 Complaint
Complaint

1. Requisitos de montagem automatizada da célula da bateria
1.1, parâmetro técnico de montagem automatizada da célula da bateria:
(1) capacidade do equipamento: ≥ 10 PPM;
(2) a taxa final excelente é de ≥ 99.8 % (apenas os produtos defeituosos causados pelo equipamento);
(3) taxa de falha do equipamento ≤ 2 %;
(4) compatível com uma variedade de especificações de módulos de tamanho, alteração rápida. Estabilidade da potência de saída do laser (flutuação) ≤ ± 1%, a distância focal do galvanómetro pode ser visualizada e ajustada digitalmente, a gama é de -5.0 ~ ≤ 5 mm e a precisão de ajuste é de 0,5 mm; (5) a pista de soldadura é editada através de software de soldadura, o processo de soldadura é automático, os parâmetros podem ser modificados, e a autoridade de operação e modificação pode ser definida
1.2, Fluxograma:
Fluxo do processo provisório, sujeito aos requisitos reais
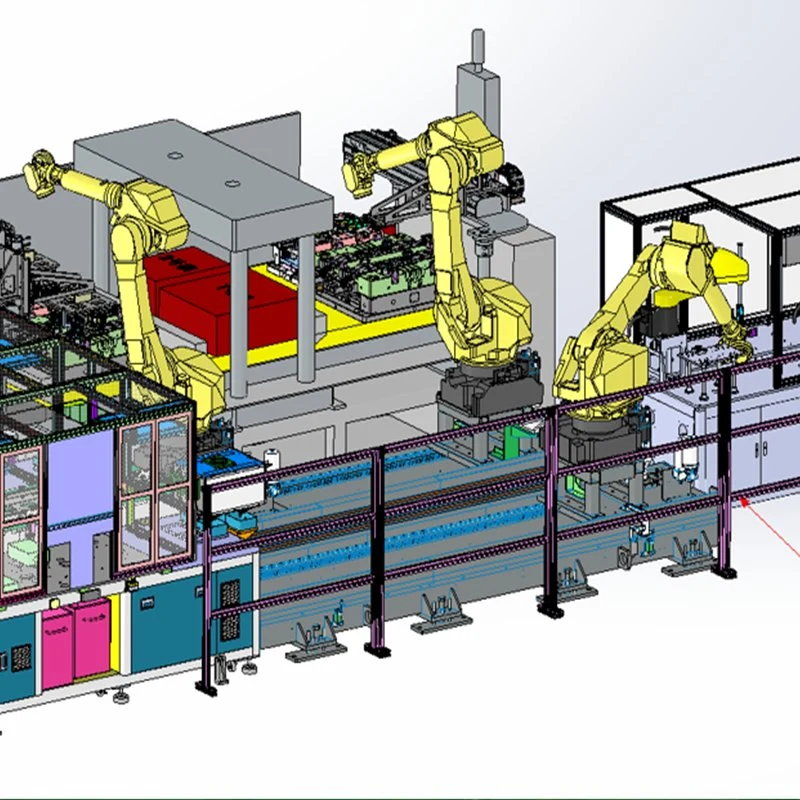
2. Esquema do programa
2.1 renderização do programa:
2.2 tamanho do esquema:
Tamanho da disposição posterior (C * L * a): 19500 mm * 9000mm * 3200 mm
Tamanho da disposição dianteira (C * L * a): 13000mm * 6000mm * 2300mm
3. Introdução ao módulo de função
3.1 Estação de colagem de Ceaning
3.1.1 Descrição do equipamento:
Introdução da estação de limpeza e colagem: 1. Depois de o trabalhador colocar a célula da bateria na correia transportadora de alimentação, o equipamento pode concluir automaticamente a limpeza e colagem; 2. Batimento do equipamento: 12PPM;
3.1.2 parâmetros do equipamento:
Nome | Parâmetros |
Fonte de alimentação | AC220 V/50 HZ |
Fornecimento de ar | 0.5 - 0,7 milhões |
Tamanho | L2600 mm * L1250 mm * H1800 mm |
Temperatura de trabalho | 5-40ºC |
intervalo de limpeza | X/Y (mm): 300/300 mm |
gama de colagem | X/Y (mm): 300/300 mm |
Velocidade de deslocação | X/Y/Z (mm/conjunto): 300 mm |
repita a precisão | ± 0,02 mm |
Peso | Cerca de 650 kg |
relação de cola | 1:1 |
Mistura AB | Mistura dinâmica |
precisão da colagem | 0,02g, a relação de erro não excede ± 5% |
Sistema do robô | Robô de 4 eixos BOUNTTE |
Modo de funcionamento | segmento de linha ponto a ponto/contínua |
Sistema de colagem | HY |
Sistema de controlo | HY |
Componentes pneumáticos | Airtac |
servomotor | Sistema servo Panasonic |
Sensores fotoeléctricos | Omron |
Potência | POÇO MÉDIO , HENGFU |
