Complaint
Complaint

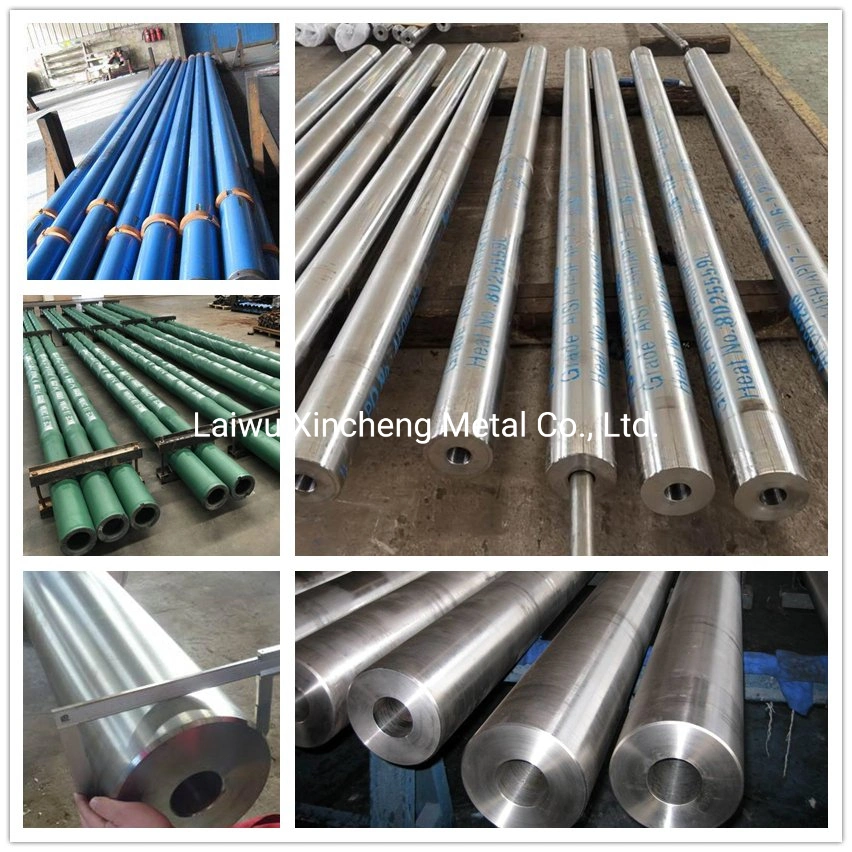
| Nome do produto | QT forjadas com perfuração de ligas de aço Bar para serviços de Óleo |
| Especificação | API 5CT/5CP/6A |
| A classe de aço | 4130, 4140, 4145, 4145S, 4330V, 4137, 4340 |
| Processar | Banheira Forjados+QT+Boring |
| Diâmetro de Barras Forjadas | 8-500mm |
| Diâmetro do orifício de perfuração | 10-250mm |
| Comprimento | Max14 metros |
| Inspecção | Tamanho, Química, Mecânica, UT, Teste de Desvio de Temperatura Alta/Baixa. Impacto |
| Certificado sanitário | MTC, CO/FE/FA, BV/SGS |
| Quantidade mínima | 1 a 5 toneladas |
| Tempo de Entrega | 10-30 dias |
| Item de comércio | PPU CFR CIF PPD - FOB |
| Acondicionamento | Pacote/solto/palete de madeira/Caixa de madeira/pano plástico Wraps /Tampas de plástico/Protector Cônico |
| Grau | C | Mn max | Si max | Cr | Mo | Ni | P max | S max | V |
| 4330V | 0.2-0.30 | 1.0 | 0.80 | 0.40-0,60 | 0,30-0,50 | 1-1.5 | 0.025 | 0.010 | 0,05-0.10 |
| O limite de elasticidade Rp0.2, MPa | A resistência à tracção Rm MPa | Alongamento [%] | Dureza [HBW] | Impacto Charpy-V, -20ºC [J] |
| 1034 | 1138 | 15 | 341-388 | 32 |