



 Complaint
Complaint

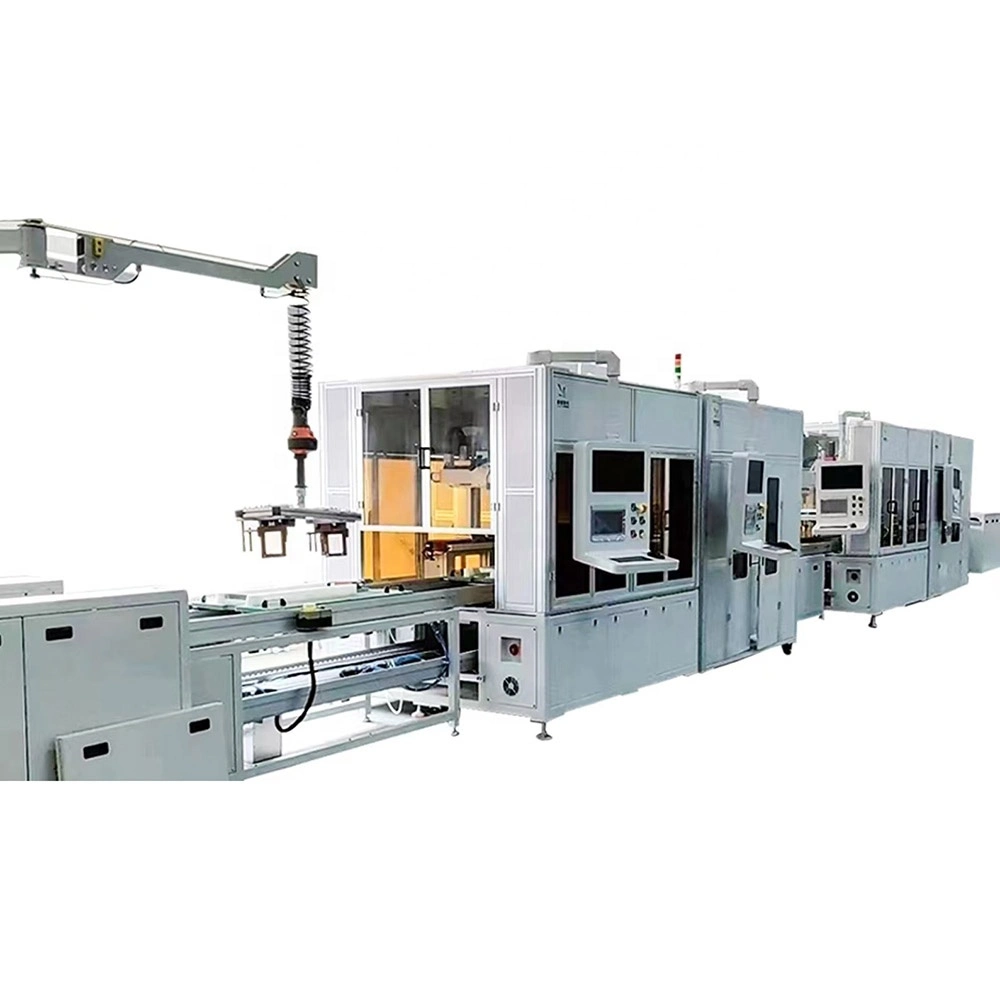
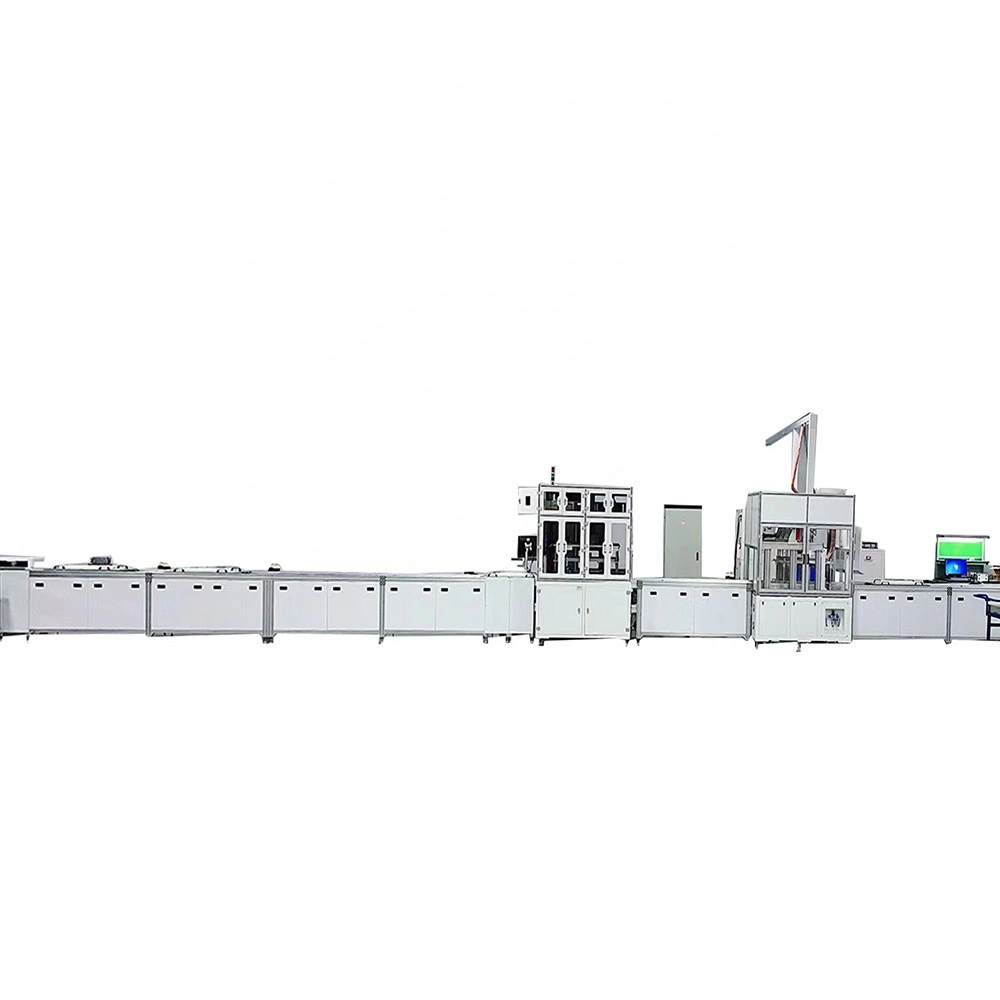
1. Автоматизированный ячейка батареи сборка ТРЕБОВАНИЯ К КОНСТРУКЦИИ
1.1,автоматизированных ячейка батареи сборке технического параметра:
(1)оборудование: ≥10 стр/мин;
(2)окончательного отличное составляет ≥99,8% (только плохие продукты в результате оборудование);
(3)оборудования из строя rate ≤ 2%;
(4)совместимости с различными размерами технические характеристики модуля, быстрое изменение. Лазерный выходная мощность (колебания валютных курсов) ≤±1%, фокусное расстояние galvanometer можно использовать цифровую подпись и регулировки диапазона -5.0~+5.0мм и точность ≤0,5 мм;(5)сварки контакт редактируется сваркой программного обеспечения, сварка - это автоматическая система, параметры могут быть изменены и операции и изменения полномочий может быть установлен
1.2,схемы:
Предварительный рабочий процесс с учетом фактических потребностей
2. Схема программы
2.1 Программа визуализацией:
2.2 Размер Отчета:
Назад схема размер(L*W*ч:19500мм*9000мм*3200мм
Компоновка передней размер(L*W*ч:13000мм*6000 мм*2300 мм
3. Функциональный модуль введение
3.1 Ceaning клеящего блока
3.1.1 оборудование описание:
Введение для клеящего узла: 1. После рабочего места в ячейке батареи в загрузочный конвейер, оборудование может автоматически полной очистки и склеивания; 2. Оборудование: сердечных сокращений 12 стр/мин;
3.1.2 параметров оборудования:
Имя | Параметры |
Источник питания | AC220V/50Гц |
Подача воздуха | 0.5-0.7Мпа |
Размер | L2600мм*W1250мм*H1800мм |
