Complaint
Complaint

| 1. Marca Máquinas dobradeira disponíveis | ||
| Amada, Atlantic, adira, Baykal, EHT Darley Beyler,,,,, Bystronic Durmazlar Ermaksann, Gasparini, Guifil, Haco,Imal, LVD Ivan, LVD, Mecos, Megobal, Promecam,trumpfwila,Salvagnini, Safan, Weinbrenner,Yawei, Yangli,JFY,ACL,YSD,ZYMT,ADH,Etc.. | ||
| 2. Vantagens do ferramental LEJIA | ||
| Tomando em consideração os desejos de nossos clientes, a cada dia trabalhamos para satisfazer as necessidades dos nossos Clientes, para aumentar a nossa lista de produtos e ferramentas de qualidade. | ||
| 1).LEJIA produzir ferramentas de flexão do aço de alta velocidade de aço de alta qualidade(42CrMo=SCM440=42CrMo4=4140), as superfícies de trabalho são aterrados preciously, padrão será o endurecimento total de todo o corpo, a dureza pode chegar a HRC47; | ||
| 2).Podemos fazer um endurecimento superficial sobre ferramentas de flexão por laser, a dureza pode chegar a HRC60. | ||
| 3). LEJIA já temos mais de 20 anos de experiência na fabricação de ferramentas de flexão. | ||
| 4).LEJIA ferramenta flexão total de fábrica têm mais de 300 pessoas, o total de cerca de 310 máquinas de processamento de conjuntos de ferramentas de flexão. A maioria das máquinas de transformação são provenientes do Japão e Europen; | ||
| 5).LEJIA dobrando a precisão da ferramenta: Centro Precisão:±0,02mm, Paralela Precisão:±0,02mm, Precisão Vertical:±0,02mm | ||
| 6).Todas as ferramentas de flexão especial será testada por nossas máquinas dobradeira e a análise de amostras antes de enviar aos nossos clientes. | ||
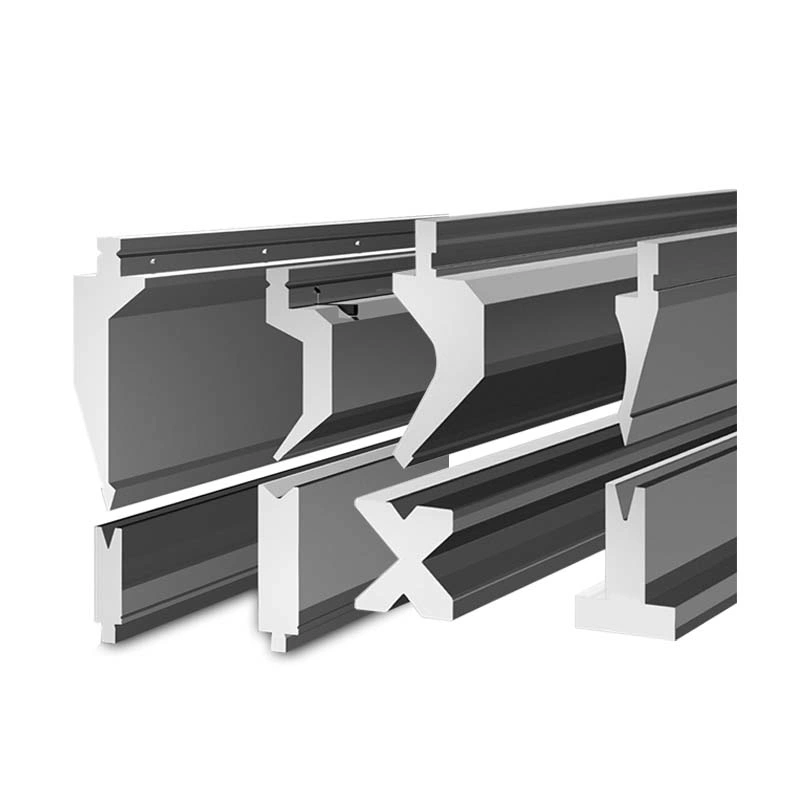
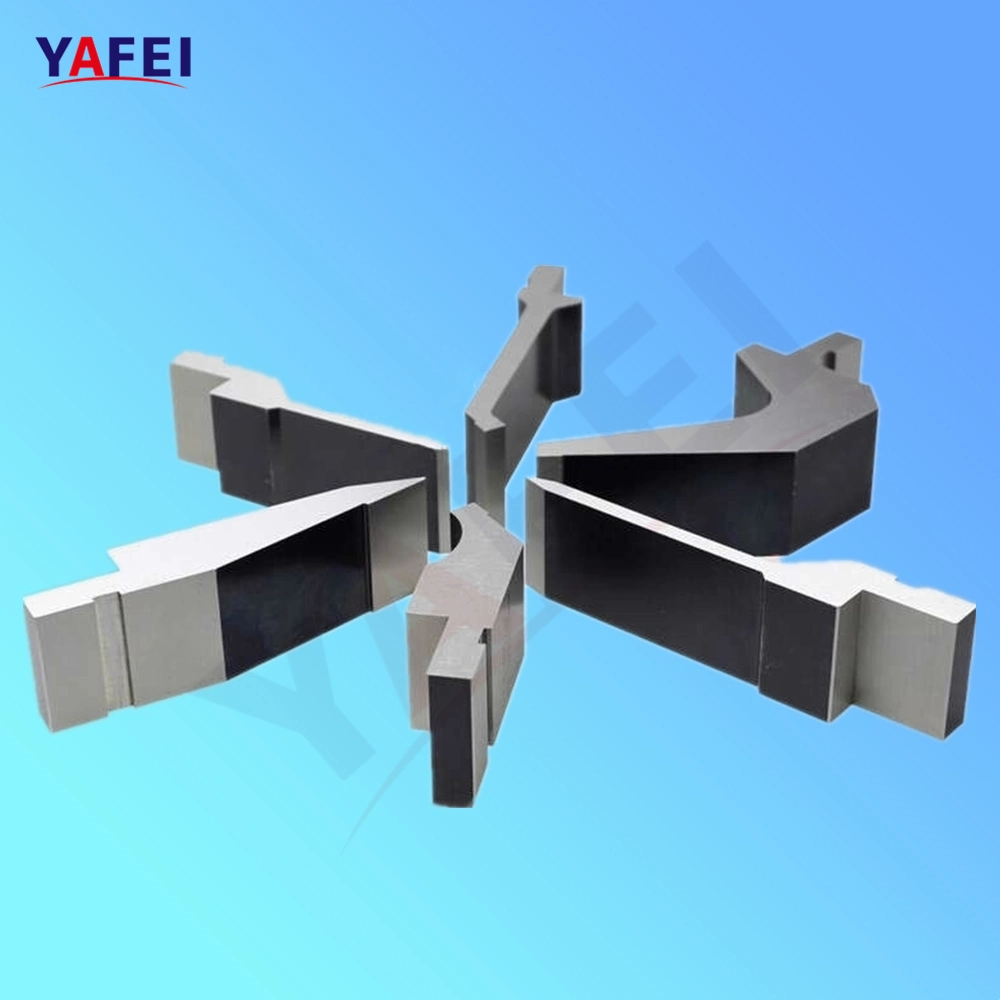
| 3. Tipos de ferramentas dobradeira | ||
| Ferramentas para dobradeira são considerados "primeiro a segurança", e morre com ranhuras de prevenção de quedas são agora a norma. | ||
| Punção típica de tipos de fechamento | Botão de segurança | |
| Dobrar as formas de borda | Punção padrão,PUNCH CISNE,PUNCH reta,PUNCH,Inferior da guilhotina punch,chapa grossa PUNCH | |
| Die típico tipos e métodos de fixação | 1V morrer, 2V morrer, 4V Die | |
| 4. Tipos de comprimento da ferramenta: | ||
| 1).L = 835mm, S = 415mm, uma seção = seção 835mm e B = 800 mm | ||
| 2).550mm, 1050mm,1250mm,2050mm,2550mm,3050mm,4050mm | ||
| 5. Como ler a tabela de tonelagem | ||||
