


 Complaint
Complaint

Методы литья медных и медных сплавов
| Класс материала (ГБ) | Основные характеристики | Области применения |
| ZCuPb10Sn10 | Качество смазки, износостойкость и коррозионностойкие характеристики являются хорошими, пригодными для биметаллических литых материалов | Давление на поверхность высокое, и существует боковое давление скользящего подшипника, такое как качание, использование в автомобиле подшипника, пиковые нагрузки 60 мпа ударных частей, а также самый высокий пик пиковой нагрузки 100 мпа биметаллической втулки подшипника двигателя внутреннего сгорания, и комплекты поршневых пальцев, накладки и т. д. |
| ZCuPb15Sn8 | При отсутствии смазки и использовании смазочных материалов качества воды, скольжения и смазки, свободной резки, отливки плохо, так как разбавленная серная кислота устойчива к коррозии является хорошей | Поверхностное давление высокое, и боковое давление подшипника, медная труба охлаждения может быть изготовлено из холодной прокатной стана, ударная нагрузка до 50 мпа деталей, двигатели внутреннего сгорания биметаллического подшипника, в основном используемые для самой большой нагрузки 70 мпа комплекта поршневых штифтов, кислотостойкие принадлежности |
| ZCuPb20Sn5 | При более высоких скользящих характеристиках, при отсутствии смазочного материала и воды, как среды, особенно хорошие самосмазывающие характеристики подходят для биметаллических литых материалов, коррозионностойкой серной кислоты, легкой резки, литья плохо | Высокая скорость скольжения подшипника, дробилки, водяного насоса, подшипников холодной прокатной стана, нагрузка на поршневой палец 70 мпа |
| ZCuPb30 | Хорошо смазывать, свободно резать, отливка плохо, легко производить гравитационное разделение | Высокая скорость скольжения биметаллического вкладыша подшипника, изнашиваемых деталей и т. д. |
| ZCuZn25Al6Fe3Mn3 | При высоких механических свойствах качество литья хорошее, хорошая коррозионная стойкость, имеет тенденцию к коррозии под нагрузкой | Подходит для высокопрочных изнашиваемых деталей, таких как мостовые пластины, гайка, винт, износостойкая пластина, ползун, и червячная передача и т.д. |
