
 Complaint
Complaint

| Nenhum | ITEM DO PRODUTO | Descrição | Aplicação |
| 1 | HART-P-200 | Carboneto de crómio Placa de sobreposição | Desgaste da corrediça |
| 2 | HART-P-100 | Carboneto de crómio Placa de sobreposição | Grave Desgaste Deslizante |
| 3 | HART-P-80 | O carboneto de complexos de Placa de sobreposição | Extreme Desgaste Deslizante |
| De espessura | C% | Cr% | Mn% | Si% | HRC | |
| 3 em 3 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 em 4 | 3~4 | 18~20 | 0.5~1 | 0.5~1 | 56~58 | |
| 3 em 5 | 3~4 | 18~22 | 0.5~1 | 0.5~1 | 58~60 | |
| 3 no N | 3.5~4,5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | N>5 |
| 4 no N | 3.5~4,5 | 20~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 5 no N | 4~6 | 23~25 | 0.5~1 | 0.5~1 | 58~62 | |
| 6 no N | 4~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 7 no N | 4.5~6 | 24~28 | 0.5~1 | 0.5~1 | 58~62 | |
| 8 no N | 4.5~6 | 24~28 | 0.5~1,5 | 0.5~1 | 58~62 | |
| 9 no N | 5~6 | 26~30 | 0.5~1,5 | 0.5~1 | 60~64 | |
| 10 No N | 5~6 | 26~30 | 0.5~1,5 | 0.5~1 | 60~64 | |
| 11 No N | 5~6 | 26~30 | 0.5~1,5 | 0.5~1 | 60~64 | |
| 12 No N | 5~6 | 26~34 | 0.5~1,5 | 0.5~1 | 60~64 | |
| N N | 5~6 | 26~34 | 0.5~2 | 0.5~1 | 60~64 | N>12 |
| Indústria comunitária | APPLICATONS |
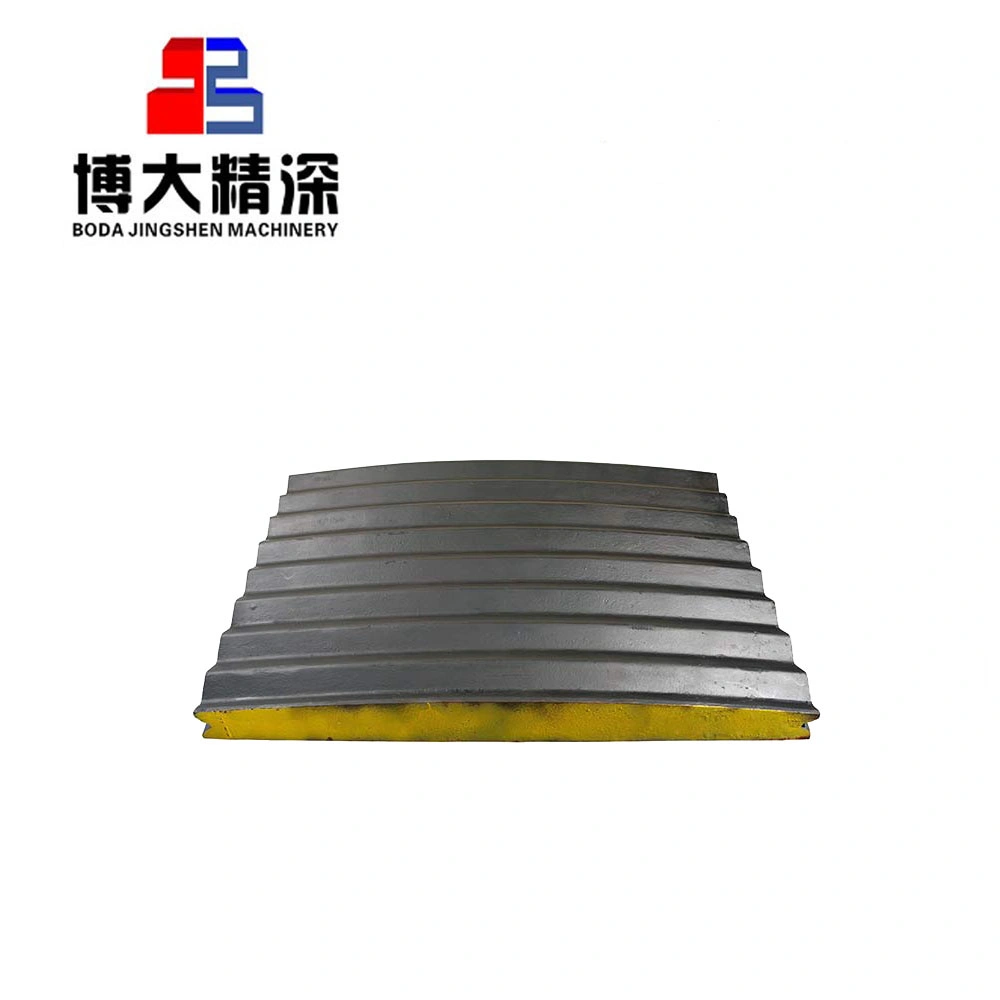
| Mineração | Calhas telescópicas, tremonhas, camisas para camas de caminhões, lâminas buldozer, caçambas da pá, dragline baldes, escavadoras hidráulicas |
| O cimento | O separador das palhetas de guia, cones de descarga de clínquer compartimentos de armazenamento, saídas de sinterização de sistemas de transporte de minério, dutos de saída para o clínquer moinhos, recebendo as tremonhas |
