Description
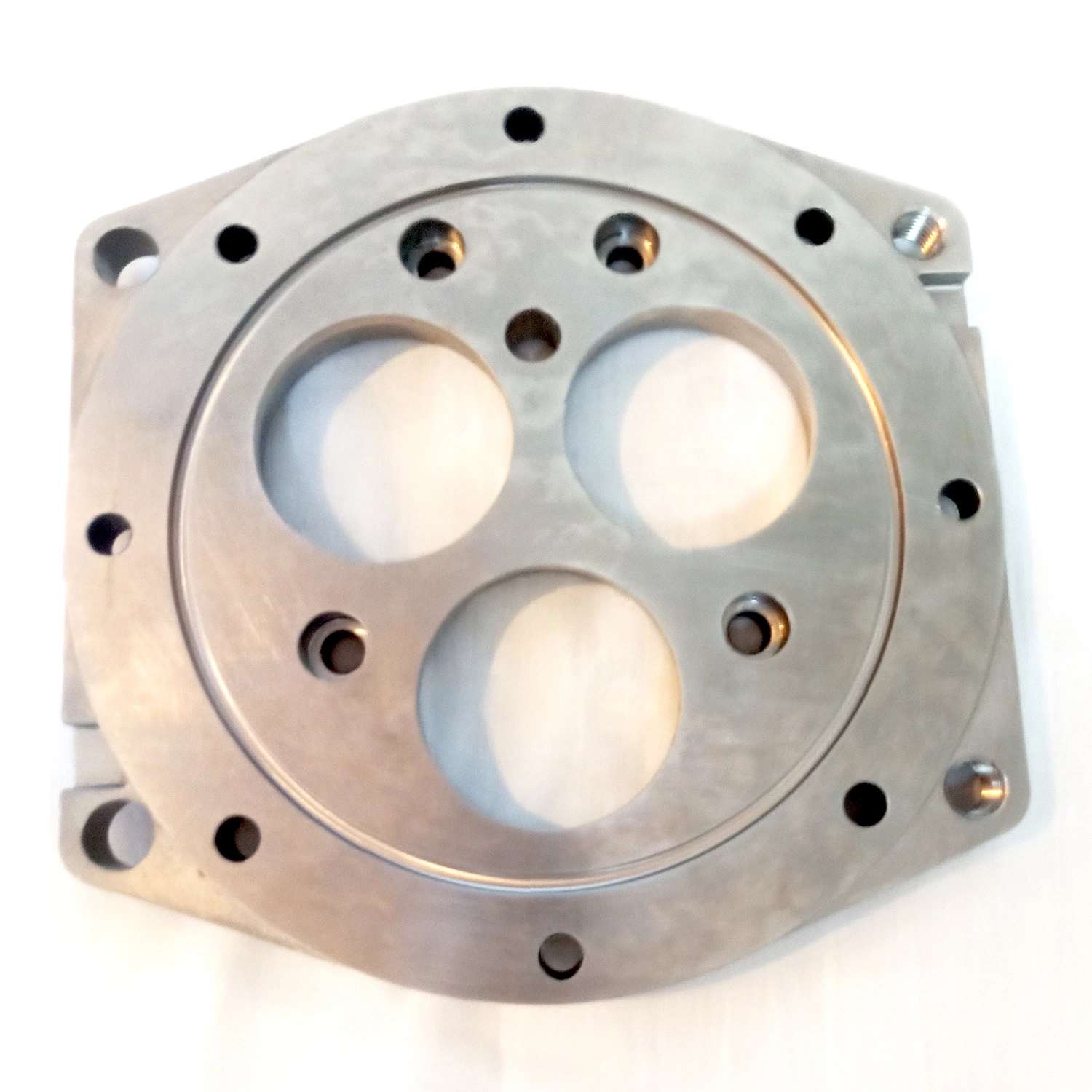
Станок представляет собой передвижной станок для бурения с ЧПУ с ЧПУ, используемый в основном для бурения труб
Пластина, фланец и кольцо\nФорма и так далее на деталях сверлильный отверстие, глухое отверстие, ступенчатое отверстие, фаска, нарезание резьбы,
Фрезерование и другая эффективная обработка твердосплавных сверл может используется для внутреннего охлаждения высокого-
Скоростное бурение, широко используемое в стальном строении, колонне BridgesPressure, химическом состоянии
и других отраслях. Процесс обработки чисел
Управление, операционам, может реализовать автоматизацию, высокую точность, разнообразие, масса
производства.