| ZCuZn26Al4Fe3Mn3 | Благодаря высоким механическим свойствам качество литья хорошее, в воздухе, воде и морской воде устойчивы к коррозии, можно сварить | Требуются детали, устойчивые к коррозии и высокой прочности |
| ZCuZn38Mn2Pb2 | Обладают более высокими механическими свойствами и хорошей коррозионной устойчивостью, устойчивостью к абразивному воздействию, хорошей производительностью резания | Конструкция общего назначения, корабль, внешний вид инструмента, простой отливка с использованием таких элементов, как втулка, втулка, подшипники, ползун и т.д. |
| ZCuZn40Mn3Fe1 | Высокие механические свойства, хорошие свойства литья и обрабатываемость, а также в воздухе, воде и воде имеют хорошую коррозионную стойкость, имеют тенденцию к образованию трещин от коррозии | Детали коррозии морской воды, фитинги труб и температура ниже 300 °C, производство и другие крупные литые детали винтовых компрессоров Marine |
| ZCuZn33Pb2 | Структурный материал, температура подачи 90 °C при хорошей стойкости к окислению, электрическая проводимость около 10 ~ 14 мс/м. | Корпус газо- и водопровода, машиностроение, электроника, прецизионные приборы и оптические приборы комплектующих |
| Другие стандарты и материалы | ASTM, JIS, AISI, EN, BS; Марганцевая латунь: C86300 и т.д.; Бронзовый олово: C83600, C93200, CuSn12, CuSn7Zn4Pb7 и т. д.; Алюминий-бронза: C62900, C95400, C95500, CuAl10Fe5Ni5 и т. д. | |
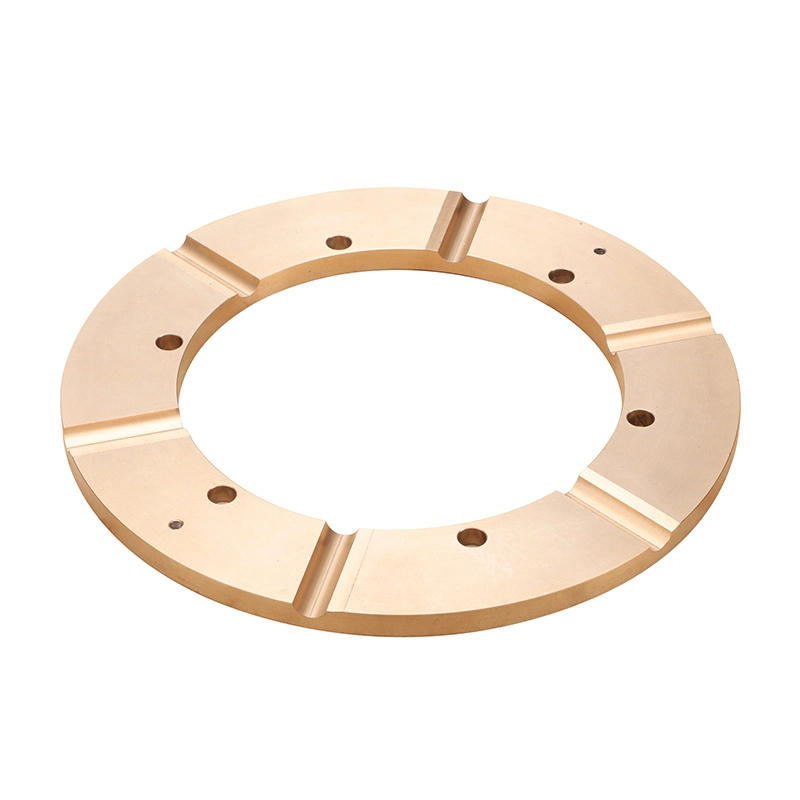
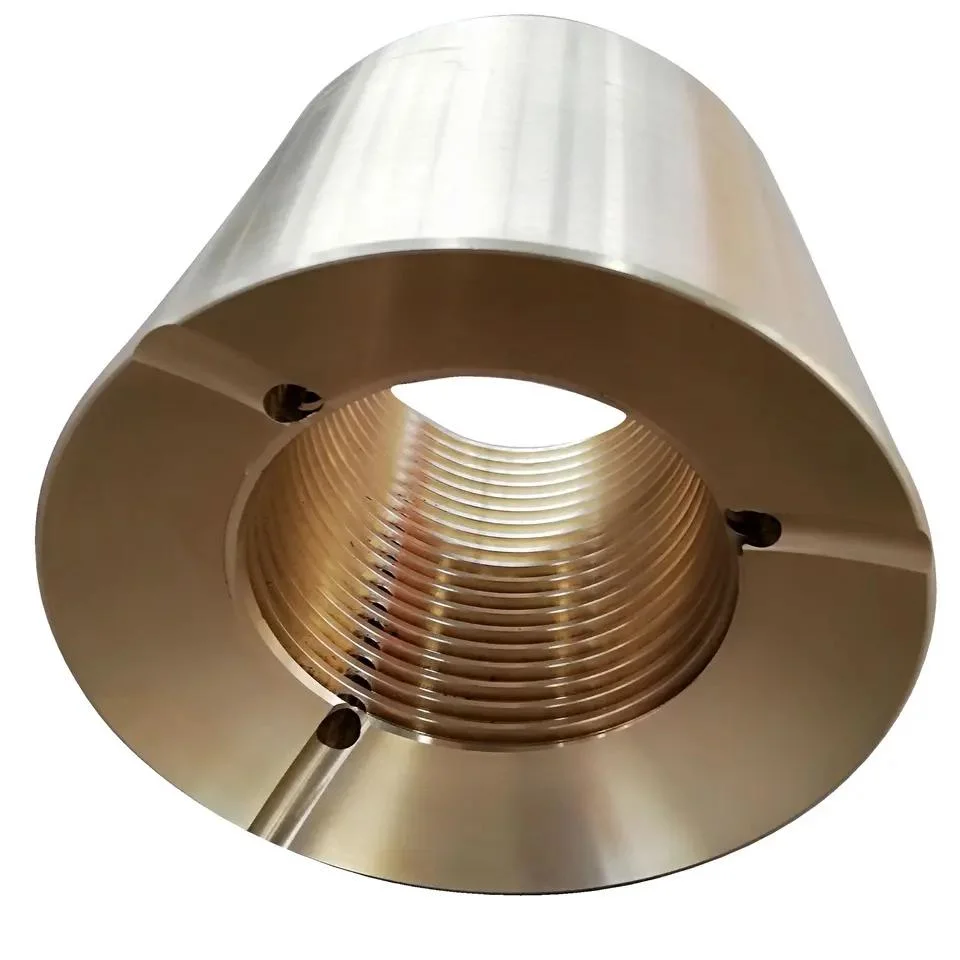
| Технические характеристики | Центрирующая втулка из бронзы/латуни/меди, с канавкой для масла Китая |
| Материалов | Нержавеющая сталь, легированная сталь, латунь, медь, алюминий, Алюминиевый сплав, железо |
| Обработка | Обрабатывающий центр с ЧПУ, токарный станок с ЧПУ |
| Допуск на литье | IT5 - IT7,CT5-7 |
| Допуск обработки | +/- 0,005 мм, ISO2768-f, ISO-mk |
| Термической обработки | Твердый раствор отожжен, закалён и закалён |
| Диапазон массы | 0,1 кг-120 кг |
| Размеры | ≤1200 мм×800 мм×400 мм |
| Шероховатость поверхности | RA 1.6-RA 3.2 |
| Готово | Полировка, струйная обработка, пескоструйная обработка стекла и т.д. |
пункт | Индивидуальная литая медь |
Место происхождения | Китая |
Шэньси | |
Название бренда | CXYS (CXYS |
Номер модели | CXYS-ZT001 |
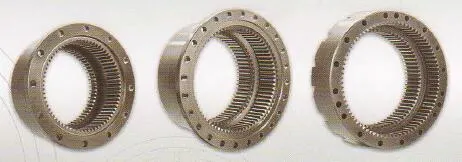
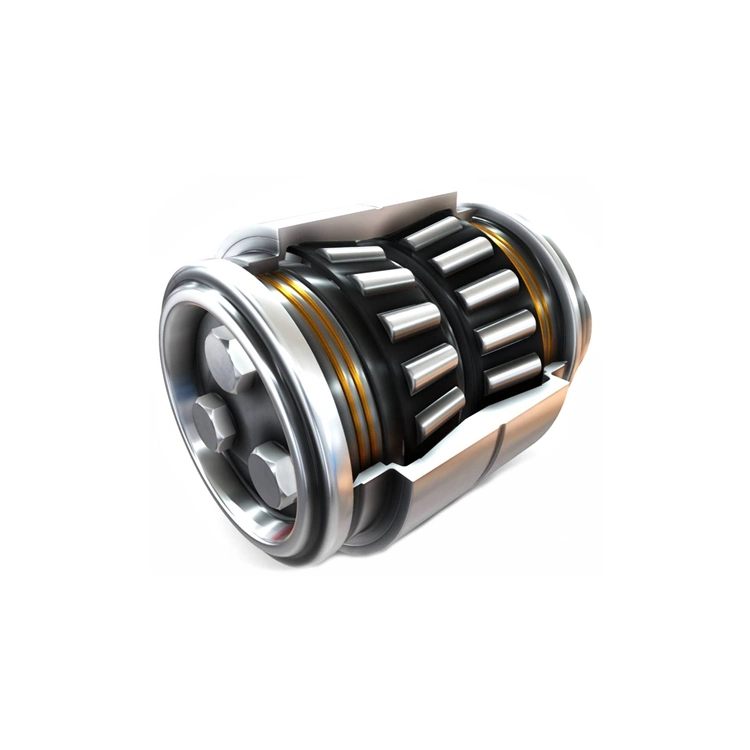