Parafuso esférico | TBI |
Guias lineares | HIWIN |
Estrutura | Mecanismo de soldadura Fangtong, soldadura por bancada bloco de ferro, fresa da gantry |
chapa metálica | Estrutura totalmente fechada de chapa metálica , janela transparente |
Contacte-nos para obter mais informações sobre a linha de montagem automática.
3.2 empilhar Tabelas rotativas
3.2.1 Descrição do fluxo de acção:
1. Processo de acção: O robot de empilhamento descarrega e descarrega materiais da linha do transportador do equipamento de colagem e efectua operações de empilhamento na sequência paralela-série das receitas do módulo. Este método de empilhamento pode acomodar de forma flexível combinações de módulos com diferentes receitas em sequências paralelas em série. A sequência de empilhamento é de baixo para cima, e as células e placas isoladoras são alternadas, da célula 1 mão para a placa isoladora 1 mão e, em seguida, para a última célula 1 mão. Durante o processo de empilhamento, um mecanismo de pressão e batimento descendente é simultaneamente pré-pressionado e fixo.
2. A pinça é controlada pelo robô para controlar o mecanismo de preensão e a pinça foi concebida com células de indução fotoeléctricas no lugar. A plataforma de empilhamento de módulos adota um projeto de estação dupla de inclinação fixa. Cada estação contém grampos duplos, que podem colocar duas células ao mesmo tempo. Quando a estação A está empilhando, a estação B executa sincronicamente o trabalho em movimento antes da extrusão, e a estação dupla se alterna, de modo a melhorar a eficiência do empilhamento e do movimento.
3.2.2 Estratégia de mudança explicada:
1. Substituir a pinça da célula: Escolha um cilindro de aperto de longo curso, que pode ser automaticamente compatível com diferentes tipos de células quando se muda;
2. Substituição da pinça da placa de isolamento: O conjunto da ventosa está instalado no perfil de alumínio e a distância entre as ventosas pode ser ajustada manualmente de acordo com a largura da placa de isolamento quando se muda o modelo.
3. Programa eléctrico: De acordo com a sequência de empilhamento paralelo-série de módulos compatíveis, o robot efectua a operação de empilhamento de acordo com o programa de sequência de empilhamento do robot predefinido. Antes de alterar o modelo, o programa de empilhamento do produto que muda de modelo é transferido.
