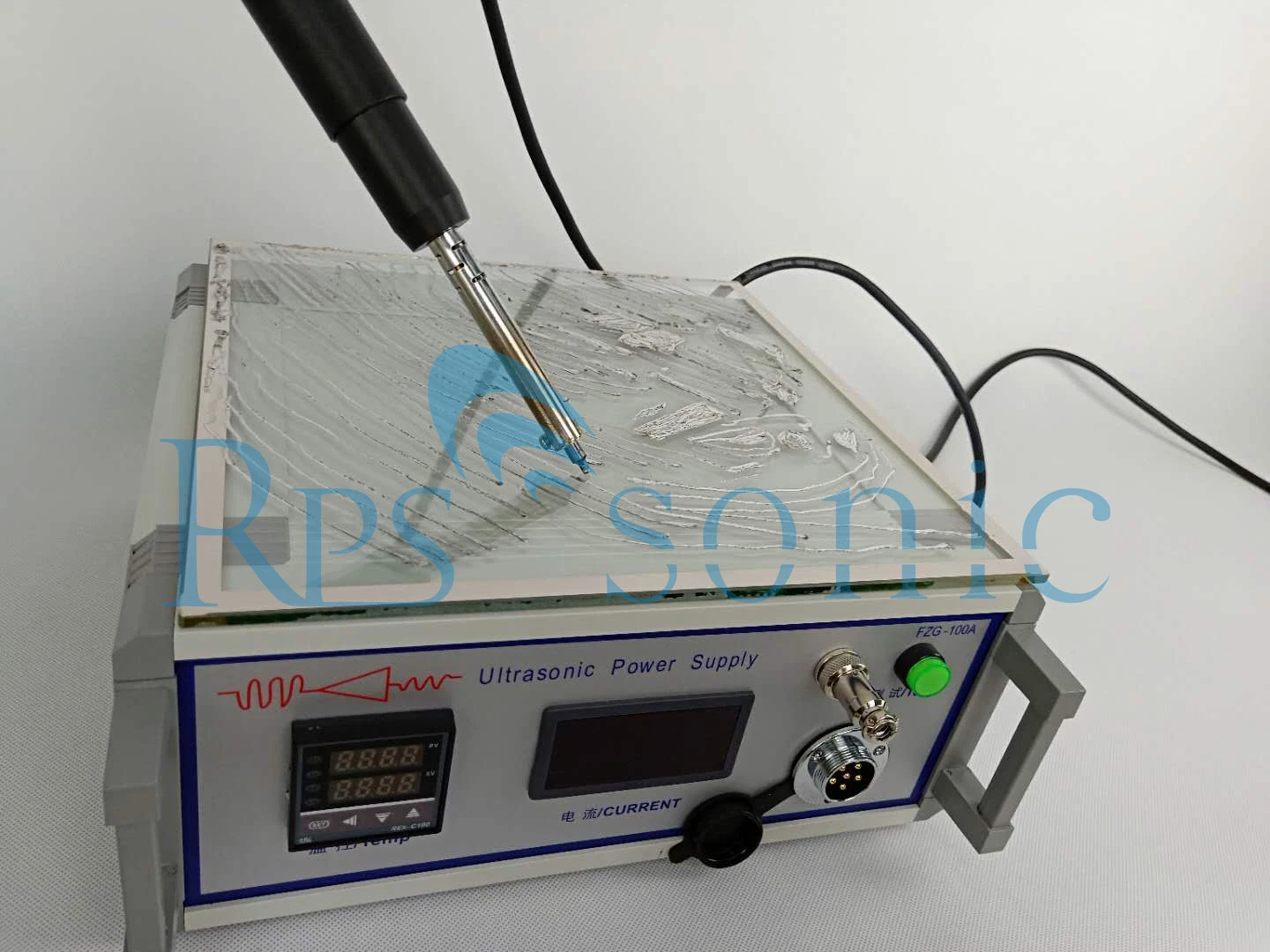
Equipamento de ferro de soldar ultra-sônico de 60 kHz com gerador digital
| Modelo n.o | HC-SI60 |
| Frequência ultrassónica | 60 kHz |
| Saída máxima | 100 Watts |
| Intervalo de temperatura | 150 ~ 400 ° C |
| Fonte de alimentação | 220 V/50-60 Hz |
| Gerador ultrassónico | Tamanho | 250 (L) x 310 (C) x 135 (a) mm |
| Peso | 5 kg |
| Característica | Amplitude ultrassónica ajustável |
| Comprimento e diâmetro da pega do ferro | 190 mm/ø20 |
| Auricular de soldadura disponível | ITO vidro, AL, Mo, Cu etc., |
A soldadura ultrassónica é um método de soldadura sem fluxo que é considerado mais ecológico do que os métodos de soldadura convencionais. Use vibração e cavitação para remover camadas de óxido de superfície das superfícies de solda, não produtos químicos.