| Verificar o gráfico de arqueação antes de flexão. O gráfico de tonelagem é sempre indicada no catálogo de ferramentas, e também é exibido na máquina como uma placa de identificação Onde é fácil de ver. Basicamente, você pode ler as outras condições de pressão no gráfico abaixo. Conhecer este gráfico de arqueação ou shallowly profundamente irá fazer uma grande diferença na segurança dos trabalhadores e acabamento do produto. Ela afeta muito especificações da máquina, seleção de ferramentas de precisão e qualidade do produto, vamos entender o conteúdo E usá-las para a segurança no trabalho. Em primeiro lugar, leia o seguinte conteúdo da tabela abaixo. 1: comprimento de flange mínimo (b) 2: V-largura (V-abertura) da ferramenta utilizada para flexão (V) 3: tonelagem necessária para curvar a 1m de comprimento (F) [ Direito figura, símbolo do gráfico de tonelagem ] V=V-largura (V-abertura) B = comprimento do flange mínimo Ir = raio de curvatura interna t = espessura do material (Resistência à tracção 40~50kg/mm) *Tensão de rotura de aço inoxidável (Inox) 60~75kg/mm, 25~45Alumínio kg/mm F=parâmetro de pressão par metros (kN/m) | Os valores da tonelagem gráfico são baseadas em "atingir" e "SS material", de modo que a resistência à tracção... Devem ser tidos em conta consoante as condições de transformação.Os valores da tonelagem gráfico são baseadas em "atingir" e "SS material", de modo que a resistência à tracção... Devem ser tidos em conta consoante as condições de transformação. | |||
| 6. Comprimento do flange mínimo | ||||
| Para completar o empenamento, o material deve ser em ambos os ombros do chip para o efeito. O comprimento do flange mínimo é expresso pela seguinte fórmula baseada em flexão de 90°. B=( V/2 ) x √2≒0,7V | ||||
| 7. V A seleção de largura e a configuração básica do ir (R) | ||||
| Largura V | ||||
Método de dobragem | Largura V | Dispõe de | ||
Atingiu | Espessura do Material | Ecause da flexão processo que é usado com mais freqüência, os padrões de ranhuras em V também são finamente dividido. | ||
0.5 - 2.6 | 3.0 - 8.0 | 9.0 - 10 | ||
6×T | 8×T | 10×T | ||
Flexão parcial | 12 - 15×T | Desde um ângulo arbitrário flexão é tomado em consideração, o V-largura é ajustada de modo que dobrando a precisão é facilmente estabilizado. Aproximadamente o dobro do que atingiu. | ||
Sobreposição | 5 - 6×T | O objectivo é reduzir o raio interior e reduzir a quantidade de morder na ponta da punção. | ||
IR (raio interior) | ||||
Método de dobragem | IR (raio interior) | Dispõe de | ||
Atingiu | ≒V/6 | Os valores de base para manter a precisão do seguro e estável, como raio de ponta de perfuração e quantidade de mola. | ||
Flexão parcial | Quando é necessária alta precisão, utilizar uma ferramenta do tipo atingiu. | |||
Sobreposição | Deve ser tomado cuidado ao usar um atingiu morrer porque iR aumenta e a pressurização extra é necessário. | |||