| Não | classe | padrão |
|
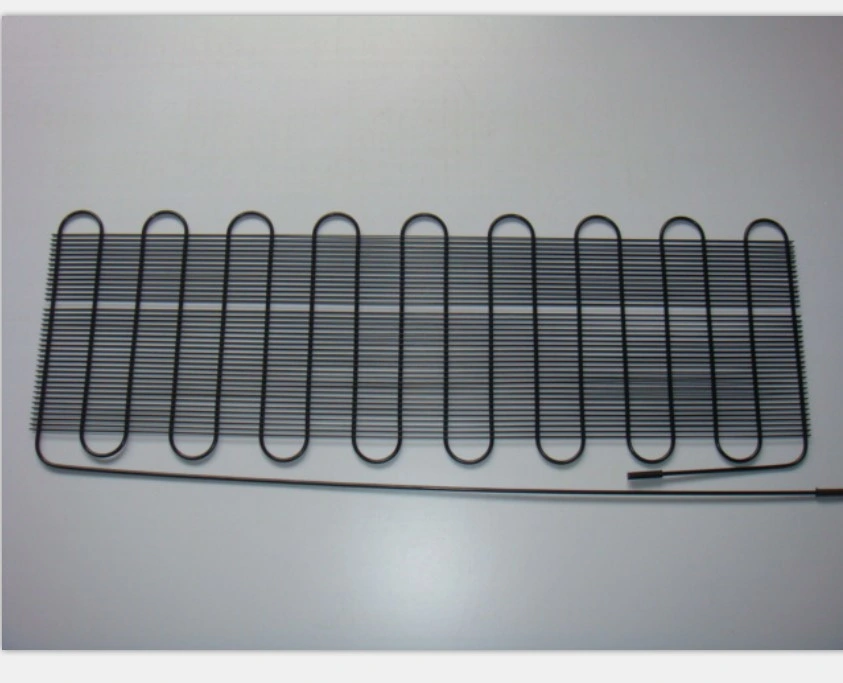
| 1, reto, corte, gastos | C | 1.1φ4.76 × 0.71 - 0,1 tubo de Bundy, dureza HV110 ~ 130; verificar |
| cada bobina com a pressão. |
| 1,2faça o tubo redondo, reto sem distorção. |
| 1.3 a superfície do tubo não apresenta riscos óbvios, está magoada E o Cu- |
| A camada é brilhante. Sem rebarbas; |
| 1.4 tubo a direito de acordo com as especificações; |
| 1.5 expansão com o wthanol que não deixa de haver água como lubrificante, óleo de lubrificação interdito; |
| 1.6expandir sem distorção de fissuras; e a extremidade sem deflexão. |
| 2, dobrando | C | 2.1 R de acordo com o desenho, sem crinkle distinto, imprint, etc. |
| A relação de OD mín./máx. Da posição R não é inferior a 85%; |
| 2.2 tubo reto, uniformidade de espaço; |
| 2.3 a especificação de flexão de acordo com o desenho. |
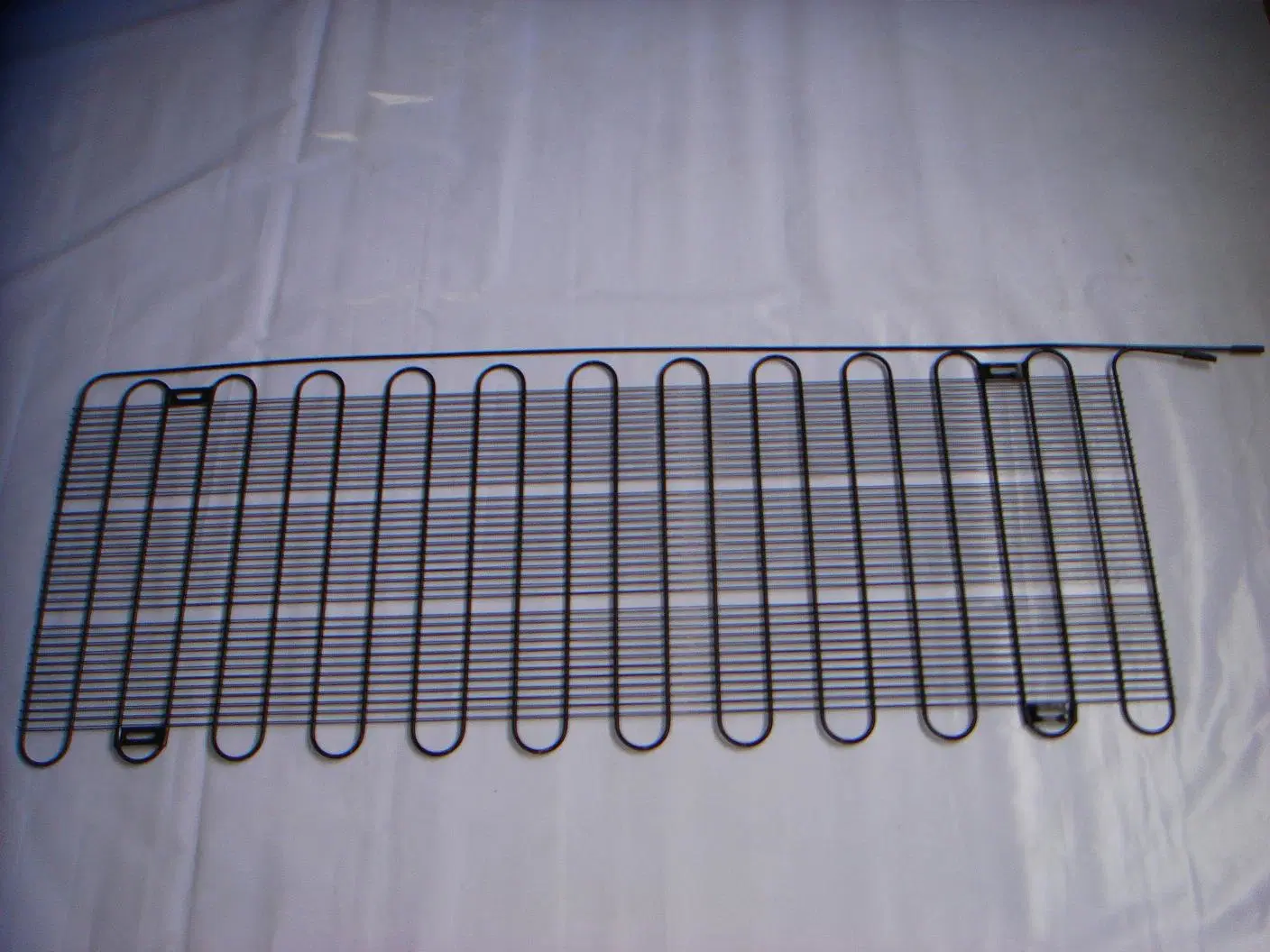
| 3, soldadura | B | 3.1 especificação de wireφ1.57-0.25, comprimento de acordo com o desenho, extremidade do fio |
| fresar na volta, sem rebarbas. |
| 3.2 aço stright, superfície limpa, sem ferrugem, traço de rosca de parafuso e. |
| teste de curva; curva do fio: curva a 180 ° 5 vezes, sem fissuras; |