Рабочая температура | 5-40ºC |
Очистка диапазона | X/Y(мм):300/300мм |
Диапазон клеящего узла | X/Y(мм):300/300мм |
Скорость движения | X/Y/Z(мм/set):300 мм |
Повторите точность | ±0.02мм |
Вес | Около 650 кг |
Соотношение клея | 1:1 |
Смешайте АБ | Динамическое заслонки смешения воздушных потоков |
Точность склеивания | 0.02g, ошибка передаточное число не превышает ± 5 % |
Системы робота | BORUNTE 4 оси робота |
Рабочий режим | Точка-точка/непрерывную линию сегмента |
Система нанесения клея | HY |
Система управления | HY |
Пневматических компонентов | Airtac |
Электродвигатель привода вакуумного усилителя тормозов | Panasonic система вакуумного усилителя тормозов |
Фотоэлектрические датчики | Omron |
Питание | Означает также,HENGFU |
Болт шаровой опоры рычага подвески | Рамке TBI |
Линейные направляющие | HIWIN |
Рамы | Сварка Fangtong механизм,кухонном столе для пайки Утюг блоке цилиндров,гентри фрезерования |
Листовой металл | Листовой металл полностью закрытая структура, Прозрачные окна |
Свяжитесь с нами для получения дополнительной информации об автоматическом сборе.
3.2 Укладка со сдвигом таблицы вращающегося решета
3.2.1 Описание действий:
1. Действий: стековые робот разгружает и разгрузки материалов с приспособлением для линии конвейера и выполняет операции объединения в стек в последовательной и параллельной последовательности модуля рецепты. Этот метод объединения в стек можно гибко разместить модуль комбинаций с различных блюд в последовательно-параллельная последовательностей. В стек - это последовательность