| A dragagem | Tubos de dragagem e bombas e tubulações de sucção e descarga da bomba |
| O aço | Tubos de dragagem e bombas e tubulações de sucção e descarga da bomba |
| Power | Manuseio de carvão calhas telescópicas, alimentador de carvão camisas, tela do triturador de chapas de classificador cones, oficial camisas, bancas de silo |
| Liga HARDBANDING | ASTM G65 -- a perda de peso | Dureza (RC) |
| 10+10-8 | 0.162 g/6000 rpm | 64,7 |
| 10+10-4 | 0,183 g/6000 rpm | 63,7 |
| 10+10-2 | 0,149 g/6000 rpm | 64.0 |
| SERVICE | Descrição |
| O corte | 1. Pode ser cortado por plasma, laser, jacto de água, arc golpes, e vendo abrasivos de corte; |
| A soldagem | 1. Use 480 MPa (70 ksi) ou 560 MPa (80 ksi) ingrediente a ingressar em metais comuns; 2. Depois de soldar, deve ser coberta por overlay para protecção de desgaste. |
| O processamento | 1. Não maquinável pelos métodos convencionais; 2. Pode ser terminado por trituração; 3. Os furos escareados pode ser precisamente produzidos pela EDM (Eletroerosão). |
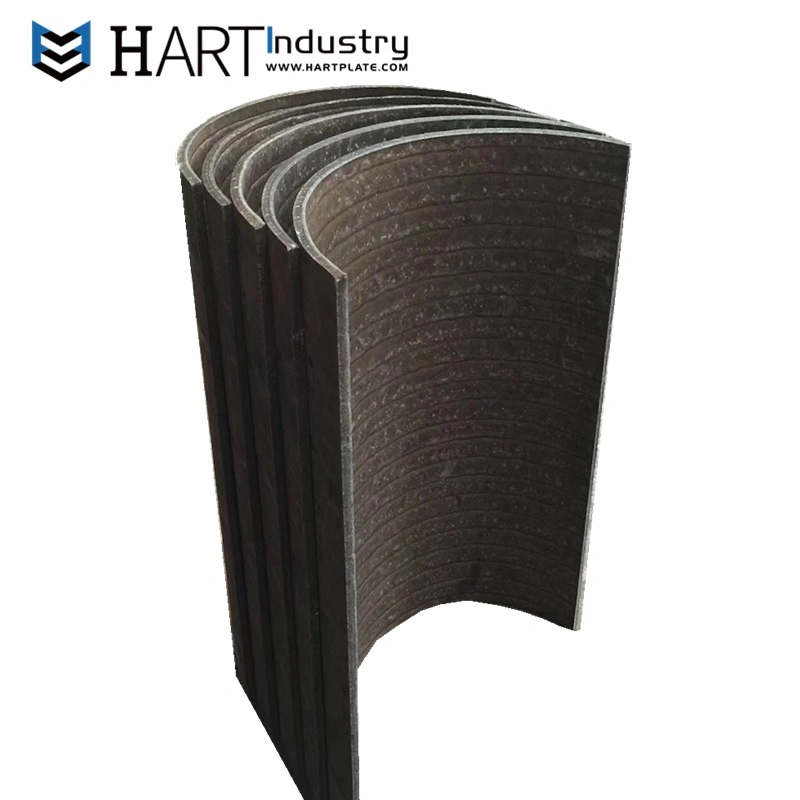
| Formar | 1. Comumente formado com sobreposição para o interior; 2. Para tubos com diâmetros menores que 0,6 m (24"), tubo hardfacing recomendado em vez de tubos fabricados a partir de chapa hardfacing. |
| A perfuração | 1. Quando a perfuração, a distância entre dois furos deve ser de pelo menos 15mm (5/8''); caso contrário, a partição pode não ser suficientemente forte e pode rachar; 2. O diâmetro mínimo de orifícios deve ser igual à espessura das placas. Para placas mais espesso com uma espessura total mais de 20mm (3/4''), o diâmetro mínimo deve ser de 1,5 vezes a espessura da chapa. |