3.3 Introdução ao módulo de funções
3.3.1 Estação de extrusão: Processo de módulo de fila dupla
3.3.2 Estação de extrusão:
3.3.3 Estação de extrusão: Descrição do fluxo do equipamento:
1. Colocar as células coladas pelo robô de manuseamento na posição de descarga da mesa deslizante e a mesa deslizante desliza automaticamente para a posição de extrusão manual;
2. Fixe manualmente ambas as extremidades à placa de extremidade, instale as calhas laterais e, em primeiro lugar, prima o botão de extrusão da direcção da largura para tornar o sentido do comprimento do módulo horizontal; Em seguida, prima o botão de arranque da extrusão, o cilindro aciona a placa superior para extraí-la, quando atinge o comprimento definido, para, insere a correia de aço, pune a correia de aço de plástico e coloca o parafuso em posição;
3. Depois de concluída a instalação, prima o botão Open (abrir), aperte o cilindro para recolher e, em seguida, prima o botão deslizante, o módulo instalado desliza novamente para a posição de descarga e o robot agarra-o no carrinho fixo.
3.3.4 Estação de extrusão: Estratégia de mudança explicada:
Instruções de alteração da ferramenta de extrusão
1. Alteração da garra de manuseamento: É adoptado o mecanismo de fixação servo-parafuso e o programa eléctrico pode ser comutado com uma chave durante a mudança de modelo;
2. Alteração da mesa de extrusão: Escolha um cilindro de fixação de longo curso, que pode ser automaticamente compatível com diferentes tipos de baterias quando se muda;
3. Programa do robô: De acordo com o tamanho do módulo compatível, o robô seguirá o programa de manuseio do robô predefinido. Antes de alterar o modelo, transfira o programa de manuseamento do produto de substituição.
3.4 Introdução de vedação de segurança:
3.4 Introdução de vedação de segurança:
1. A concepção, o fabrico e o controlo da vedação de segurança estão em conformidade com as regulamentações nacionais pertinentes em matéria de segurança da produção, a fim de garantir a segurança do processo de produção.
2. São estabelecidas cercas de protecção, cercas, redes de segurança e outras instalações em locais onde possam ocorrer danos humanos ou na máquina e é efectuada a protecção necessária contra o bloqueio. A trava da porta de segurança deve ser intertravada com o sistema. A porta de segurança é auto-bloqueada e não pode ser aberta quando a linha de produção está a funcionar.
3. Entrar no processo de funcionamento da porta de segurança: Aplicar para entrada - o robot e outros equipamentos estão estacionados numa posição segura - a porta de segurança está aberta - entrar na porta de segurança.
4. Processo de funcionamento para retomar a produção: Sair da porta de segurança - confirmar que não há ninguém na área do equipamento - fechar a porta de segurança, introduzir a palavra-passe de recuperação e a porta de segurança está auto-bloqueada - o equipamento está a funcionar normalmente.
3.5 estação de ensaio de resistência de isolamento:
O teste de isolamento antes da soldadura é realizado premindo todas as sondas através do mecanismo de teste geral e, em seguida, alternando entre a célula e a célula através do relé. Teste de isolamento entre o reservatório e o reservatório; método de ensaio: Todos os pólos positivos em série, todos os pólos negativos em série após o ensaio de isolamento entre os dois pólos e, em seguida, todos os positivos.
Teste de isolamento entre a série do pólo e o alojamento, teste de isolamento entre todas as séries do pólo negativo e o alojamento.
3.6 estação de ensaio de resistência ao isolamento: Descrição pormenorizada do equipamento:
1. Processo de funcionamento: O tabuleiro é levantado e posicionado, a sonda do invólucro é pressionada contra a placa de extremidade ou a placa lateral e os relés da sonda positiva de todas as células estão fechados, pelo que existe isolamento entre o eléctrodo positivo da célula e o invólucro; O eletrodo positivo de todas as células é dividido em dois grupos, um grupo ímpar e um grupo par-numerado, e testar o isolamento entre os eletrodos positivos.
2. Estratégia de substituição do modelo: De acordo com a disposição das células correspondente ao arranjo da plataforma, estabelecer um sistema de coordenadas para as coordenadas da etapa de avanço da fórmula. Antes de alterar o modelo, aceder ao programa de coordenadas de salto de teste, efectuar o teste da primeira peça OK e passar ao modo de produção após a alteração do modelo.