из нижней части и клеток и изоляционный пластин - подробно подвел итоги, с 1 стороны ячейки в 1-й стороны изоляционную пластину, и затем к последней стороны 1. В ходе процесса объединения в стек, а нажатие вниз и избиение механизма является одновременно предварительно нажат и фиксированными.
2. Захват управляется робот для управления снижают механизма и захват разработана с учетом световой барьер Индуктивные элементы на месте. Модуль стекирования платформы принимает фиксированной склона dual-station. Каждая станция содержит с двумя зажимами, которые могут поставить две ячейки в то же время. Когда станция находится в стек, B станции синхронно выполняет перемещение работы до экструзии и двойные станции заместители, с тем чтобы повысить эффективность в стек и перемещение.
3.2.2 стратегия переключения:
1. Установите в поле захват: выберите большой длиной хода цилиндра зажима, которые могут быть автоматически совместимыми с различными типами клеток при изменении;
2. Изменение захват изолирующей пластиной: вакуумного присоса в сборе устанавливается на алюминиевый профиль и расстояние между присосы можно регулировать вручную в зависимости от ширины изолирующие пластины при изменении модели.
3. Электрические программы: в соответствии с последовательным параллельных последовательность укладки совместимых модулей, робот выполняет стековых операций в соответствии с заданной робот укладки со сдвигом программы последовательности. Перед изменением модели укладки со сдвигом программы модели - изменение настроек устройства не передаются.