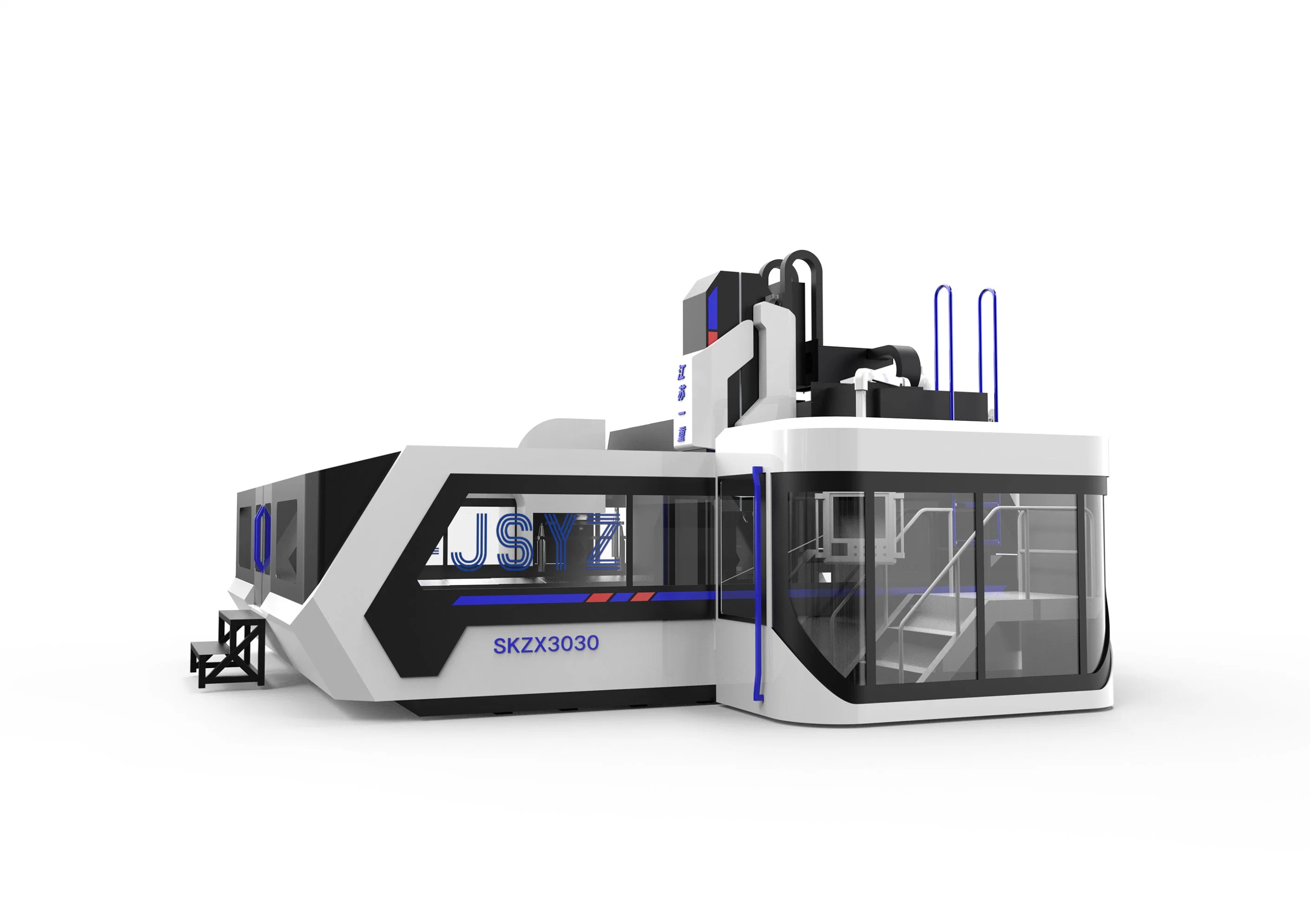
Во-первых, использование станков Станок представляет собой передвижной станок для бурения с ЧПУ с ЧПУ, который в основном используется для сверления отверстий, глухих отверстий, ступенчато-ступенчато-фасок, нарезания резьбы, Фрезерование и другие эффективные детали листов туб, фланцев, колец и других деталей Обработка. Твердосплавные сверла могут использоваться для внутреннего охлаждения и высокоскоростного бурения, которые широко используются в конструкции стали, мосте, сосуде под давлением, химической защите окружающей среды, машиностроении, и других отраслях. Процесс обработки управляется числовым способом, прост в эксплуатации и может реализовать автоматизированное, высокоточное, многосорное массовое производство. Особенность 1: В конструкции прямоугольного бокса шпинделя используется технология формования смолы и песка (HT250) для выполнения высокоинтенсивного резания и высокоскоростной бурения, высокой стабильности. Функция 2, машина имеет функцию определения крутящего момента в режиме реального времени, может устанавливать момент затяжки инструмента и защищать его, если момент резания при износе инструмента превышает заданное значение крутящего момента для защиты ограничителя подъема инструмента, чтобы предотвратить повреждение инструмента значительно снизить стоимость использования инструмента; Особенность 3: Саморазработанное программное обеспечение осуществляет автоматическое преобразование графики CAD/CAM в функции обработки программ, исключая громоздкие этапы ручного программирования; Функция 4, вторичная разработка, увеличение функции автоматического выравнивания заготовки, исключение традиционного способа выравнивания одной стороны заготовки относительно направляющей направляющей для оборудования, значительное снижение трудоемкости и повышение эффективности производства. Функция автоматического выравнивания должна только находить начальную и конечную точки одной стороны заготовки, а после подтверждения система координат системы может автоматически поворачиваться для адаптации к заготовке, что удобно и быстро в работе; Эффективность бурения этой высокоскоростной буровой машины может достигать От 5 до 10 раз выше эффективности обработки обычного бурения с ЧПУ машина Во-вторых, основные технические параметры | серийный номер | имя | проект | Технические параметры |
| 1 | Максимальная обработка
Размер заготовки | Длина × ширина | 3000×3000 мм |
| 2 | Максимальная толщина пластины для обработки | 200 мм |
| 3 | верстак | Размер T-образного паза | 22 мм |
| 4 | Подшипник | 2 потока/м2 |
| 5 | Сверление силовых головок | Максимальный диаметр обрабатывающего отверстия | Φ50mm |
| 6 | Максимальное нарезание резьбы | M30 |
| 7 | Глубина сверления/диаметр отверстия | ≤5 |
| 8 | Скорость вращения шпинделя | 30–3000 об/мин |
| 9 | Конусность шпинделя | BT50 |
| 10 | Мощность двигателя шпинделя | 22 КВТ |
