Description
Informações do produto: | Os parâmetros técnicos |
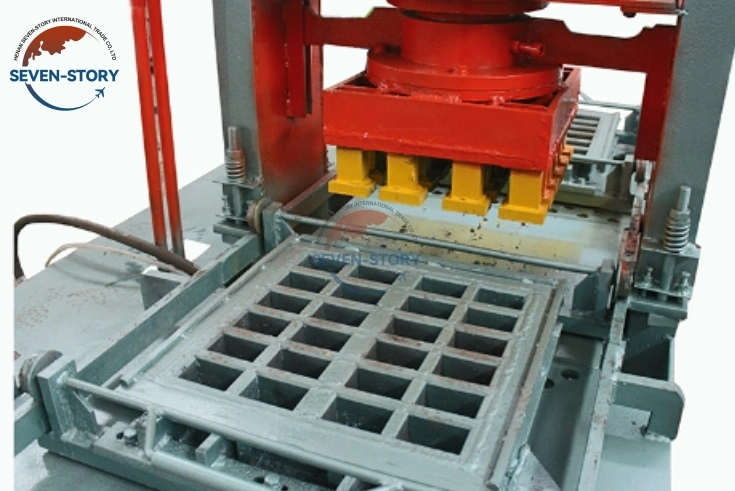
| Caixa do molde tamanho (comprimento x largura x altura) 66QX54QX20 - 24 0mm | 66QX54QX20 - 24 0mm |
| Número de formar blocos (dependendo do tamanho dos tijolos) blocos do espaçador | Pad: 20-00 peças/module
Passeio de tijolos: 20 peças/molde
Massa mista blocos: 3-20 bloqueia l molde |
|
|
| Design da capacidade de produção (dependendo do tamanho do tijolo) |
As pás adesivas:3.5-150.000 yuan/class
Passeio de tijolos: 0.8-30.000 peças/shift
Mistura de blocos de solo: 0.6-35.000 bloqueia/class
200 barras de apoio: de RMB 50.000/class |
|
|
|
| Frequência de vibração | 00 vezes/min - - tempos de 6100/min |
| Força de vibração | Cerca de 22KN |
| Potência de vibração | Y132S 1-12N = 6 KW |
| Bomba de Óleo | Cd32 nível ou então, Q=40 n.Jr, P=!Om p um |
| Cilindro superior | 80 X300 diâmetro da haste 32 |
| Cilindro Lateral | 63 x250 diâmetro da haste 32 |
| Pressão nominal do sistema hidráulico | 27.5 MPa |
| Capacidade Instalada | 14,5kw |
| Especificações de paletes | 680 X535 Xi 5 a 30mm |
| Todo o peso da máquina | Cerca de 4.800 kg |
| No geral as dimensões da máquina | Aproximadamente 6000 X 3500 X2300mm |
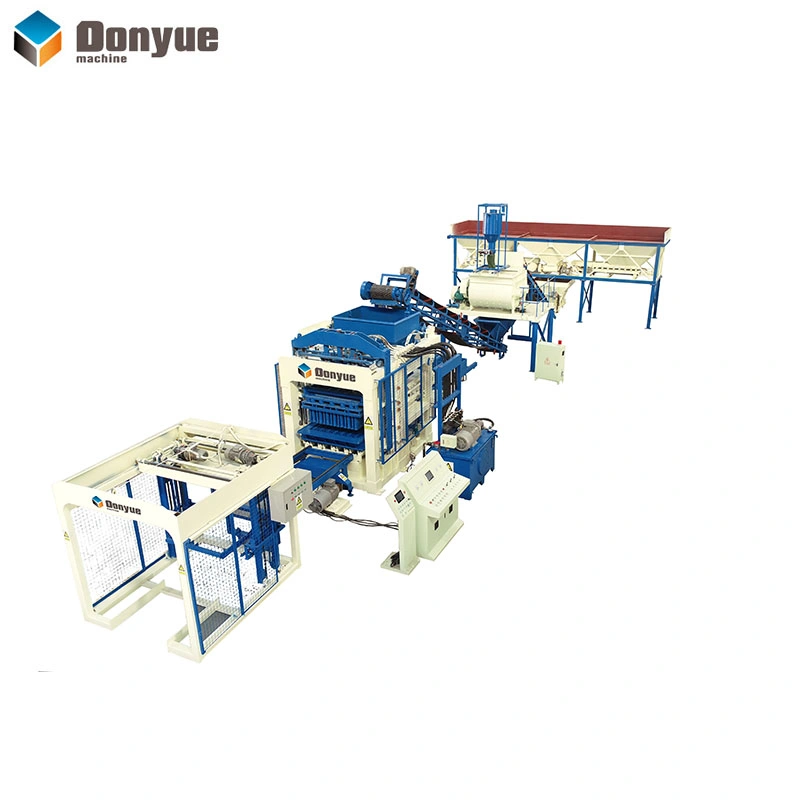
Descrição do produto: o princípio de moldagem e características: QTY3-15 bloco multifuncional formando máquina é um novo produto que combina a pressão hidráulica e vibração. Utiliza principalmente cilindros hidráulicos para completar a alimentação, pressurização e o molde a fração de ações e dá uma certa pressão. O mecanismo de vibração instalado sob a máquina principal vibra em altas freqüências. Seu trabalho específico procedimento é: primeiro eleve o molde superior para o ponto mais alto, baixar o molde inferior ao ponto mais baixo, retirar as gavetas de alimentação para o final, e adicionar o material de fundo para a gaveta do eixo. No interior, puxe o material da parte inferior da válvula de marcha para enviar o material inferior na parte inferior do molde. Neste momento, o botão de vibração do mecanismo de vibração começa a funcionar (vibrar para cerca de 1.5-3.0 segundos). Quando a vibração termina, levante o molde superior para o ponto mais alto; puxe o a distribuição secundária a válvula direcional envia o tecido na parte inferior do molde e retorna. Neste momento, o sistema hidráulico está descarregada. Puxe a pega do molde superior da válvula de marcha para tornar o molde superior cai para o nível de material com seu próprio peso. Puxe o manípulo da válvula de marcha e pressione o botão de formação ao mesmo tempo. , Iniciar a vibração de moldagem. Após a vibração de moldagem de extremidades, puxe a alavanca da válvula de inversão do primeiro molde para levantar o molde inferior até a altura apropriada, e depois puxe a válvula de inversão da parte superior do molde para levantar a parte superior e inferior de moldes para o ponto mais alto em