3.3 Функции модуля Введение
3.3.1 экструзии станции: Дважды модуль заднего ряда цилиндров процесса
3.3.2 экструзии станции:
3.3.3 экструзии станции: Оборудование описание потока:
1. Установите приклеенной ячеек с роботом выгрузки изделий к разгрузочному положение стола, и раздвижной стол автоматически перемещается в руководстве экструзии положение;
2. Вручную прикрепите оба конца к торцевой пластине, установите боковые направляющие, сначала нажмите кнопку направлении ширины штампованный алюминий , чтобы сделать в направлении длины модуля в горизонтальном положении; затем нажмите кнопку экструзии кнопку "Пуск", цилиндр приводит в движение верхнюю пластину для экструзии, когда она достигает заданной длины, он не остановится, вставки стальной ленты бородков пластиковый стальной ленты и rives винт;
3. После завершения установки нажмите кнопку Открыть, сожмите цилиндр втягивается, и затем нажмите кнопку ползунковый переключатель, установленный модуль слайды на выполнении положения, и робот захватит изделие ее к тележке.
3.3.4 экструзии станции: стратегия переключения:
Экструзионный инструментальной переключение инструкции
1. Изменение обработки захват: вакуумного усилителя тормозов + Винт зажимной механизм будет принят, и программа может быть включен с одним из ключевых в модели;
2. Экструзионный таблицы: выбор большой длиной хода цилиндра зажима, которые могут быть автоматически совместимыми с различными типами аккумуляторов при изменении;
3. Программа Робота: в зависимости от размера совместимый модуль, робот будет следовать заданной робот программы обработки. Перед изменением модели переноса обработки программы замену продукта.
3.4 Представление защитное ограждение:
3.4 Представление защитное ограждение:
1. Разработки, производства и контроля за защитное ограждение соблюдать соответствующие национальные правила по технике безопасности производства для обеспечения безопасности производственного процесса.
2. Защитные ограждения, дорожные ограждения, системы социальной защиты и других объектов в местах где прав или может произойти повреждение машины и необходимости защиты переплетения выполняется. Предохранительный замок двери должны быть соединены с системой. Защитную дверь является самоконтрящейся и не может быть открыт при производственной линии работает.
3. Безопасности в двери операции процесса: подать заявку на вступление - робот и другого оборудования в автомобиль находился в безопасном положении - дверь открыта - введите двери.
4. Операции для возобновления производства: перейти из безопасности двери - подтвердить, что никто в области оборудования - закрыть дверь безопасности, введите пароль для восстановления и двери на запирание - оборудование работает нормально.
3.5 Отсутствие короткого замыкания выдерживать напряжение испытательной станции:
Проверки отсутствия короткого замыкания перед сваркой осуществляется нажатием все датчики на основе общего механизма проверки, а затем переключение между в камере и в камере через реле. Проверка отсутствия короткого замыкания между shell и shell; процедуры проверки: все положительные полюса в серии, все отрицательные полюса в серии после проверки отсутствия короткого замыкания между двумя, а затем все позитивные.
Проверка отсутствия короткого замыкания между полюсом и корпус, проверка отсутствия короткого замыкания между всеми отрицательный полюс серии и корпуса.
3.6 Отсутствие короткого замыкания выдерживать напряжение испытательной станции:подробное описание оборудования:
1. Операция: лоток не будет отменен и установки резервуара датчик нажат до конца табличке или на боковой панели, а плюсовой щуп - Реле во всех ячейках закрыты, так что в отсутствии замыкания между Положительный электрод в камере и оболочки; Положительный электрод во всех ячейках - разделите на две группы - в нечетные и четные группы, и проверьте отсутствие короткого замыкания между положительной электродов.
2. Типовые стратегии замены: в соответствии с соглашением ячеек, соответствующий механизм для транспортировки поддонов, создать систему координат для координаты формула пропустить шаг. Перед изменением модели, вызов тест Перейти координировать программы выполните первый test OK и перейдите к режим производства после изменения модели.
3.7 полюс фото станции:
Введение полюс фото станции:
1. Эта станция первой принимает пометьте точку модуля, а затем принимает каждый полюсный;
2. Затем привязка информации о фотографии с помощью этого модуля код и отправить его в лазерной сварки.