| 11 | Момент затяжки шпинделя | 280 Нм (35 0 Нм максимум). |
| 12 | Расстояние от нижней торцевой поверхности шпинделя к нижнему столу | 280 мм |
| 13 | Продольное перемещение гентри (ось X) | Максимальный ход | 3000 мм |
| 14 | Скорость перемещения по оси X. | 0 м/мин |
| 15 | Питание сервомотора оси X. | 2×2,9 КВТ |
| 16 | Боковое перемещение силовой головки (ось Y) | Максимальный ход | 3000 мм |
| 17 | Скорость перемещения по оси Y | 0 м/мин |
| 18 | Мощность сервомотора оси Y | 2,9 КВТ |
| 19 | Перемещение подачи силовой головки (ось Z) | Перемещение оси Z | 500 мм |
| 20 | Скорость подачи по оси Z | 0–5 м/мин |
| 21 | Мощность серводвигателя оси Z | 2,9 КВТ |
| 22 | Точность позиционирования | Ось X, ось Y | ±Ø мм/м. |
| 23 | Повторяемая точность позиционирования | Ось X, ось Y | ±0,02 мм |
| 24 | Удаление и охлаждение стружки | Тип конвейера стружки | Плоская цепь |
| 25 | Количество конвейеров для стружки | 1 пк |
| 26 | Скорость удаления стружки | 1 м/мин |
| 27 | Мощность двигателя конвейера стружки | 0,37 КВТ |
| 28 | Способ охлаждения | Холодная внутри десять холодная снаружи |
| 29 | Питание высоковольтного двигателя охлаждения | 3 КВТ |
| 30 | Электрическая система | Система ЧПУ | FAGOR 8055i |
| 31 | Количество осей ЧПУ | 4 |
| 32 | Общая мощность двигателя | 40 КВТ |
3. Основная конфигурация | серийный номер | имя | марка | Происхождения | замечание |
| 1 | Роликовых линейных направляющих | HIWIN/Southern Craft | Тайвань/Нанкин | |
| 2 | Шариковые винты | HIWIN/Southern Craft | Тайвань/Нанкин | |
| 3 | Система ЧПУ | ФАГОР | Испания | |
| 4 | Серводвигатели и приводы | Яскава | Японии | |
| 5 | Прецизионный шпиндель | Тсубаки | Тайвань | |
| 6 | Автоматическая система смазки | Бехил | Соединенных Штатов | |
| 7 | Основные электрические компоненты, такие как кнопки и индикаторы | | импорт | |
| 8 | Заточку | | Национальное превосходство | |
| 9 | Фильтр бумажной ленты | | Шаньдун/Хэбэй | |
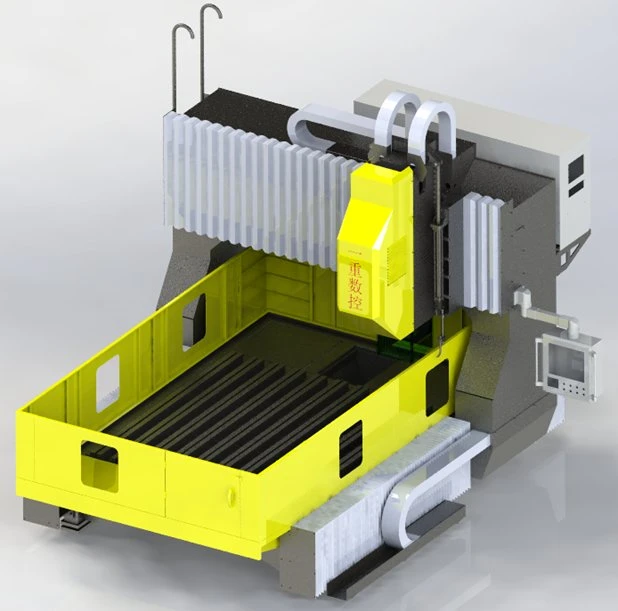
Примечание: Если поставщик приобретенных деталей не сможет доставить вовремя в течение срока поставки, приобретенные детали можно заменить на те же марки! В-четвертых, конструкция станка Оборудование в основном состоит из верстака и продольной скейтборды, портала и поперечной ползуна, вертикальной сверлильной силовой головки, автоматического конвейера стружки, пневматической системы, циркуляционной системы охлаждения, сбалансированной гидравлической системы, централизованная система смазки и защитное устройство, электрическая система, цифровая система управления и т.