A tecnologia de soldadura ultrassónica é diferente da soldadura de plástico ultrassónico, que utiliza vibração para gerar calor para derreter as peças ligadas. O princípio de utilização da soldadura por ultrassons é basicamente o mesmo que o processo de limpeza por ultrassons. A energia de vibração provoca cavitação no banho de água ou no solvente de limpeza. Para a peça imersa no meio líquido, a superfície é limpa pela forte ação erosiva de bolhas de cavitação.
Durante a soldadura ultrassónica, o calor de uma fonte de energia separada derrete a soldadura antes de aplicar energia vibracional. A soldadura fundida é então utilizada como meio de transmissão acústica para vibrações ultrassónicas. Quando é aplicada energia vibracional de alta frequência à soldadura fundida, a cavitação acústica controlada é induzida na ponta da ferramenta de soldadura, de forma a destruir e dispersar os óxidos de superfície. As microbolhas de cavitação rebentam, limpando todas as superfícies, permitindo que a solda líquida se molhe e cole metal puro.
A vibração também garante que as juntas de solda estão livres de vazios e a energia de vibração força a solda líquida a penetrar nas fendas e poros do substrato. Ajuda a vedar a peça e aumenta a área de superfície onde a solda pode colar. A vibração ultrassónica também pode retirar bolhas de ar da soldadura líquida, pelo que este método torna a junta de soldadura adequada para aplicações de vácuo elevado onde é necessária vedação.
A soldadura por ultrassons permite a junção de materiais diferentes e pode ser utilizada em materiais difíceis de soldar com métodos convencionais. Ao eliminar a necessidade de fluxo, os utilizadores podem poupar tempo e custos na limpeza de resíduos de fluxo, reduzindo a corrosão e melhorando a durabilidade das juntas soldadas.
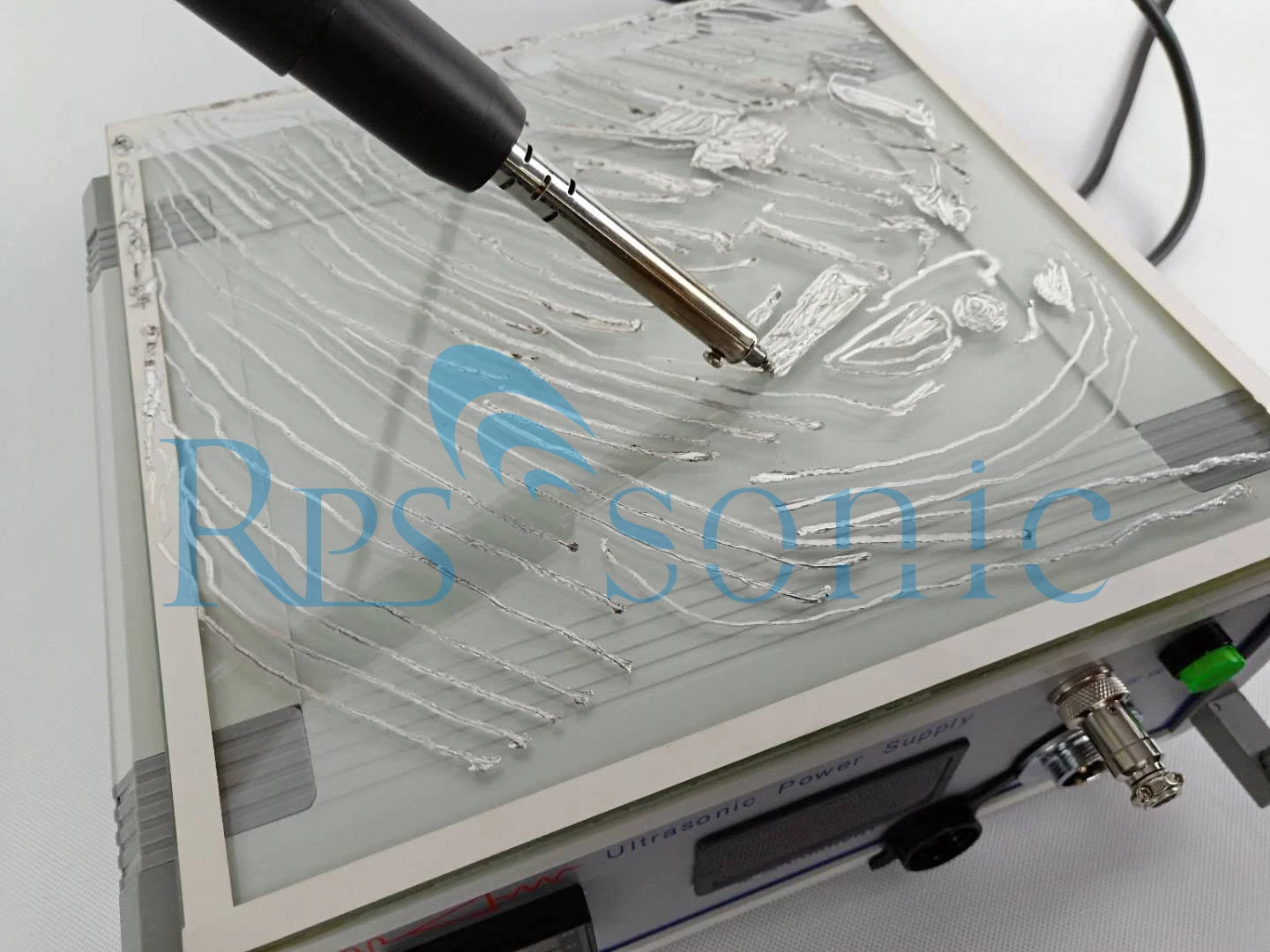
O método de soldadura ultrassónico pode ser utilizado de forma prática para soldar manualmente com a ajuda de equipamento de ferro de soldar elétrico ultrassónico portátil, podendo também ser enxertado em máquinas de soldadura ultrassónicas e em linhas de montagem. Vidro, cerâmica, aço inoxidável, soldadura de alumínio