conjunto para facilitar a produção de tijolos. ; Clique em bloco para fora . Neste momento, a placa e o mecanismo de saída começa a trabalhar. A alimentação da placa de sistema envia a palete numa mesa vibradora. Ao mesmo tempo, o formado de tijolos são empurrados para fora da máquina host e enviado para a placa de máquina de descarga, completar um ciclo de dentro e fora das placas. A instalação e a depuração: 1. Instale a máquina de tijolo no lugar conforme mostrado no diagrama básico; ligue a alimentação da máquina auxiliar, a entrada e saída de máquinas da placa com a máquina principal, ajuste a altura e aperte os parafusos de cada lado.
2. Adicione óleo hidráulico até o tanque de óleo até que o nível do óleo pode ser exibido no medidor de nível.
3. Conecte a fonte de alimentação e ligue o interruptor de alimentação na caixa elétrica. Neste momento, o indicador de alimentação está aceso; coloque a alavanca do manual de cada válvula de marcha na posição intermediária para colocar o sistema em um estado de vazio; inicie a bomba de óleo do motor e verifique a rotação do motor de direção (marcha a ré não há pressão de óleo quando virando).
4. Ajuste a pressão do sistema. Pelo menos um grupo de válvulas de combinação não está na posição neutra. Ligar o manómetro de pressão do interruptor e ajuste a válvula de alívio (no sentido horário para aumentar a pressão e anti-horário para diminuir a pressão) até que a pressão do sistema é 5.9-6.3mpa. Porca de bloqueio , feche o manómetro (não é necessário para ajustar o interruptor de pressão com freqüência durante a produção normal. Ela só é aberto quando ajustar a pressão); todas as válvulas direcionais estão em posição neutra quando o sistema for descarregado. O medidor de pressão do índice é "0-1", e a esquerda e direita estão a contrapressão.
5. Gire o manípulo da válvula direcional e observe se o cilindro de óleo está a funcionar normalmente, verificar se a relação entre a cabeça de pressão e o núcleo do molde está correta e se há alguma obstrução no bocal da gaveta de entrada e saída. Afinal são normais, você pode se preparar para a produção.
Utilização operacional 1. Coloque o palete na placa da caixa do alimentador, pressione a placa do botão de alimentação e enviar o palete à mesa vibradora sob a máquina host. Levante o molde superior para o ponto mais alto, baixar o molde inferior ao ponto mais baixo e retirar a gaveta de alimentação. Para o efeito.
2. Adicionar material base: Enviar a matérias-primas misturados de acordo com a proporção em o funil de alimentação do transportador, puxe a base material da válvula de marcha para enviar a base material no molde inferior, pressione o botão de alimentação e o vibrador começa a trabalhar neste momento, a adição de materiais. O tempo é geralmente 1.5-3.0 segundos (ajustada com um relé de tempo). Quando vibrando, a gaveta de alimentação retorna (observe que a camada de material deve ser plana e sem amassados).