д. 1. В кровати используется сварочная конструкция из стальных пластин, которая обрабатывается общим отжигом и разгрузкой от напряжения, а точность является стабильной. Данное оборудование имеет форму неподвижной кровати и гентри, кровать сварена стальной конструкцией, и ее обработка осуществляется путем нагревания отжига. Стол оснащен опорным седлом с Т-образной канавкой для облегчения зажима заготовки. С левой и правой стороны кровати расположены импортированная пара линейных направляющих качения и прецизионная пара шарико-винтовых винтов с высокой несущей способностью, привод приводится в действие сервомотором. Двухсторонний синхронный привод обеспечивает параллельное перемещение портала и перпендикулярность оси Y к оси X в любом положении. На нижней стороне кровати расположены несколько регулируемых болтов, которые легко регулируют уровень стола. Высокопрочный шариковый винт с линейной направляющей Precision - Гентри представляет собой сварную стальную конструкцию, которая обрабатывается методом термической обработки с разгрузкой от напряжения, а точность является стабильной. На передней стороне гентри установлены две пары линейных направляющих качения со сверхвысокой несущей способностью. И набор прецизионных шарико-винтовых пар и серводвигателя установлены выше, чтобы подвижная пластина силовой головки двигалась в направлении оси Y. Винт предварительно натянут во время установки, что исключает зазоры и обеспечивает высокую точность передачи.
- Переместите ползунок
Направление оси Z подвижного стола для перемещения передвижного подвижного подвижного подвижного подвижного направляющего ролика принимает поднаправляющую линейного ролика, сервомотор сверит силовую головку через синхронный ремень с круговыми зубцами дуги и привод с шариковыми винтовыми винтами, чтобы реализовать быстрое движение вперед, движение вперед, быструю перемотку назад, остановку и другие действия. Он выполняет функции автоматического дробления стружки, удаления стружки и подвески. 4. Сверлильная головка Высокоскоростной шпиндель Тайваня |
|
На смену сверлильной силовой головке установлен специальный сервомотор шпинделя, который приводит в действие специальный прецизионный шпиндель через зубчатый синхронный ремень для бесступенчатого изменения скорости, а подача осуществляется с помощью сервомотора и шарикового винта. Оси X и Y могут быть связаны, и используется полузамкнутое управление, которое может реализовать функцию линейной и круговой интерполяции. После установки положения сверло быстро перемещается вперед, чтобы соприкасаться с заготовкой, а затем автоматически переключается в рабочее положение. Когда сверло проникает в заготовку (устанавливается в соответствии с требованиями к обработке заготовки), оно может автоматически переключаться на быструю перемотку назад для выполнения автоматического цикла подачи. Скорость подачи задается числовым управлением. Шпиндель сверлильной головки имеет конусное отверстие BT50, с. Существует механизм автоматического разброжения пружины бабочки, а корпус шпинделя оснащен незакрепленным цилиндром ножа (нагнетание давления в газообразной жидкости) для облегчения замены инструмента. Головка сверлильного привода устанавливается на стол с ЧПУ и перемещается вверх и вниз вместе со столом для скольжения. Он может выдерживать высокую режущую нагрузку и