| 3.3 a matriz de fios em ordem, sem falta, erro, sobreposição. |
| 3.4 a flutuação da pressão de electododa máquina de soldadura é de 0.4 ~ 0,9MPa, tempo de soldadura 1 ~ 13ms; |
| 3.5 aperto de soldadura dos fios e tubos, firme; sem falta de extra, |
| situações de queimadura; |
| 3.6 o comprimento alargado de duas extremidades de resistência dos fios consistente, sem movimentos desobstruídos; |
| 3.7desnivelação de peça única, nível de saída < 1,5 mm, espaço entre os tubos de acordo com o desenho; |
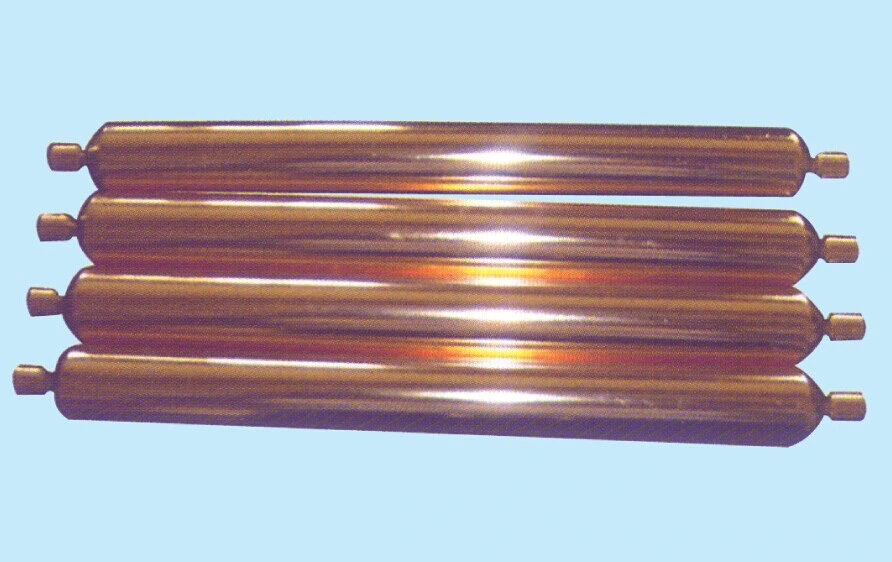
| 4, soldadura de cotovelo e cobre simples | B | 4.1 a extremidade de dobra de uma peça precisa de dobrar-se em ângulo , o R não Place nenhuma distrção limpa |
| , racha, ondulação; |
| 4.2 extremidade curva e o R acc da extremidade redonda com desenho; |
| 4.3 critério técnico de brasagem: (recolha de alimentação de conduto) pressão de oxigénio 0,4 ~ |
| 1,5 MPa, pressão etina 0,04 ~ 0,22 MPa, utilizar chama neutra; |
| 4.4 pontos de soldadura indicados em tiras de 6 ~ 10 mm e forma de bolo, superfície suave, sem desnível, |
| solde o tubo com arrote. O espaço entre a folga de soldadura é de 2 a 0,5 mm. |





 Complaint
Complaint