
 Complaint
Complaint

Установкаполностьюавтоматическаялиниясварки( механизмасписок)
| 1 | Автоматическаяобрезкаиполировкамашины |
| 2 | Автоматическаяотверстияперфорациимашины |
| 3 | Автоматическаявнахлестэлектрозаклепкамичерезравныемашины |
| 4 | РазъемAutoamtic сварочныйаппарат |
| 5 | Автоматическаяручкасварочныйаппарат |
| 6 | Автоматическаянижнейчастиоснованиясварочныйаппарат |
| 7 | Тегсварочныйаппарат |
| 8 | Автоматическаяпродольногошвасварочныйаппарат |
| 9 | - Режущиепластиныиполировкамашины |
| 10 | Двойнойузелголовкиблокацилиндровитабличкусваркой |
| 11 | Двойнаяголовкапериферийнаяшовсваркимашины |
Двойнаяголовкапериферийнаяшовсваркимашины:
Автоматическаяпродольногошвасварочныйаппарат
Ручка/нижнейчастибазовойлиниисварки
Ii.Техническиепараметры:
A.Автоматическаяобрезкаиполировкамашины
Этамашинаиспользуетсядляверхнихинижнихкрепежныхфрезерованиякромкасваркачастикосмическогопространствадляполировки.Главныйвалдвигателя5.5KW, полировкадвигателя- 1,5 КВТ.
МашинаиспользуетчетыреколонкигидравлическиеспециальноеприспособлениеструктурыуправленияЧПУсЗУ, загрузки/разгрузкиспомощьюмеханическогорычага, центрвращенияпресс-формыприводитсявдействиеотдвигателяиредуктора, крышкуприводитсявверхнейчастицилиндрамасладляпоискаинажмитеназаготовку, гидравлическаясистемадисковкосмическогопространствадлякормленияотвала, внешнийотвалследующимобразомвнутреннейBlade блюдонаглавныйваликрепежныедеталидлявращенияирезки.Сторонаполировальноймашины, полировкаблюдобудетEnter дляудаленияпылиповерхнейзонысварки, затемвращенияфрезерногоиполировказавершитьвтожевремя.Внешнийотвалиполировкаблюдо, главныйцилиндрсприводомотползункасбросиподдержкеPlaaet будетподниматьсянаверхнююкрышкуиFlash.разгрузочныймеханическийрычагперемещаетсявцентрпресс-формыдляудаленияWorkpiecce наБлижнемтранспортера, азатемперенестивотверстияперфорациимашины.Внутреннийивнешнийотвалиспользуетвысокиеизносостойкиеотменноездоровьеумираютстальнойматериал, продолжительныйсрокслужбы, егоможноповторноиспользоватьпослеобработкиповерхностишлифовальныйстанок,внутреннийивнешнийотвалзазор0 ммрасстояниемеждурежущимвовнешнююивнутреннююотвалаотвал0,2мм.
2 Установкаоборудованиянезависимойгидравлическойстанции№1 и№4, пластинчатыйнасос, 11КВТ.Каждаягидравлическаястанцияподачимаславцилиндрымасладвакомплектаоборудования, ползунокприводаподъемаивнешнийотвалсброспитания, рабочеедавлениемашиныустановитезначение:внешнийотвал9 Мпа, ползунок(крышка):9Мпа.
B.Автоматическаяотверстияперфорациимашины
Этамашинаиспользуетсядляверхнихкрепежныхотверстияперфорации.
МашинаиспользуетчетыреколонкигидравлическиеспециальноеприспособлениеструктурыуправленияЧПУсЗУ, погрузки/разгрузки, механическиеузлыиагрегаты, Механическиеузлыиагрегатырычагбудетвыйтипосленажатияназаготовкувподдержкуподдона, ползунокпадениеприводитсявверхнейчастицилиндрамаслопоступаетподвинтысголовкамивнижнююпресс-форм, вверхнейчастиформынепрерывноеперемещениевниздоконцаотверстияперфорацииисборметаллоломавсовокупныхокночерезнижнееотверстиевцентрепресс-формы.Вверхнейчастипресс-формыиползунокзадержкисброса, моряиверхнююкрышкунаместо, механическиеузлыиагрегатырычаганеперейдетвцентрпресс-формыдляснятиязаготовкинаБлижнемтранспортера, азатемперенестикразъемусварочныхработиполировкамашины.
