Description
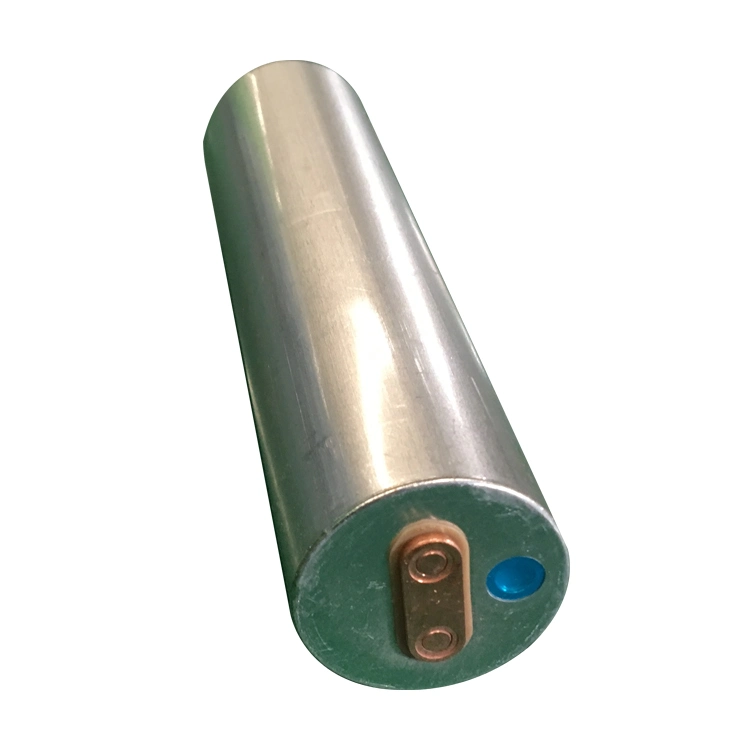
1. Автоматизированный ячейка батареи сборка требования к проектированию
1.1,автоматизированной сборки элементов аккумуляторной батареи технического параметра:
(1)оборудование: ≥10 стр/мин;
(2)окончательного отличное составляет ≥99,8% (только плохие продукты в результате оборудование);
(3)частота сбоев оборудования ≤ 2%;
(4)совместимости с различными размерами технические характеристики модуля, быстрые изменения. Выходная мощность лазера стабильности (колебания валютных курсов) ≤±1%, фокусное расстояние galvanometer можно использовать цифровую подпись и регулировать, диапазон составляет -5.0~+5.0мм и регулировку погрешность ≤0,5 мм;(5)контакт сварки редактируется сваркой программного обеспечения, сварка - это автоматическая система, параметры могут быть изменены и операции и изменения полномочий может быть установлен
1.2,Схемы:
предварительный рабочий процесс с учетом фактических потребностей
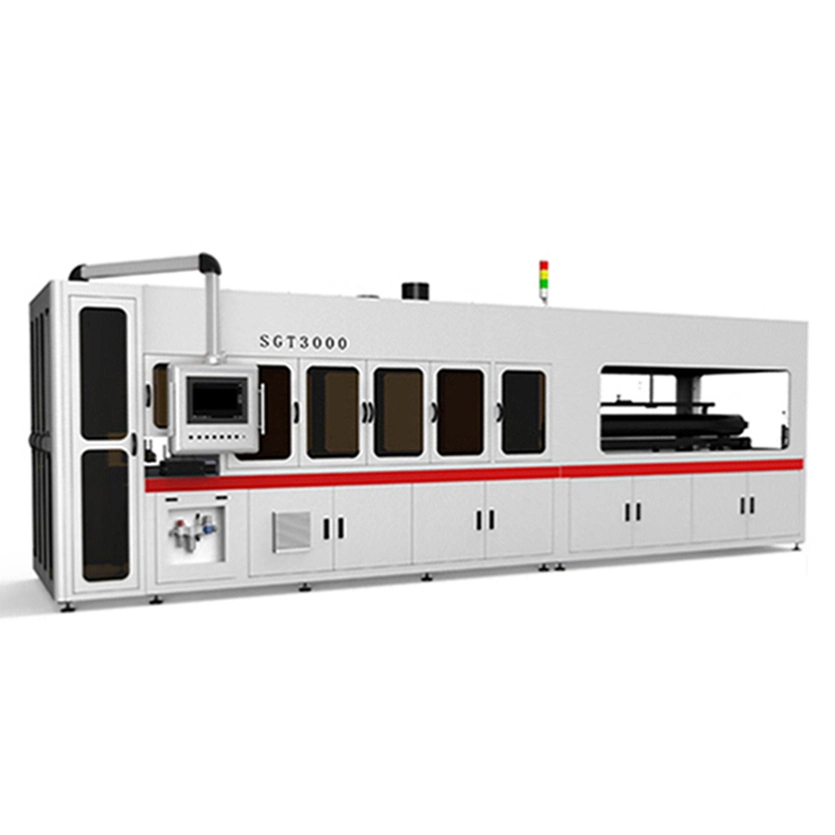
2. Программа схема
2.1 Программы визуализацией:
2.2 Размер Отчета:
Обратно размер отчета(L*W*ч:19500мм*9000мм*3200мм
размер макета(L*W*ч:13000мм*6000 мм*2300 мм
3. Функция модуля Введение
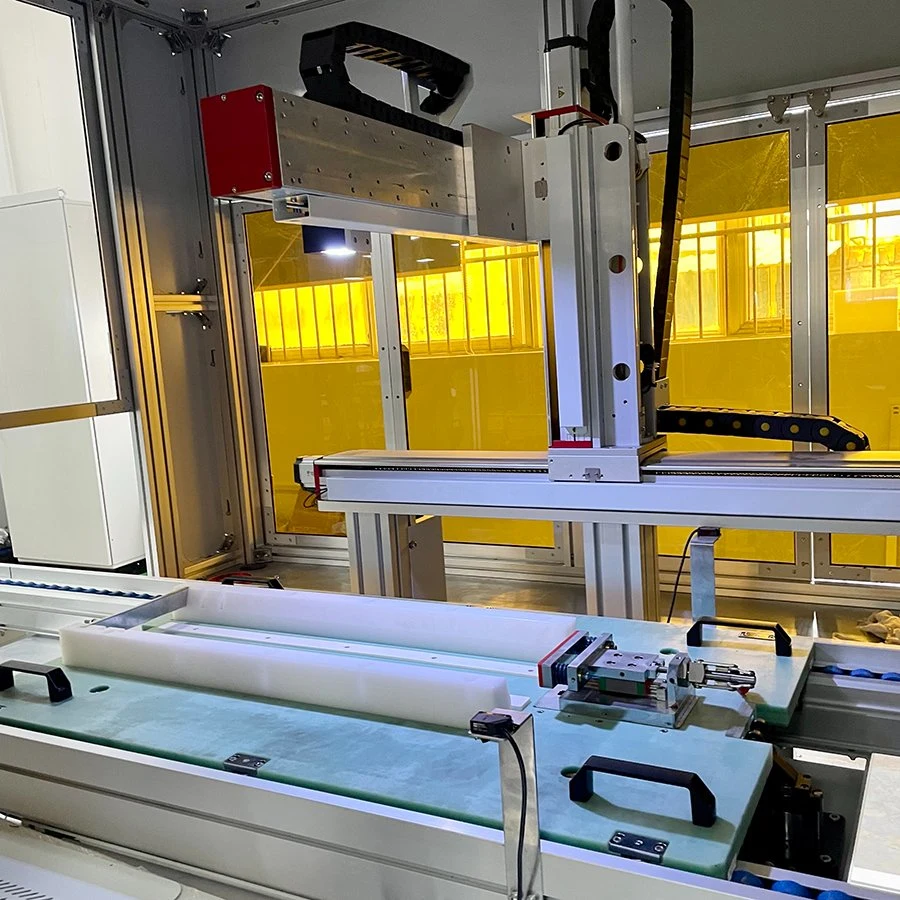
3.1 Ceaning клеящего
3.1.1 Оборудование описание:
внутренняя структура схема очистки ячеек и склеивания
представление для клеящего узла: 1. После рабочего места в ячейке батареи в загрузочный конвейер, оборудование может автоматически Полная очистка и склеивания; 2. Оборудование избили: 12 стр/мин;
3.1.2 параметров оборудования:
Свяжитесь с нами для получения дополнительной информации об автоматическом сборе.
3.2 В СТЕК вращающийся таблицы
3.2.1 Описание действий:
1. Действия: робота в стек разгружает и разгрузки материалов с приспособлением для линии конвейера и выполняет операции объединения в стек в последовательной и параллельной последовательности модуля рецепты. Этот метод объединения в стек можно гибко разместить модуль комбинаций с различных блюд в последовательно-параллельная