Приложение | Вал, шестерня, подшипник |
Вес | Зависит от технического чертежа клиента |
Размеры | Индивидуальный |
Класс | Бронза олова, свинцовая бронза, алюминиевая бронза, алюминиевая латунь, марганцевая латунь, свинцово-латунный, кремниевая латунь |
Сплав или нет | Не из сплава |
Порошок или нет | Не порошок |
Содержание CU (%) | 56%-89% |
Услуги по обработке | Литье |
Цвет | Желтый |
Форма | Потребности клиента |
Материалов | медь и латунь |
MOQ | 1 ПК |
Литая медь — универсальный материал с различными сплавами. Металл используется в сантехнических приспособлениях, судовых пропеллерах, водяных крыльчатке электростанции и втулках и подшипниковых втулках, поскольку его легко отлитить, имеет долгую историю успешного использования, легко доступен из множества источников, может достигать ряда физических и механических свойств и легко обрабатывается, паяно, паяно, полируется или металлизируется. В США на медь приходится примерно 2.8% общего объема производства литья, согласно Всемирной переписи 2018 года по производству литья, которая публикуется в современном журнале Casting. Ниже приведены 10 качества, которые должны знать инженеры по проектированию литых медных сплавов.
1. Почти все медные сплавы сохраняют свои механические свойства при низких температурах.
К типичным механическим свойствам меди относятся хорошая коррозионная стойкость, ударопрочность, превосходная теплопроводность и электрическая проводимость, а также способность препятствовать росту морских организмов.
2. Все медные сплавы могут быть изготовлены с помощью пескоструйного литья.
Другие методы литья, способствующие обработке медных сплавов, включают центробежную, непрерывную, постоянную форму, инвестиции и диекстационный процесс. Выбор метода сплава и литья определяет механические и физические свойства, размер сечения, толщину стенки и шероховатость поверхности, которые могут быть достигнуты.
3. Этилированный сплав меди по-прежнему имеет несколько видов промышленного применения.
Хотя этилированные сплавы больше не используются в питьевой воде, они по-прежнему полезны в других случаях, когда требуется низкий коэффициент трения и износа. Например, высокоэтилированный бронз олова отливается в подшипники скольжения и имеет более низкий износ, чем сталь.