может быть пригоден для высокоскоростной обработки твердосплавных инструментов. Ремень синхронизации шпинделя использует ремень синхронизации производителя шпинделя. Высокая прочность на растяжение, долгий срок службы, низкий уровень шума и вибрации на высокой скорости. Радиальное биение конца вала прецизионного шпинделя ≤ 0,008 мм. Верхний конец прецизионного шпинделя оснащен пробивным цилиндром и шарнирным соединением высокого давления. Шарнирное соединение высокого давления можно подсоединить к смазке для охлаждения и распылить непосредственно в положение резки через внутреннее отверстие шпинделя, внутреннее отверстие гвоздя, внутреннее отверстие держателя инструмента BT50 и центральное отверстие сверла. 5. Конвейер для стружки и циркуляционное устройство охлаждения Станок оборудован плоским цепным автоматическим конвейером стружки и подборочной машиной для стружки, циркуляционной системой охлаждения с бумажным фильтром, соответственно, внутренним насосом охлаждения высокого давления и внешним насосом охлаждения низкого давления, для использования внутри инструмента и снаружи. Фильтр бумажной ленты устройство закрепления бумаги 6. Устройство автоматической смазки и защитное устройство Данный инструмент машины оснащен устройством автоматической смазки, которое может автоматически смазывать пары перемещений, такие как направляющие и направляющие винты. Регулярно закачивайте смазочное масло в точки смазки, такие как подползун линейной направляющей, подпроволочная опора шарико-винтовой передачи и каждый подшипник качения каждого компонента, чтобы обеспечить его наиболее полную и надежную смазку, исключая громоздкие ручные операции и повышая срок службы различных деталей. Насосная станция и компоненты системы смазки внедряются в Китае хорошо известные высококачественные продукты. Оси X и Y машины оснащены пылезащитными щитками, а водонепроницаемые брызговики установлены вокруг стола. 7. Сбалансируйте гидравлическую систему Машина оснащена гидросистемой балансировки для поддержания динамического баланса направляющей шпинделя. 8. Электрическая система Электрическая система соответствует стандартам ISO или национальным стандартам, системе управления ЧПУ, независимому электрическому шкафу, надежному уплотнению электрического шкафа, промышленному охлаждению воздуха пыле и осушению, поддержанию постоянной температуры электрического шкафа и обеспечению безопасной работы станков; Станок оснащен осветительными приборами, которые удобно наблюдать и работать в ночное время; инструмент оборудован электронным импульсным маховиком, который удобен для круглогодичного управления; Логическое управление станка использует встроенное управление ПЛК системы, которое может обнаруживать и тревожиться ошибки, а интерфейс сигнализации полностью китайский. 