
 Complaint
Complaint

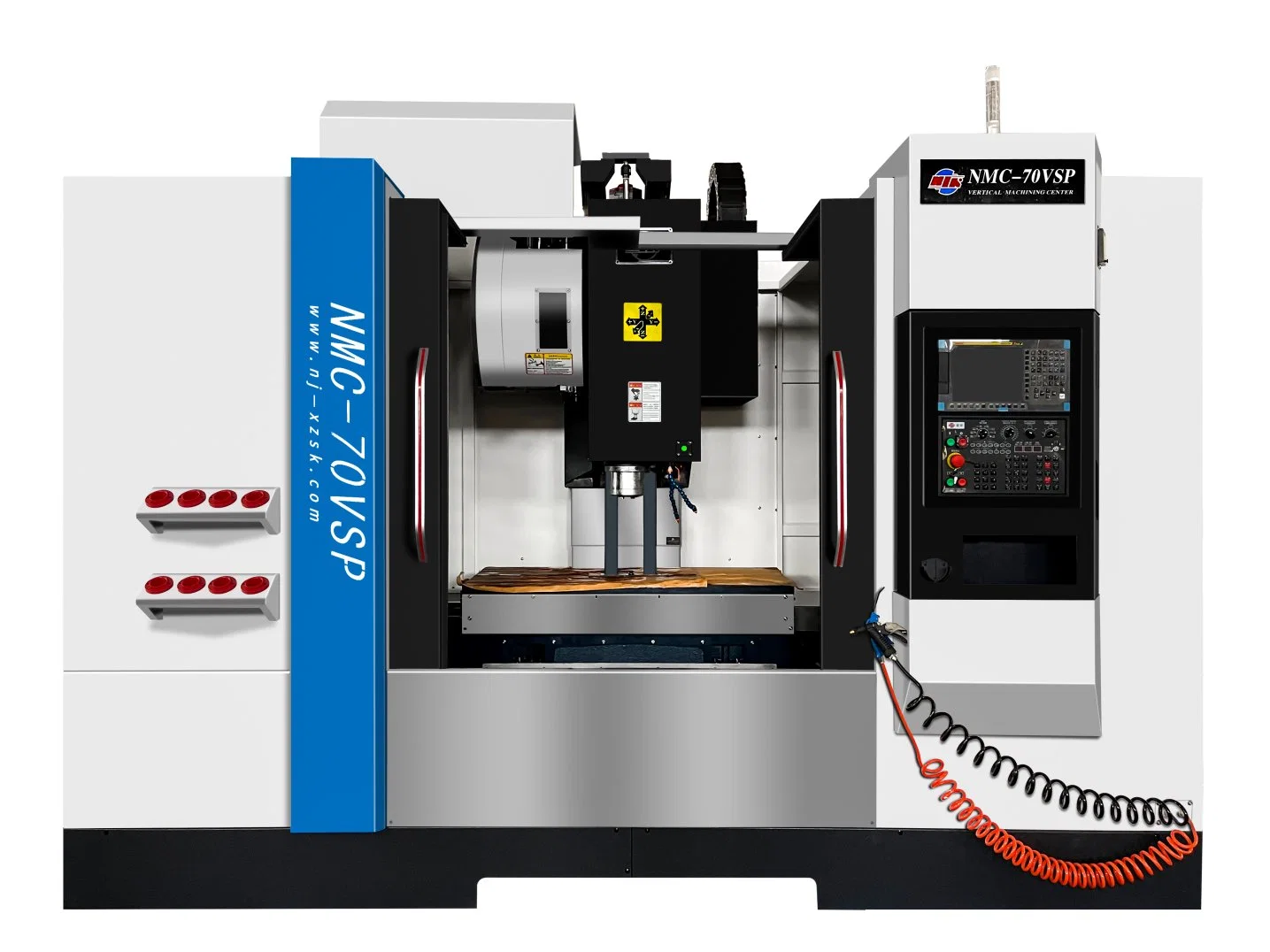
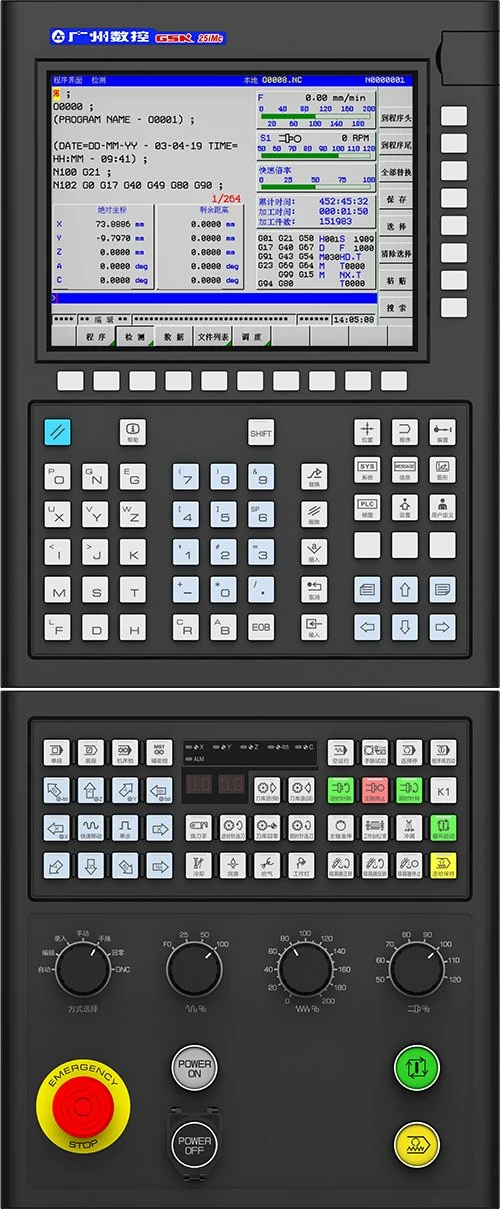
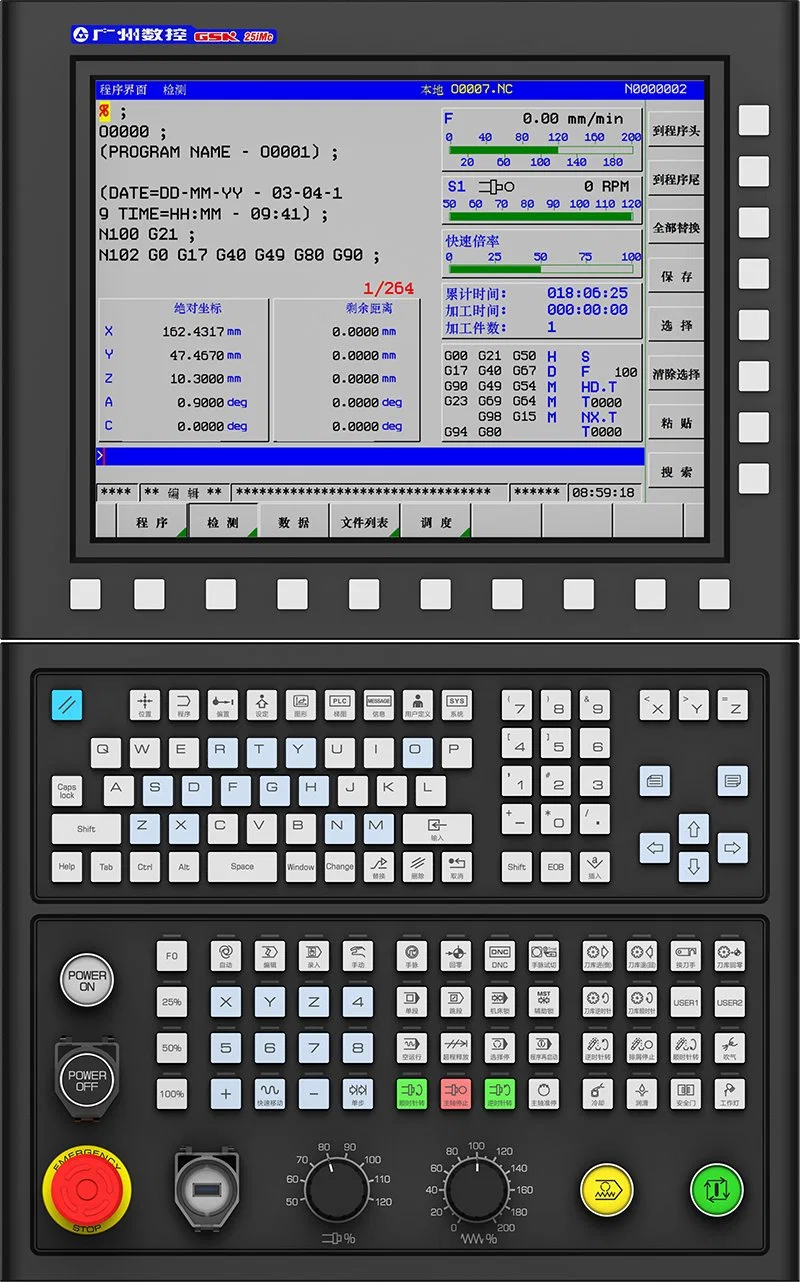
O GSK 25i é uma nova geração de sistema CNC de alto desempenho e alta confiabilidade desenvolvido através de inovação contínua e aprimoramento. Ele integra tecnologias de ponta no campo do CNC hoje, com funções poderosas, operação conveniente e ampla faixa de aplicação.