Estação fotográfica de 3.7 pólos:
Introdução da estação de fotografia com mastro:
1. Esta estação toma primeiro o PONTO DE MARCAÇÃO do módulo e , em seguida, toma cada pólo;
2. Depois, vincule as informações da foto com o código do módulo e envie-as para a estação de soldagem a laser.
3.7.1 Detalhes do equipamento:
1. O equipamento é composto principalmente por uma mesa tridimensional, CCD e fonte de luz, tampa de prateleira, pistola de leitura automática de códigos;
2. Processo de acção: Depois de o módulo ser levantado e transferido para a estação de fotografia de pólo através da cadeia de velocidade dupla, a etapa 3D identifica o modelo do módulo de acordo com o código de barras capturado pela pistola de leitura automática de códigos. Encontre a posição e, em seguida, dispare 2 PONTOS DE MARCA na placa de extremidade. Depois de concluído o posicionamento, ele formará um sistema de coordenadas, que será enviado para a estação de limpeza e para a estação de soldagem através do PLC, e a bandeja de ferramentas fluirá para a próxima estação depois de descer.
1. O estágio tridimensional aciona a câmera e o sensor de alcance para tirar fotos e variar, o que pode realizar captura falsa , diâmetro e retidão.
2. Use o gabarito que corresponda para localizar aproximadamente a posição do produto e use uma ferramenta de medição circular para determinar o centro dos dois círculos dentro e fora do anel do pólo para o posicionamento da solda.
3. Método de trabalho: O disparo de palavras conclui estaticamente a medição e o posicionamento, compatível com materiais de cobre e alumínio.
Estação de limpeza de 3.8 pólos
Introdução da estação de limpeza de pólos: Esta estação utiliza robôs e lasers para limpar os pólos;
3.8.1 Detalhes do equipamento:
1. O equipamento é composto principalmente por seis partes principais: Robô, CCD e fonte de luz, capuz, pistola de leitura automática de códigos, telémetro e galvanómetro;
2. Processo de acção: Depois que o módulo é levantado e transferido para a estação de limpeza a laser através da cadeia de velocidade dupla, o robô reconhece o modelo do módulo de acordo com o código de barras capturado pela pistola de leitura automática de código, e o programa do robô ajusta automaticamente a altura e, em seguida, executa a medição de distância e A FOTOGRAFIA DE PONTO DE MARCA. Depois de o fotografar estar concluído, cada poste é limpo automaticamente de acordo com as coordenadas enviadas pela estação de fotografia de vara. Depois de concluída a limpeza, o tabuleiro de ferramentas desce e passa para a estação seguinte.
3.9 Estação de soldadura a laserIntrodução à estação de soldadura a laser:
1. Esta estação toma primeiro o PONTO DE MARCAÇÃO do módulo e calcula o desvio de cada pólo com base nos dados enviados pela estação de fotografia;
2. Todas as posições de soldadura da barra condutora são medidas para a distância e, em seguida, é realizada a soldadura a laser.
3.9.1 Detalhes do equipamento:
1. O equipamento é composto principalmente por seis partes: Mesa tridimensional, galvanómetro, CCD e fonte de luz, cobertura de prateleira, pistola de leitura automática de códigos e telémetro;
2. Processo de acção: Depois que o módulo é levantado e transferido para a estação de soldagem a laser através da cadeia de velocidade dupla, a tabela tridimensional identifica o modelo do módulo de acordo com o código de barras capturado pela pistola de leitura automática de código, e o programa tridimensional da tabela ajusta automaticamente a altura e, em seguida, executa pontos de seleção e MARCAÇÃO. Tire fotografias. Depois de tirar as fotografias, a soldadura da barra condutora é realizada automaticamente de acordo com as coordenadas enviadas pela estação de fotografia de postes. Depois de concluída a soldadura, o tabuleiro de ferramentas desce e flui para a estação seguinte.