Оснащены№5, гидравлическойстанции1, плунжеранасоса.Настройкадавления- 16 Мпа
C.Разъемсварочныхработиполировкамашины
Этамашинаиспользуетсядляверхнююкрышкугнездасваркиисваркичастьполировки.ОснащениясPanasonic ярдов-350GL4 сварочногоаппарата1, водяногоохлаждениясварочнойгорелкой1 ПК, 8L автоматическийциклохлажденияводыврезервуаре1.Главныйвалдвигателя- 0,75 КВТ.Полировкадвигателя- 1,5 КВТ, оснащениясрешеткой.
Машинаиспользуетчетыреколонкигидравлическиеспециальноеприспособлениеструктуру, погрузки/разгрузки, механическиеузлыиагрегаты, переднегорычага- этогнездосварки, сзади- внутреннейшлифовки, центрвращенияпресс-формыдисковспомощьюэлектродвигателярегулировкискоростиподатчику"Мицубиси".Установитевинтысголовкойподторцевойключвверхнееотверстиевцентревручную, вверхнейчастицилиндрамаслодискиползунокпридвижениивниз, зажимазаготовки, найдитеинажмитекнопкуодинраз.Послезапускаавтоматическогорабочейпрограммы, пресс-формыпривращенииWorkpiee сварочнойгорелкойканалывиавтоматическойдуговойсварки.Втожевремязавнутреннейшлифовкиблюдоперемещаетсязапределами, полировкаверхнейкромкисварки.Исваркиполировказакончитьвтожевремя.Послеэтогомаслоцилиндрасбросазаготовкиподнимаетсянаместе, механическиеузлыиагрегатырычаганеперейдетвцентрпресс-форм, снимитезаготовкуипередачаданныхкручкесварочныйаппаратнаБлижнемконвейера.
Установитегидравлическуюстанцию№6, 1,, 5.5KW лопастногонасоса.Настройка:падениедавления4 Мпа- 9 Мпа.
Разборкаавтоматическойобработки, сварочногоаппарата1,
ЭтамашинаиспользуетсядляверхнихкрепежныхHadnle сварки.Установитетринаборасварочнойгорелкой, 3 сварщиковзакончитьводинмоментвремени.ОснащениясPanasonic ярдов-350GL4 сварщиков3 комплектов, сварочнойгорелкой3 штук.Главныйвалдвигателя0.4KW, срешеткой.
МашинаиспользуетчетыреколонкигидравлическиеспециальноеприспособлениеструктурыуправленияЧПУсЗУ, погрузки/разгрузки, механическиеузлыиагрегаты, Двигательприводитвдвижениевращениязаготовки.Вручнуюустановитеручкувверхнейчастиформыцентральноеположениекоторыхустанавливаетсямагнит, механическиеузлыиагрегатызагрузкирычагавыйтипоследоставкииверхнююкрышкувцентральномположении, маслопадениецилиндраприводитвверхнейчастипресс-формыинажмитенаверхнююкрышкувположенииавтоматическойрабочаяпрограммазапускается, Центрпресс-формыпривращениизаготовкитрисварочнойгорелкойкормлениявтожевремяавтоматическойдуговойсварки.Послезавершенияцилиндрамаслосбрасывается, изаготовкаподнимаетсянаместе, механическиеузлыиагрегатырычаганеперейдетвцентрпресс-формыдлякрепленияверхнейкрышкииустановитьнаБлижнемтранспортер, затемпередачивсбореиточечнойсварки.
Установите№7, гидравлическойстанции, 5.5KW лопастногонасоса.Настройкадавления:принажатиинакнопку4Мпа- 9 Мпа.
Е.автоматическаявнахлестэлектрозаклепкамичерезравныемашины
Машинаиспользуетсядлянижнихвинтасфрезерной, внахлестэлектрозаклепкамичерезравныеинаружноешлифование.Главныйвалмотора, полировка5,5KW 1,5 КВТ.