4. В качестве класса литые сплавы на основе меди легко обрабатывают (особенно по сравнению с нержавеющей сталью и титановым, их основными конкурентами по коррозионной стойкости).
Этилированный сплав меди и основания является самым простым в обработке. Эти сплавы являются свободно нарезными и образуют небольшие, фрагментированные стружки, при этом вырабатывая мало тепла. Далее в порядке обрабатываемости используются сплавы средней и высокой прочности со второй фазой в их микроструктурах, такие как неэтилированные желтые басы, марганцевые бронзы и кремниевые бразы и бронзы. Эти сплавы образуют короткую, хрупкую, плотно скручиваемую стружку, которая обычно разбивается на управляемые сегменты. Пока поверхность этих сплавов будет хорошо обработанной, скорость резания будет ниже, а износ инструмента увеличится.
Наиболее сложными сплавами на основе меди для обработки являются однофазные сплавы, такие как высокопроводимость меди, хромовой меди, бериллиевой меди, алюминиевой бронзы и меди-никеля. Их общая тенденция во время обработки заключается в формировании длинной стружки, которая мешает при высокоскоростной обработке. Кроме того, чистая медь и высоконикелевые сплавы имеют тенденцию к сварке на поверхности инструмента, ухудшая шероховатость поверхности.
5. Последующая обработка может еще больше повысить привлекательность литых медных деталей.
Дополнительные этапы, такие как полировка, нанесение покрытия, пайка, пайка и сварка, могут выполняться на литых медных сплавах для улучшения шероховатости поверхности и контроля высоких допусков.
Как газово-вольфрамовая дуга, так и газово-металлическая дуга могут производить сварные швы рентгеновского качества при ремонте мелких дефектов медных литых деталей. Можно также использовать дуговую сварку с использованием экранированного металла, но управление этим методом затруднено. Кислородно-ацетиленовая сварка в основном используется для соединения тонких секций. При электрон-дуговой сварке производится высокоточная сварка высококачественной и не содержит кислорода, и не окисляется.
В целом сплавы, содержащие значительное количество свинца, не могут быть сварены, поскольку свинец остается жидким после застывания сварного шва, образуя трещины в полях с высоким напряжением. Все литые медные сплавы могут быть сшены и паяны к себе и стали, нержавеющей стали и никелевым сплавам. Даже этилированный сплав меди можно паить, но условия должны контролироваться.
В качестве присадочных металлов чаще всего используются медные фосфорные сплавы, сплавы для пайки на основе серебра и сплавы из меди и цинка. Для электротехнических работ используются сплавы на основе золота, а для бытовых водопроводных работ используются пасты на основе олова.
Тепло пайки может привести к некоторой потере прочности в жаропрочных медных сплавах, но для устранения проблемы были разработаны специальные методы. При необходимости весь паяный отливку можно термически обработать, чтобы создать однородную структуру. На коррозионную стойкость сплавов на основе меди не влияет пайка, за исключением особых ситуаций.
6. Литая медь поставляется в широком ассортименте сплавов, что делает ее подходящим кандидатом для многих областей применения, в зависимости от конструктивных нагрузок и коррозионной активности окружающей среды.
7. Проектирование литых медных сплавов требует тщательного планирования для толстых и тонких секций.
Следует избегать использования обоих вариантов, но при необходимости следует всегда смешивать толстую часть или постепенно сужаясь в более тонкую. Конструкция толстотонких секций становится еще более серьезной проблемой для сплавов на основе меди с широким диапазоном заморозки, например, для красных басов, оловянных бронз и, в некоторой степени, для сплавов среднего диапазона заморозки, таких как желтые басы. Эти сплавы, которые составляют самый высокий уровень литья, не затвердевают в направлении. Хотя правильное рисурование помогает бороться с этим, оно не имеет такого же эффекта, как направленное застывание.
Для противодействия затвердевания медных сплавов широкого диапазона заморозки в роликах используются заилы и хромиты и зирконовые песчаные сердцевины, способствующие правильному отвердению. Охлаждение этих секций может быть более эффективным, чем использование стояка, хотя каждый из этих инструментов увеличивает стоимость готового литья.
8. По возможности следует избегать пересечения L, T и X.
Если не удается избежать Т-образных сечений, неблагоприятные последствия можно свести к минимуму, обеспечив большой радиус в углах и сделав рычаги неравными по толщине. Кроме того, "dimpling" (небольшое углубление в верхней части Т-образного пересечения) может помочь снизить серьезность горячих точек. Перекрестки х оказывают особенно негативное влияние на литые детали из меди. Однако их практически всегда можно избежать, например, путем преобразования пересечения X в две смещенные Т-секции.
9. Затраты сопоставимы с другими металлами из-за высокой урожайности, низких затрат на обработку и незначительного требования к покрытиям поверхности, например, к краске. Х