9. Система ЧПУ Консоль ЧПУ установлена на гентри, может перемещаться в продольном направлении с гентри, проста в эксплуатации, машина оснащена системой ЧПУ FAL8055i, система ЧПУ выполняет функцию графики CAD/CAM, автоматически преобразованной в программы обработки. Она имеет автоматическую регулировку подачи и скорости в зависимости от различных отверстий. Блок управления централизованного управления и ручной блок, оснащенный интерфейсом RS232 и ЖК-дисплеем. Для облегчения программирования, хранения, отображения и обмена данными интерфейс управления имеет такие функции, как диалоговое окно "человек-машина", компенсация ошибок, автоматическая сигнализация, самодиагностика и репетиция программы обработки ошибок. Машина оснащена функцией разрушения стружки, которая позволяет задать время разрыва стружки и цикл разрыва стружки в интерфейсе MAN-MACHINE. После установки положения, когда сверло быстро перемещается вперед, автоматически переключается на рабочую подачу, а когда сверло сверлильного станка проходит через заготовку, он может автоматически переключаться на быструю перемотку для выполнения автоматического цикла подачи, а скорость подачи задается с помощью цифрового регулятора. Станок оснащен функцией электронного ручного управления, а также функцией автоматического дробления стружки, удаления стружки, подвески, защиты от разрыва бурового станка и т.д. 5. Нормальные условия использования станков 1. Источник питания: 380 в±10%, 50 ГЦ±1%. 2. Рабочая температура окружающей среды: От -5°C до 45°C. 3. Влажность рабочей среды: ≤95%. Без конденсации 4. Давление подачи воздуха: ≥0,5 МПа 6. Стандарты проектирования, производства и установки станков 1. GB15760-2004 "Общие технические документы по технике безопасности при работе с металлом режущими инструментами" 2. GB/T5226.1-2019 "Механическое и электрическое оборудование, техника безопасности, механические узлы и агрегаты, часть 1: Общие технические условия" 3. GB/T17421.5-20 15 "Общие принципы проверки инструмента машины, часть 5: Определение уровня шума" 4. GB/T25376-2010 "Общие технические условия обработки деталей металлообрабатывающего станка" 5. GB/T23570-2009 "Общие технические условия сварочных деталей для металлорежущих станков" 6. GB/T25373-2010 "Общие технические условия сборки металлорежущих инструментов" 7. Произвольные документы 1. 1 копия сертификата проверки продукта 2. Китайский 1 копия руководства по эксплуатации (механическая, электрическая ). 3. 1 копия основной схемы 4. Руководство по программированию системы ЧПУ l copy 5. 1 копия руководства по установке системы ЧПУ 6. Руководство по эксплуатации системы ЧПУ l copy 7. 1 копия руководства по устранению неисправностей системы ЧПУ 8. Инструкция по эксплуатации сервопривода переменного тока 1 копия 9. Упаковочный лист 1 копия 8. Приемка, установка и послепродажное обслуживание 1. Принятие Критерии приемки: Приемка осуществляется покупателем и продавцом в соответствии с договором, условиями технического соглашения и действующими национальными стандартами. Метод приемки: Разделяется на два раза. При первом