3.7.1 оборудование:
1. Оборудование в основном состоит из трехмерной таблицы, матрица CCD и источник света для установки в стойку, автоматическое сканирование штрихкодов пистолет;
2. Действий: После модуля будет отменен и отвезут к полюсу фотографирование станции через двойной скорости цепи, 3D этап определяет модель модуля в зависимости от кода в плен автоматического сканирования штрихкодов пистолет. Найти положение, а затем Shoot 2 Отметьте точки на торцевой пластине. После того как установка будет завершена, она будет в системе координат, которая будет отправлена на станции очистки и станция сварки с помощью PLC и инструментальной лоток будет поступать на следующей станции после по убыванию.
1. Трехмерная этапе приводит в движение камеры и - датчик для съемки и круг вопросов, которые могут реализовать ложные записи и диаметра и прямолинейность.
2. Используйте шаблон для сопоставления приблизительно определите положение, а затем с помощью круглой измерительный прибор для определения центра двух кругов внутри и снаружи полюс кольцо для сварки.
3. Метод работы: слово съемки статически выполняет измерения и определения местоположения, совместимые с медных и алюминиевых материалов.
3.8 полюс станции очистки
Введение полюс станции очистки: эта станция использует роботы и лазерными устройствами для очистки полюсов;
3.8.1 оборудование:
1. Оборудование в основном состоит из шести основных частей: робот, матрица CCD и источник света, капот, автоматическое сканирование штрихкодов пистолет, дальномера и galvanometer;
2. Действий: После модуля будет отменен и отвезут в лазерной станции очистки через двойной скорости цепи, робот распознает модуль модель в зависимости от кода в плен автоматического сканирования штрихкодов пистолет и программы робота автоматически регулирует высоту и затем выполняет измерение расстояния и пометьте точку съемки. После фотографирования , каждый полюсный автоматически очищается в соответствии с координатами отправляется на полюсе фотографирование станции. После очистки, инструментальной лоток опускается и поступает на следующей станции.
3.9 Лазерная сварка станцииЛазерная сварка станции введение:
1. Эта станция первой принимает пометьте точку модуля, а затем рассчитывается смещение каждого полюса на основе данных отправлено фотографирование станции;
2. Все шинной системы сварки, измеренный на расстоянии, а затем лазерная сварка выполняется.
3.9.1 оборудование:
1. Оборудование в основном состоит из шести частей: трехмерная таблица, galvanometer, матрица CCD и источник света для установки в стойку капота, автоматическое сканирование штрихкодов пистолет и дальномера;
2. Действий: После модуля будет отменен и отвезут в лазерной сварки станции через двойной скорости цепи, трехмерная таблица определяет модель модуля в зависимости от кода в плен автоматического сканирования штрихкодов пистолет и трехмерная таблица программа автоматически регулирует высоту и затем выполняет и отметьте точки. Делать снимки. После съемки, шинной системы сварки выполняется автоматически в соответствии с координатами отправляется на полюсе фотографирование станции. После сварки, инструментальной лоток опускается и поступает на следующей станции.
3.10 подвижной колонны крана механизма
3.10.1 мотивам стратегии переключения:
1,разбрасыватель стратегия замены описание:
1. Палец крюка замена: палец крюка и соединительную пластину необходимо вручную заменить в соответствии с различными моделями модули;
2. Изменения в направлении длины: длина - совместимость и надежность соединения блокировки можно регулировать непосредственно на алюминиевый профиль вручную.
3.11.1 поддона Введение: стратегия переключения объяснил
1. Замена поддонов стратегии описание:
1. Направлении ширины введите change: вручную изменить положение бокового упора (нижняя пластина лотка будет сборных конструкций с различными типами отверстия);
2. Изменения в направлении длины: вручную заменить положение слот для карты памяти в передней части блока цилиндров.
Отраслевые приложения
Литиевая батарея модуль полностью автоматическая линия сборки в основном используется в производстве новых энергетических литиевая батарея модулей, призматический аккумулятор модулей, энергии модулей, аккумуляторная батарея питания модулей и сварки в сборе и т.д.
Наша компания