3.10 mecanismo de grua com alavanca
3.10.1 explicação das estratégias de transição:
1, descrição da estratégia de substituição do espalhador:
1. Substituição do pino do gancho: O pino do gancho e a placa de ligação têm de ser substituídos manualmente de acordo com diferentes modelos de módulos;
2. Alteração na direcção do comprimento: A direcção do comprimento é compatível e o bloco de ligação pode ser ajustado manualmente directamente no perfil de alumínio.
3.11.1 Introdução da plataforma: Explicação da estratégia de mudança
1. Descrição da estratégia de substituição das paletes:
1. Alteração do tipo de direcção da largura: Altere manualmente a posição do batente lateral (a placa inferior do tabuleiro será pré-fabricada com diferentes tipos de orifícios);
2. Alteração na direcção do comprimento: Substitua manualmente a posição da ranhura da placa directamente do bloco frontal.
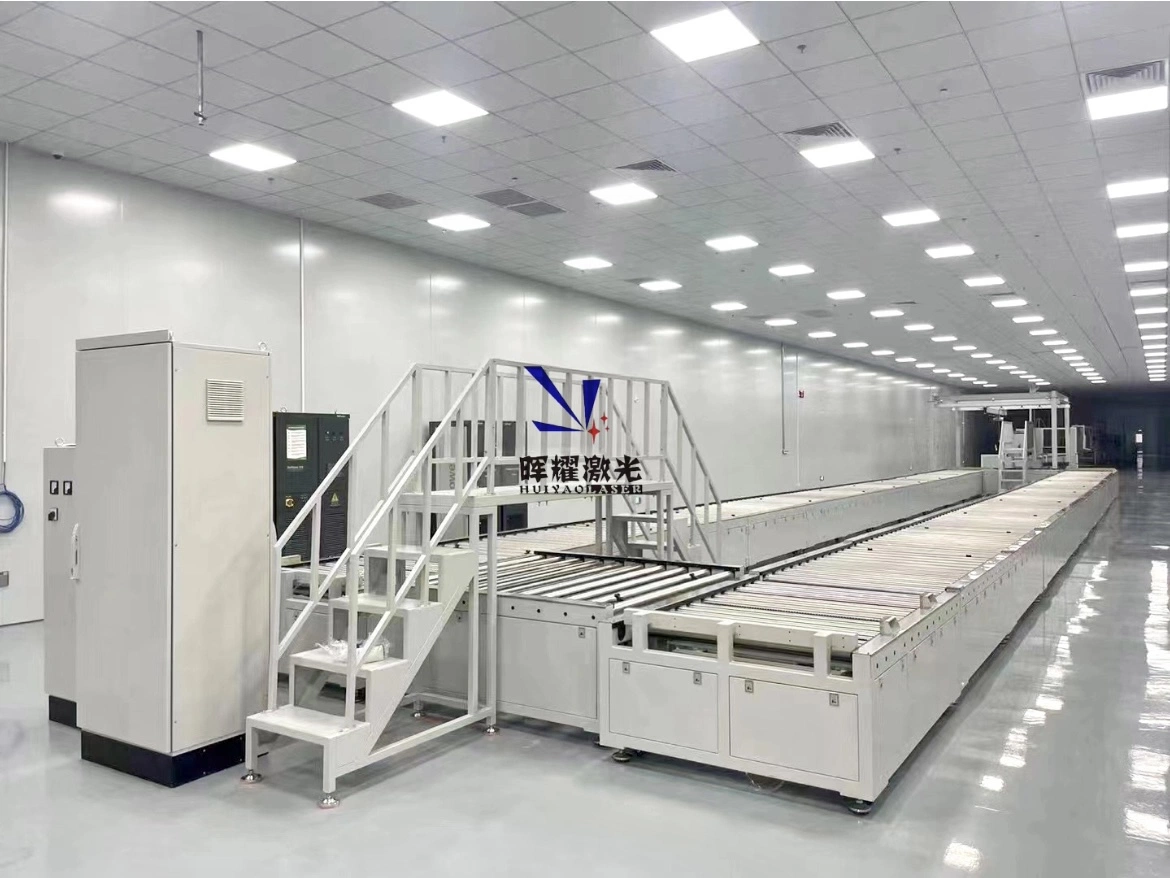
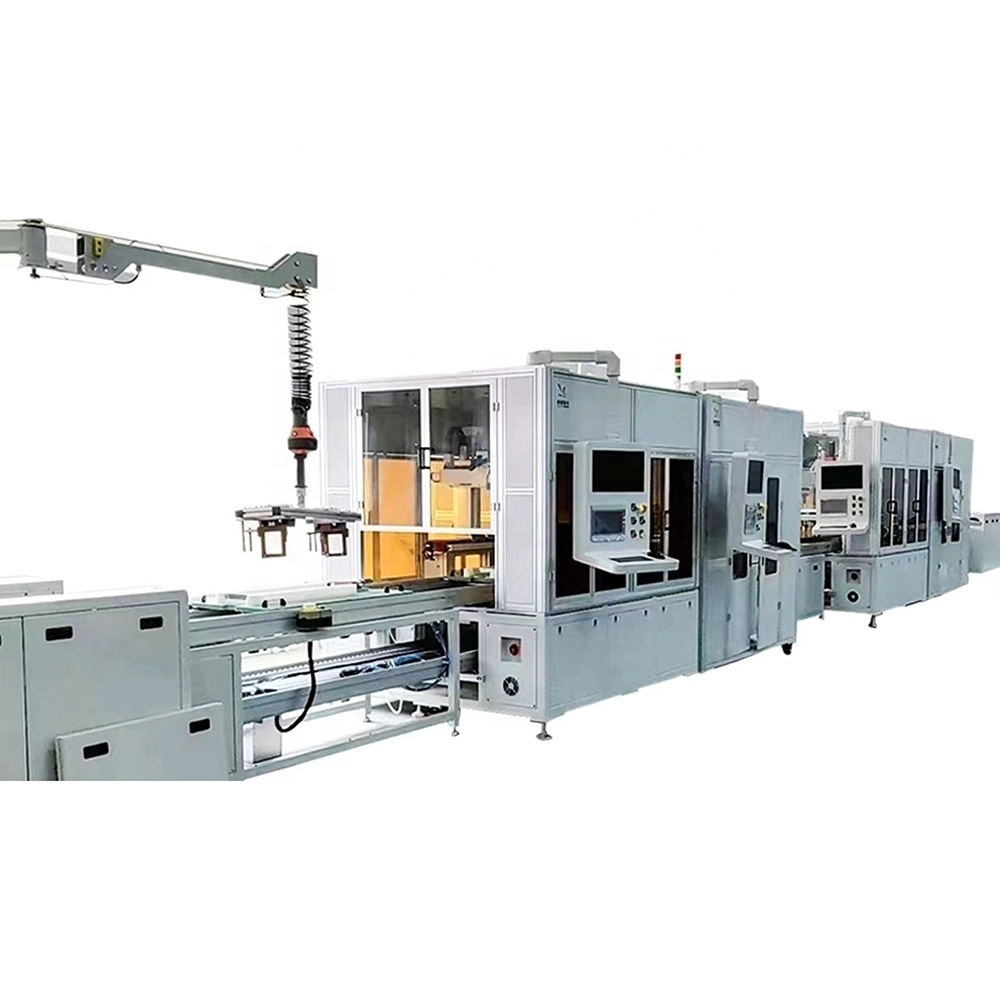
Aplicação da indústria
A linha de montagem totalmente automática do módulo da bateria de lítio é utilizada principalmente na produção de módulos de bateria de lítio de energia novos, módulos de bateria Prismatic, módulos de bateria de armazenamento de energia, módulos de bateria de alimentação e conjunto de soldadura de baterias, etc.
Nossa empresa