производстве товара он принимается продавцом и поставляется в качестве квалифицированной. Во второй раз после установки товара покупатель и продавец совместно проводят пробную операцию и окончательное принятие, а покупатель и продавец подписывают акт приемки, и акт приемки вступает в силу после подписания обеими сторонами. Если окончательное принятие оборудования не подписано и не подтверждено обеими сторонами, Сторона А не начинает его использовать, в противном случае считается, что оно квалифицировано для окончательного принятия. 2. Технологии обучения, обслуживание и гарантия С даты приемки и поставки высокоскоростного сверлильного станка с ЧПУ 12 месяцев - гарантийный срок, или 18 месяцев - гарантийный срок, оба из которых подлежат дате первого приезда. Покупатель управляет и использует руководство по эксплуатации и методы обучения, предоставляемые продавцом, а в течение гарантийного периода, если это проблема качества, вызванная производством, установкой и другими причинами, продавец бесплатно ремонтирует оборудование в кратчайшие сроки и восстанавливает нормальное использование оборудования. Если неисправность оборудования вызвана исключительно неправильным использованием покупателем, продавец обязан в кратчайшие сроки отремонтировать оборудование и может взимать плату за его использование. Продавец проводит обучение персонала, обслуживающего и эксплуатируемого покупателем, чтобы обеспечить нормальную работу высокоскоростной буровой установки с ЧПУ и ее правильный ремонт. В ходе обучения опытные технические специалисты будут обучены техническим указаниям, ответственным за объяснение технических проблем, связанных с высокоскоростными сверлильных станками с ЧПУ, Для того чтобы обучаемые могли понять принцип работы высокоскоростных сверлильных станков с ЧПУ и освоить высокоскоростное бурение с ЧПУ Технические характеристики кровати и методы и методы эксплуатации, ремонта, технического обслуживания, испытаний и ввода в эксплуатацию. 9. Упаковка и транспортировка 1. Компоненты оборудования, поставляемые продавцом, за исключением специальных деталей, выполняются в соответствии с национальными стандартами и техническими условиями упаковки. Примите меры в соответствии с характеристиками и требованиями различных товаров, например, правильное окрашивание или другая эффективная антикоррозийная обработка оборудования, и используйте прочную упаковку для предотвращения дождя и снега, влаги, ржавчины, коррозии. 2. Транспорт: Автоперевозки, место доставки: Место использования покупателя. 3. Продавец транспортирует оборудование на участок покупателя, и покупатель несет ответственность за разгрузку спредера, предоставляя гидравлическое смазочное масло и сопутствующие материалы, необходимые для установки и ввода в эксплуатацию оборудования. Продавец несет ответственность за установку, ввод в эксплуатацию и приемку оборудования с паяным припаяным оборудованием.




 Complaint
Complaint