МашинаиспользуетчетыреколонкигидравлическиеспециальноеприспособлениеструктурыуправленияЧПУсЗУ, погрузки/разгрузки, механическиеузлыиагрегаты, Двигательприводитвдвижениецентравращенияпресс-форм, вверхнейчастимаслаприводацилиндравверхнейDeflectable специальноеприспособлениеблоказажимазаготовки, гидравлическаясистемаприводитвдействиекосмическогопространствадлякормленияотвалавинижниевинтысвращающимсяивнахлестэлектрозаклепкамичерезравные.Fter внахлестэлектрозаклепкамичерезравные, внешнийотвалсбросиглавныйцилиндрдисковспомощьюползункасброс, поддержкаподдонподнимаетсянижнююкрышкунаместо.Рычагмеханическогоразгрузкипоступаетвцентрпресс-формыдляснятиязаготовкинаБлижнемтранспортер, затемвнижнейчастиоснованиясварочныемашины.Внутреннийивнешнийотвалиспользуетвысокиеизносостойкиеотменноездоровьеумираютстальнойматериал, продолжительныйсрокслужбы.
Установите№2, гидравлическойстанции, 5.5KW лопастногонасоса.Вовремядвиженияспомощьюползункаподъемивнешнийотвалподачиисброса.Настройкадавления:рабочеедавление9 Мпа, внешнийотвал9 Мпа, ползунок(крышка) 9Мпа.
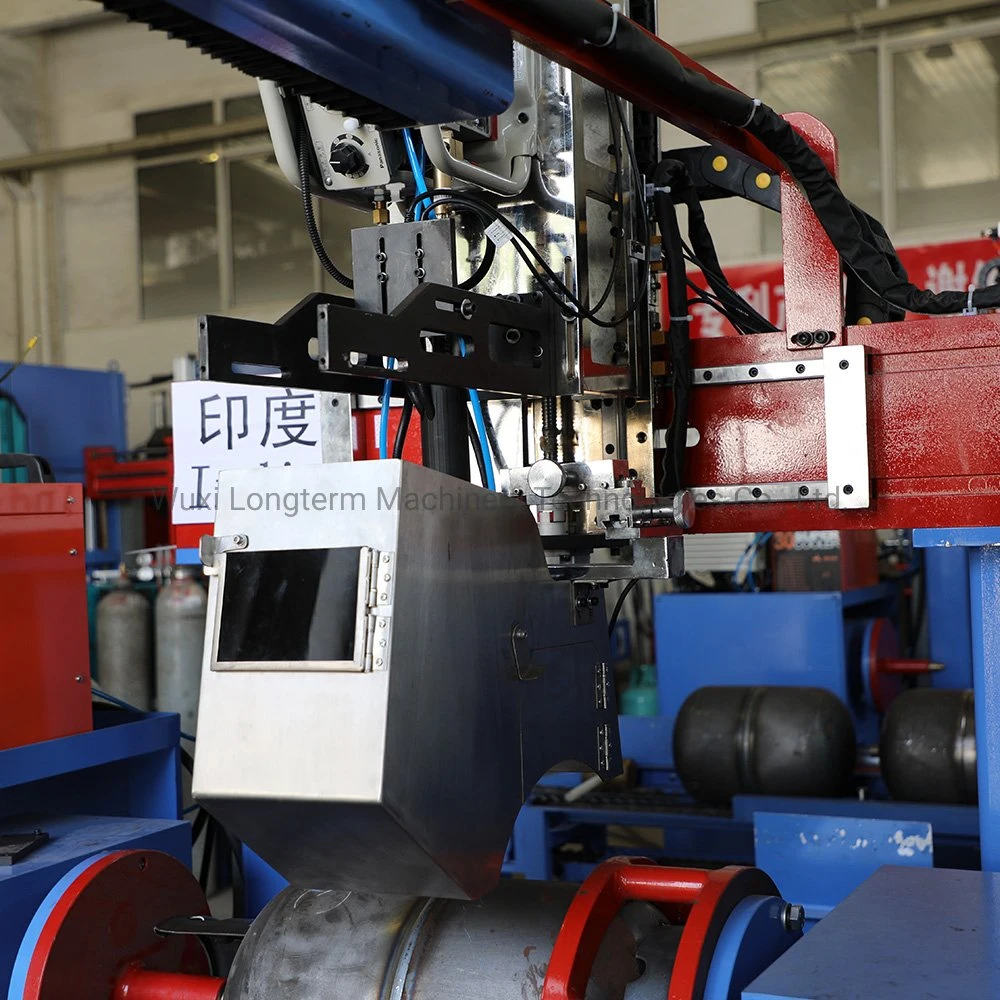
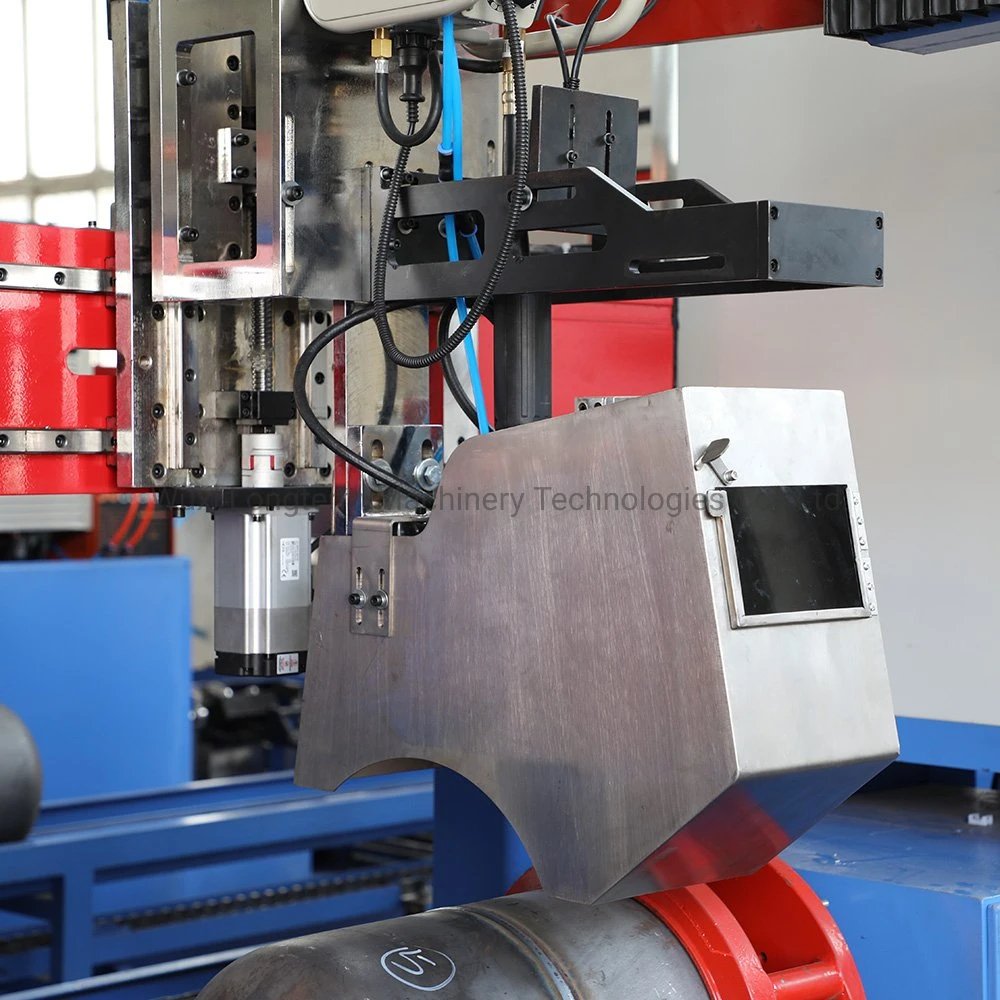
F.автоматическаянижнейчастиоснованиясварочныйаппарат
Этамашинаиспользуетсядлянижнихвинтаснижнейчастиоснованиясварки, оснащениястремясварочнойгорелкой, 6 сварщиковможетбытьзавершенавдвараза.ОснащениясPanasonic ярдов-350GL4 сварочногоаппарата3, сварочнойгорелкой3.Главныйвалмотора0.4KW, срешеткой.