Após anos de investigação exaustiva sobre colagem vidro-metal, os engenheiros japoneses desenvolveram uma liga de solda especial chamada CERASOLZER (fio de solda). Esta liga de soldadura reativa foi especialmente formulada para cooperar com métodos de soldadura ultrassónicos e tem uma capacidade de ligação muito única, que pode substituir os métodos de cozedura a prata, brasagem de índio, manganês de molibdénio e ligação de resina utilizados frequentemente. Ligação CERASOLZER (substrato de vidro) além da ligação directa metal-metal, a Cerasolzer pode também formar fortes ligações químicas com substratos soldados. A liga é constituída pelos mesmos componentes principais que as ligas padrão de soldadura (chumbo/estanho), mas contém também pequenas quantidades de elementos como zinco, titânio, silício, alumínio, berílio, Terras raras, etc. afinidade química forte.
Durante o processo de soldadura, estes elementos adicionais combinam-se com o oxigénio circundante para formar um óxido que se liga quimicamente a uma variedade de materiais, incluindo vidro, cerâmica, alumínio, aço inoxidável, Óxidos condutivos e muitos outros substratos anteriormente considerados não solderáveis. Os óxidos resultantes ligam-se ao substrato de soldadura, formando ligações químicas extremamente fortes (RO) na interface.
Por conseguinte, se o oxigénio for eficazmente eliminado através da substituição do ar que rodeia o dispositivo de ligação por um gás inerte, como o azoto, a aderência do Cerasolzer será perdida. Os resultados mostram que a concentração crítica de oxigénio adequada para a colagem é de cerca de 2%. A temperatura de fusão da liga de Cerasolzer situa-se entre 155 e 297 ° C e o método de soldadura não tem fluxo devido a vibrações ultrassónicas. De facto, se o nosso método de soldadura por ultrassons utilizar fluxo, irá destruir a ligação de oxigénio e destruir todo o processo de soldadura, pelo que não deve ser utilizado.
Fabrico de jóias de vidro
Revestimento/metalização de óculos ópticos
Fazer eléctrodos em placas de vidro e cerâmica
Soldadura por contacto de aquecimento no vidro traseiro do veículo
Supercondutores de soldadura, componentes, acessórios cerâmicos
Vedante de vácuo para tubos de vidro, fixação de acessórios de hardware
Vedação de fibras de vidro óptico (colagem de virola)
Ligação de eléctrodos aos contactos frontais/traseiros das células solares (cristalino, película fina) Ligação de chumbo (ponto) em vidro metálico, vidro de cristal líquido, oscilador de cristal, circuito integrado híbrido




 Complaint
Complaint














