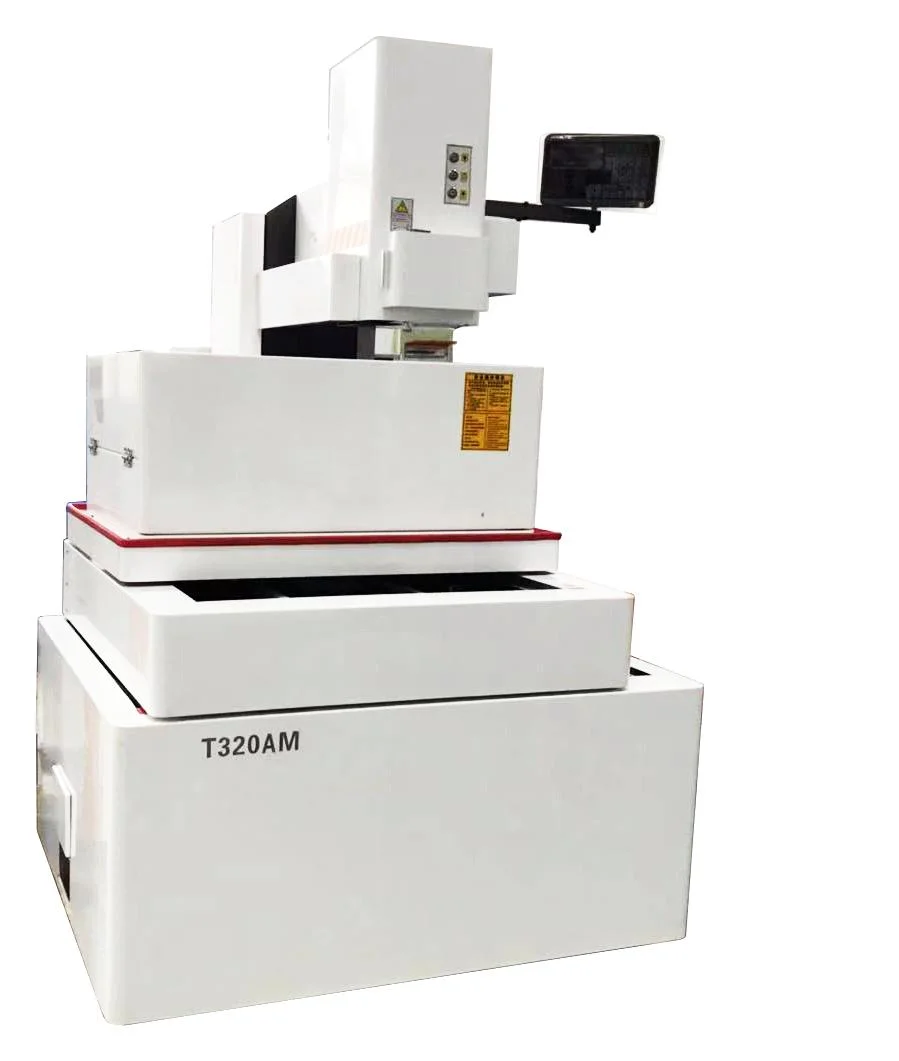
2, características e funções do equipamento Os eixos X e Y são importados com uma elevada precisão guias lineares e importados a alta precisão fuso de esferas que pode ser accionado directamente por Panasonic servomotor ca do Japão , determinando a longo prazo precisão elevada de ferramentas da máquina e evitar erros de transmissão quando em movimento.