МашинаиспользуетчетыреколонкигидравлическиеспециальноеприспособлениеструктурыуправленияЧПУсЗУ, погрузки/разгрузки, механическиеузлыиагрегаты, Двигательприводитвдвижениевращениязаготовки.Вручнуюустановитенижнийбазывверхнемцентральномположениипресс-форм, которыйустанавливаетсянамагните.Рычагмеханическойнагрузкизакрываетсяпослеотправкииверхнююкрышкувцентральноеположение.Цилиндрмаслападаетвнизприводитвверхнейинижнейчастипресс-формыдлянажмитенаверхнююкрышкувположенииавтоматическойрабочейпрограммызапуститеЦентрпресс-формыпривращениизаготовкитрисварочнойгорелкойкормлениявтожевремяавтоматическойдуговойсварки.Послесварки, цилиндрмасласброситьзаготовкаподнимаетсянаместе, механическиеузлыиагрегатырычаганеперейдетвцентрпресс-формыдлякрепленияверхнейкрышкииустановитьнаБлижнемконвейера.
Установите№3, гидравлическойстанциипластинчатыйнасос, 5.5KW, настройкадавления:принажатиинакнопку4Мпа, 10 Мпа.
G.Ассамблеииточечнаясваркамашины
Машинаиспользуетсядлясборкииверхнююинижнююкрышку, вертикальноготипа.Цилиндрвоздуханажмитекнопкуустановкиоснащенынажмитеголовкишатуна, используетсякакдля9 кги14кг, заменитешатункпереключателю.Вручнуюустановитенижнююкрышкунаплатформе, рядомспозиции, переведитеручкувверхнейчастисошникаспротивоположнойкнижнейчастиоснованиядляточечнойсварки, азатемвсбореиверхнююкрышкувнижниекрепежныедеталидлябега, откройтеклапанручногоуправления, вышецилиндранажмитенажмитенагнездеголовкиблокацилиндров, автоматическаянажмитенаверхнююинижнююкрышку.Проверьтепреднатяжительпояснойлямки, принеобходимостииспользуйтедеревянныймолоток, нажмитенаколенях, сделатьегоболееближе, послесборки, ручнаяточечнаясварка, о2~3 сварщиковнаодинкруг.Послесварки, вручнуюпереместитецилиндрнапогрузочныйтранспортер, рукоятканаходитсявпереднейинижнейчастибазывпозади, АссамблеейиточечнаясваркамашиныоснащеныSuperTIG-315 ручнойдуговойсварочногоаппарата1.