3. Adicionar fabric (quando existem produtos que exigem fabricação secundária). Quando o material base drawer retorna para a posição de partida, adicionar o tecido e espalhe. Se houver duas vias da alimentação, você deve baixar a parte superior do molde e pressione para baixo para nivelar a base material e, em seguida, adicioná-lo. O molde está levantada e a gaveta de tecido avança para espalhar o núcleo do molde completamente.
4. Vibração pressurizado molding: Puxe o manípulo da válvula de inversão da parte superior do molde para fazer a cabeça de pressão cai para o nível de material pelo seu próprio peso. Puxe o manípulo da válvula de marcha e pressione o botão de formação ao mesmo tempo para começar a formar a vibração. O tempo de vibração é geralmente controlado em 3 a 5 segundos. O tempo de vibração do embelezador de vibração deve ser ajustada de acordo com a secura e a umidade dos ingredientes para garantir um elevado grau de consistência do produto. Durante os últimos 0,5 segundos da vibração de moldagem, retorne a alavanca de descarga para a posição neutra e implementar vibração pressurizado.
5. Desmoldagem: Após a moldagem de vibração é concluído, mova a alavanca da gaveta da válvula de marcha para a posição de descarga, puxe a alavanca do molde superior da válvula de marcha uma vez para bloquear na posição neutra e mova a alavanca da gaveta da válvula de marcha de volta para a posição neutra. , Puxe o manípulo da válvula de inversão do molde inferior para levantar o molde inferior a uma altura adequada (a mesma altura que o produto moldado), puxe a válvula de inversão da parte superior do molde para suscitar neles o ponto mais alto, e use o molde inferior para os fazer até a saída de tijolos de altura. A fim de produzir tijolos.
6. Saída de tijolo: Clique no botão de disparo e placa do alimentador se empurrar a bandeja vazia no host mesa de vibração e empurre o produto moldado para a placa de descarga. A placa de descarga será então enviar o produto para o pilão de tijolos, e o produto moldado será enviado para o pilão de tijolo. Após chegar no pátio de tijolo, mova suavemente os tijolos para baixo e coloque-os com as mãos. Quando os tijolos de empilhamento, uma camada de areia fina deve ser aspergida sobre a superfície para evitar que grudem. Geralmente, 5-8 camadas são colocados. Para os produtos que não podem ser movidas (tais como núcleo oco de blocos), use os paletes vazios para manutenção e encha o espaço entre paletes com mais do que o produto. altura de pequenos blocos de madeira para o isolamento.
A tecnologia de produção e ingredientes: 1. O local de produção deve ser a mais de 300 metros quadrados, o prédio da fábrica pode ser 100-200 metros quadrados, e deve haver trifásico de alimentação de potência.
2. Em primeiro lugar, preparar alguns vazios para apoiar os tijolos. Você pode usar modelos antigos ou compensado de bambu para cortar. Especificações de palete: 680 x 535x! 5 a 30 mm, quantidade: 1 00 pedaços 0-1500.
3. O cimento deve ser nº 32.5 ou n° 500 cimento com boa qualidade. Se as condições permitirem, alguns cinzas, areia fina, pedras finas dentro de 0,5, e areia grossa podem ser preparados. Pó de pedra também pode ser utilizado directamente, que contém tanto a superfície de pedra e menos finas partículas de pedra.
Perguntas mais frequentes sobre P1: Como posso confiar em sua empresa?
A. Temos excelentes técnicos e equipes de vendas
B. podemos fornecer-lhe a solução perfeita com o menor custo.
C. Todos os equipamentos foram avaliados por um terceiro e tenha obtido patentes nacionais e certificações.
D. sobre máquinas, temos de fazer melhor e questões de qualidade pode ser garantida.
Q2: Como obter o serviço pós-venda?
A. oferecemos garantia de um ano e a manutenção da vida.
B. Se o problema é causado por nós enviaremos as peças sobressalentes gratuitamente.
C. Se for um problema, nós também enviar peças sobresselentes, mas será cobrado.
D. Todas as perguntas, você pode fazer uma chamada diretamente conosco.
Q3:Posso visitar sua fábrica antes de encomendar?
Naturalmente bem vindas para visitar nossa fábrica em qualquer momento.
Q4:. Você pode atualizar o processo de produção de informações em tempo após a colocação do pedido?
Depois que seu pedido for confirmado, manteremos você atualizado com os detalhes de produção com e-mail e fotos.
Q5: podemos ser o agente?
Sim, estamos procurando agentes em todo o mundo, vamos ajudar os agentes para melhorar o mercado e fornecer todos os serviços como a tecnologia da máquina
Perguntas ou outros após-venda problemas, entretanto você pode obter grandes descontos e comissões.
Q6: condições de pagamento?
T/T L/C, a Western Union,
Q7: você aceita o logotipo do cliente e a personalização?
Aceitamos todos os tipos de personalização incluindo logotipo e a máquina.





 Complaint
Complaint