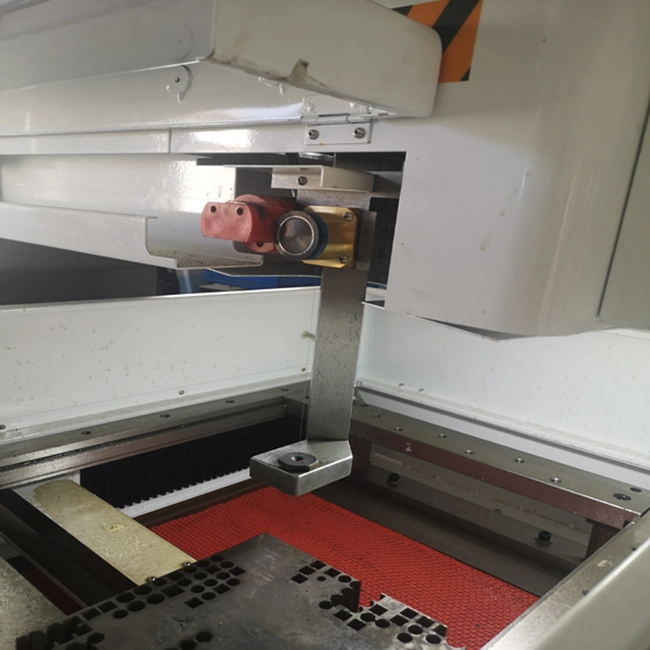
O bico do guia adota o design do lento fio. O eixo UV é fixo e o guia bico pode subir e descer automaticamente, de modo que possa ser o mais próximo possível da peça usinada da superfície, evitar que o fio de molibdénio a partir novamente de agitação, evitar a linha marcas na superfície de corte, e melhorar significativamente a precisão e a rugosidade da superfície usinada.
O sistema de aperto utiliza duas vias da caixa de dispositivo de aperto para apertar o fio de molibdénio em tempo real. Em seguida, a desigualdade e a precisão do plano de transformação provocada pelo aperto inadequado de fio de molibdênio no processo de transformação são totalmente resolvido.
A roda guia adota uma jóia especial a roda de guia para localizar a placa de sprinklers. Substituição pode retornar automaticamente para a origem, reduzindo significativamente a dificuldade de substituição de peças vulnerável, e facilitar a utilização dos clientes.
Os importados carril-guia linear e o interruptor importados são usados para o barril do trilho de guia e o interruptor de comutação para assegurar a estabilidade e de alta precisão e fiabilidade a longo prazo do canhão em alta e baixa velocidade.
"Fio Lenta Estrutura" Filtração do tanque de água
O óleo do sistema de lubrificação:
One-stop centralizada automático de alimentação de óleo do dispositivo pode lubrificar X, Y guideways, hastes de parafuso, guias do canhão e rosca de tirantes e garantir a vida de serviço da máquina.
A máquina tem um sistema de recuperação, que pode recuperar o excesso de óleo e garantir a higiene ambiental ao redor da máquina.
Precisão elevada e uniforme da rugosidade superficial:
A fim de garantir a precisão de cada máquina, Longkai usa Renishaw laserinterferometer do Reino Unido para verificar a precisão de posicionamento e repetitivas da precisão de posicionamento do equipamento. O guia de configuração e de roda do bico do guia são adoptadas em seda sistema de alagem. O layout de razoável completamente resolve o problema de lado único soltando e torna a superfície usinada alcançar rugosidade uniforme.
AutoCut sistema WEDM (adiante referida como AutoCut system) é um sistema WEDM baseado no Windows XP plataforma. Sistema AutoCut é composta de software de sistema (software CAD e software de controlo) executando em Windows, 4 movimento do eixo a placa de controle baseado em barramento PCI, alta confiabilidade, a poupança de energia AC servomotor motherboard de acionamento e 0,5 microssegundo alta. Frequência de vibração principal board e placa de amostragem são compostas. Os usuários utilizam o software CAD para desenhar gráficos de processamento de acordo com os desenhos de processamento e para cortar os gráficos CAD pelo fio. Processamento, gerando bidimensional ou tridimensional de dados WEDM e efectuar o processamento de peças; no processo de transformação, o sistema pode controlar de forma inteligente a velocidade de processamento e parâmetros, e concluir o controle de processamento para os diferentes requisitos de processamento. Esta interface gráfica do método de transformação é uma combinação de orgânicos de DAC e sistemas do came no domínio da WEDM.
O sistema tem uma utilização prática funções tais como controlo adaptativo da velocidade de corte,
Exibição em tempo real do processo de corte e visualização do processamento. Ao mesmo tempo, fornece proteção perfeita para todos os tipos de avarias (falha de energia maquina crash, etc) para evitar o desmantelamento das peças.
Sistema AutoCut é uma solução completa de WEDM. Sistema AutoCut é composto de AutoCut software de sistema, motion control card baseado no barramento PCI, alta confiabilidade, acionador do servo control motherboard, AC alta freqüência da placa de descarga e circuito de amostragem.


 Complaint
Complaint