последовательностей. В стек - это последовательность из нижней части и клеток и изоляционный пластин - попеременно проводились с 1-й на 1-й ячейки с правой стороны изоляционную пластину, и затем к последней стороны 1. Во время процесса объединения в стек, а нажатие вниз и избиение механизма является одновременно предварительно нажат и фиксированными.
2. Захват управляется робот для управления снижают механизма и захват разработана с учетом световой барьер Индуктивные элементы на месте. Модуль стекирования платформы принимает фиксированной уклона участка двойного назначения. Каждая станция содержит с двумя зажимами, которые могут поставить две ячейки в то же время. Когда станция находится в стек, B станции синхронно выполняет перемещение работы до экструзии и двойные станции заместители, с тем чтобы повысить эффективность в стек и перемещение.
3.2.2 стратегия переключения:
1. Измените значение в ячейке захват: выбор давно зажимные цилиндры хода, которые могут быть автоматически совместимыми с различными типами клеток при изменении;
2. Изменение захват изолирующей пластиной: вакуумного присоса в сборе устанавливается на алюминиевый профиль и расстояние между присосы можно регулировать вручную в зависимости от ширины изоляционную пластину при изменении модели.
3. Электрические программы: в соответствии с последовательным параллельной последовательности укладки совместимых модулей, робот выполняет операции объединения в стек в зависимости от заданной программы последовательности укладки робота. Перед изменением модели укладки со сдвигом программы - изменение модели продукта не передаются.
3.2.3 Переключение стратегии:
3.3 функциональный модуль введение
3.3.1 экструзии станции: Дважды рядкового модуля процесса
1. Обработка робот переносит в один ряд Стеки 1 и 2 соответственно с поворотной платформы в стек в таблице экструзии сдвижной таблицы и раздвижной стол слайды в руководстве штампованный алюминий 2. вручную установить на Ближнем partition (ручной очистки





 Complaint
Complaint