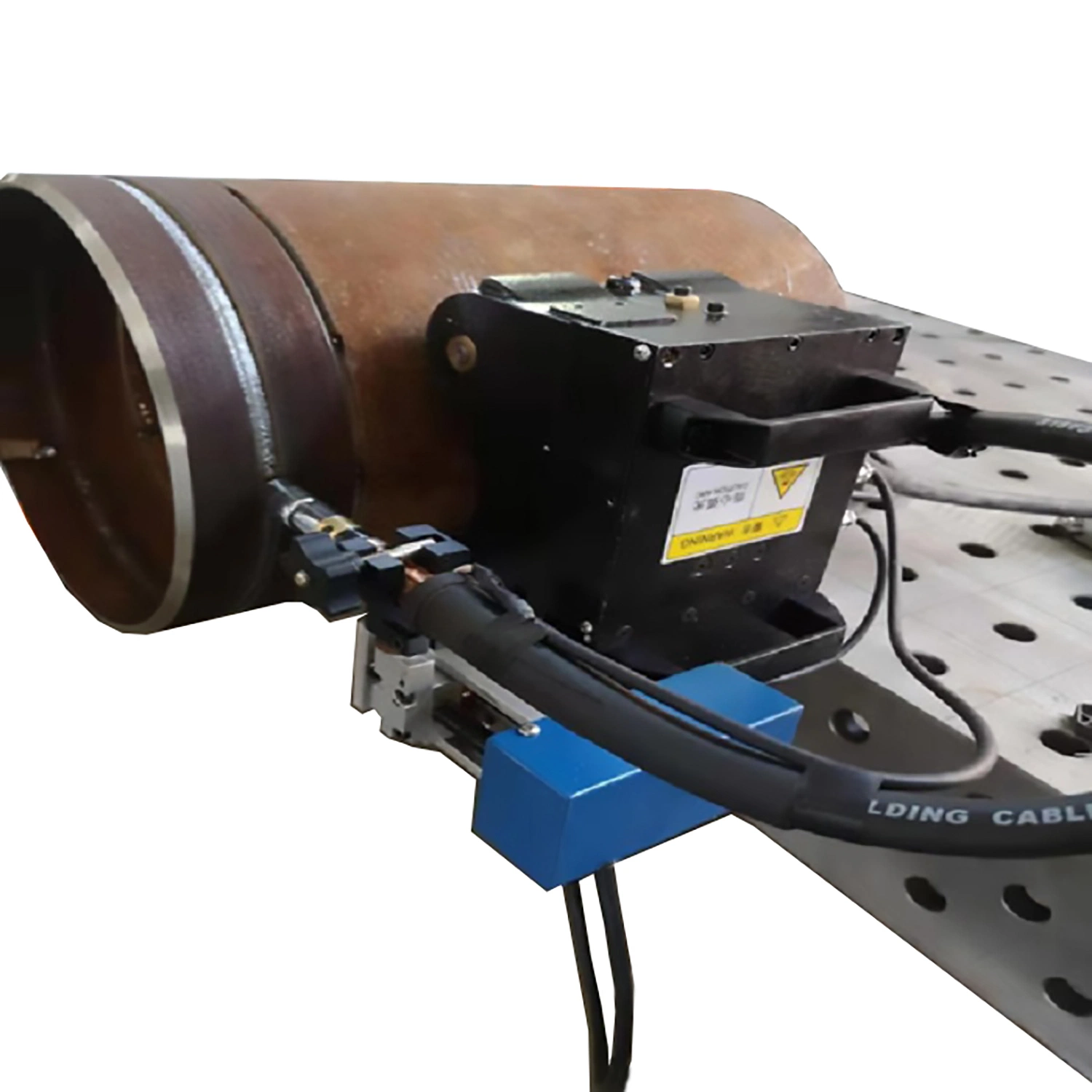
H.автоматическаяпериферийнаясварочныйаппарат
Машинаиспользуетсядлякольцевогосваркивверхнейинижнейкрышки, уголокдлясварщикавидениесистемыслежения, завершитепериферийнаясваркиавтоматически, полностьюавтоматическаяиоператоранеткаждыйпакетпредоставляетсPanasonic ярдов-500GS сварочногоаппаратанавысокойскорости1, водяногоохлаждениясварочнойгорелкой1, 8L кругбакасистемыохлаждения1.Уголокдлясварщикавидениесистемыслежения1.ЭлектроннаясистемауправленияиспользуетMitsubishi спрограммируемымлогическимконтроллеромуправления, pro-face цветнойсенсорныйэкраноперациинаэкране.
МашинаиспользуетГоризонтальныедвойныеприводныевалыструктурыглавноговалаинижнеговала- этоодинитотжецилиндрвоздухаприводитвдвижениеподачи, напротивперемещениеспомощьюзажимадлязажимаилипотериWorkpie.Главныйвалприводитвредукторчастотывращенияколенчатоговаладвигателя, регулировкаскоростиподатчику"Мицубиси", главноговаламощностьэлектродвигателя- 0,75 КВТ.Главныйвалинижнийвалснезависимымисваркипресс-форм, сварочнойгорелкойможетбытьотрегулировановнаправленииосицилиндра, точнаянастройкавсварочнойгорелкой, precision точнойнастройкесварочнойгорелкойположение.Машинаимеетсварочныйаппаратвидениесистемыслежения, X/Y валнадвааспектаслеженияприводитвдвижениесварочнойгорелкой, X-валашаговогодвигателя6 Н·м, Y-валашаговогодвигателя12 Н·м).Машинаимеетвыпускнойтрубопроводдлясосредоточенияивыхлопногодыма.Установитемагнит, механическиеузлыиагрегатырычагустройства, трирабочихположенияустройствазагрузки/разгрузкиипогрузки/разгрузкиразгрузочныйтранспортер, кабельномканале.
Примечание:1.) дугиположениекольцевогосваркидолжнывтойжестрокевнижнейчастиоснованиядлясварки;2.) передтемкаквыключитьпериферийнаясварочногоаппарата, следуетотключитьвиденияTracker, затемвыключитепериферийнаяоборудования.
Iii.Оборудованиеработаетвклиентовзавод
Iv.Преимущества