O GSK 25i possui o controlador CNC de nova geração, velocidade de processamento de dados mais rápida, maior estabilidade do sistema, funções de controle mais fortes, ligação de vários eixos, controle de barramento, alta velocidade, alta precisão e codificador absoluto.| Função de controle de eixo | Especificação | |||
| Função de controle de eixo | ||||
| Número máximo de eixos controlados | 8 eixos de alimentação mais 2 fusos de servo | |||
| Número de eixos de ligação | 4 eixos de ligação | |||
| 5 eixos de ligação | ||||
| Número de eixos PLC controlados | Até 8 eixos | |||
| Controle síncrono do eixo de alimentação | Até 4 grupos | |||
| Controle em malha fechada | Suporte a codificador incremental, absoluto ou régua de grade | |||
| Unidade de instrução mínima | Unidade mínima de instrução IS-B | 0,001mm | 0,0001polegadas | 0,001° |
| Unidade mínima de instrução IS-C | 0,0001mm | 0,00001polegadas | 0,0001° | |
| Unidade mínima de detecção | Unidade mínima de instrução IS-B | 0,001mm | 0,0001polegadas | 0,001° |
| Unidade mínima de instrução IS-C | 0,0001mm | 0,00001polegadas | 0,0001° | |
| Valor de instrução máximo | +999999,9999mm+99999,9999polegadas+999999,9999° | |||
| Velocidade de avanço máxima | Velocidade de avanço máxima de 200m/min | |||
| Aceleração e desaceleração automáticas | Interpolação linear antes, aceleração/desaceleração em curva S, controle de solavanco | |||
| Usinagem de alta velocidade e alta precisão | Interpolação de segmento de linha pequena de alta velocidade G05, suavização de trajetória e até 1000 segmentos de antecipação e leitura antecipada | |||
| Função de controle de 5 eixos (opcional) | ||||
| Função RTCP | Controle do ponto central da ferramenta G43.4 | |||
| Usinagem de superfície inclinada | Usinagem de posicionamento de cinco eixos (3+2) G68.2 | |||
| Alimentação manual de cinco eixos | Alimentação manual no eixo da ferramenta, direção perpendicular do eixo da ferramenta e direção de rotação do ponto central da ferramenta | |||
| Função de programação | ||||
| Formato do programa | Padrão de instrução ISO, nome do programa: 0+4 dígitos, número do segmento N+5 dígitos, G+3 dígitos, valor de coordenada lP 6 dígitos antes do ponto decimal, valor de coordenada lP: 4 após o ponto decimal, S+5 dígitos, T+3 dígitos, M+3 dígitos, F+6 dígitos antes do ponto decimal e F+4 dígitos após o ponto decimal | |||
| Função de interpolação | 48 grupos de sistema de coordenadas básico G52-G59 e sistema de coordenadas estendido adicional (G54.1) | |||
| Sistema de coordenadas da peça | 48 grupos de sistema de coordenadas básico G52-G59 e sistema de coordenadas estendido adicional (G54.1) | |||
| Compensação de ferramenta | Função de compensação de ferramenta C. 400 conjuntos de compensação de ferramenta | |||
| Função de programação | No total, existem mais de 100 instruções G, incluindo 12 ciclos fixos comuns, 19 ciclos fixos especiais e compostos, fresamento de face, rotação do sistema de coordenadas, dimensionamento, espelhamento, medição automática de comprimento da ferramenta, controle do ponto central da ferramenta e comandos de usinagem de superfície inclinada. O número de chamadas de sub-rotina é 4 e o programa de macro do usuário é do tipo B | |||
| Armazenamento de programa | 4GB de memória, até 400 programas | |||
| Função de ponto de referência | G27 retorna ao ponto de referência para verificar: G28 retorna ao ponto de referência; G29 retorna do ponto de referência; G30 retorna aos pontos de referência 2, 3 e 4 | |||
| Função de salto | Função de salto G31 para medição de ferramenta e peça | |||
| Função de controle programável | Limite de curso programável (G22 e G23), entrada de dados programável (G10) | |||