




 Complaint
Complaint

| Сталь, холоднотянутая | ||||||||
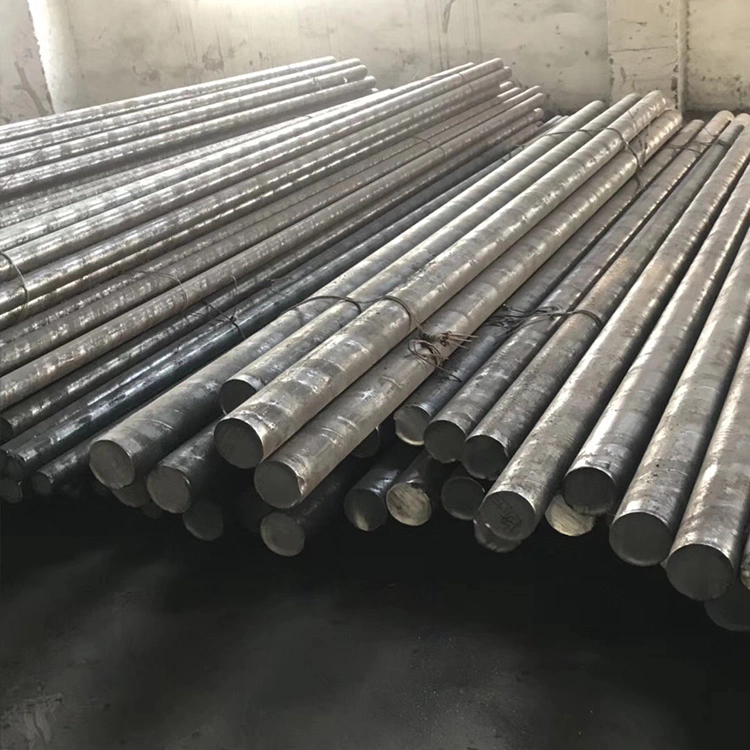
| Сталь с холодным натягиванием относится к использованию технологии холодной экструзии для вытягивания высокоточной, гладкой поверхности круглой стали, квадратной стали, плоской стали, шестиугольной стали и другой формы стали через точные формы. | ||||||||
| Характеристики холодной нарисованной стали | Разнообразие характеристик формы Путем проектирования форм с различными контурами\nразнообразие характеристик формы При проектировании пресс-форм различной формы может быть изготовлена сталь с холодным нарисованным сечением различной формы и спецификации с различными допусками. Углы могут быть разработаны как угловые или закругленные углы. Высокая точность Используйте высококачественные формы из твердого сплава и обеспечьте наличие профессионального персонала для ремонта пресс-форм, чтобы обеспечить точные и единообразные допуски. Гладкая поверхность Благодаря усовершенствованным процессам холодной экструзии поверхность изделий из стали, оттянутой холодным методом, становится гладкой и яркой. Существенная экономия материалов Холодный процесс черчения — это процесс холодной экструзии деформации сырья для достижения необходимой формы, спецификаций и допусков. Потребление сырья минимально, и по сравнению с материалом, потребляемым традиционной токарной обработкой и резкой, материал, сэкономленный холодной чертёжным сталью, очень значителен, особенно когда расход материала велик, экономия материалов более значителен. Экономия времени на обработку и машинное оборудование Благодаря точности и хорошему состоянию поверхности можно использовать изделия из стали, изготовляемой методом холодного отсасания, такие как опрыскивание, шлифование, изгиб, сверление, или непосредственно гальванизированный после точного нанесения в соответствии с фактическими требованиями, что позволяет сэкономить много времени на обработку и затраты на настройку обрабатывающего оборудования. | |||||||
| Использование холодной нарисованной стали | Продукт широко используется в следующих продуктах: Механическое оборудование: деревообрабатывающее оборудование, керамическое оборудование, флипчартное оборудование, стеклянная техника, пищевая техника, строительная техника, пластиковая техника, текстильная техника, домкраты, гидравлические машины, и т.д. Компоненты электрооборудования: Вал электродвигателя, вал вентилятора, вал швейной машины и т.д.; Мебель: Особенно для экспорта металлической мебели, например кофейных столиков, стульев и наружной мебели; Металлические инструменты: Садовые инструменты, решетки для гриля, винты для защиты от кражи и т.д.; Аксессуары для оборудования: Направляющие рельсы, машинные ключи, гайки, винты, круглые гвозди, Шестиугольные гвозди, восьмиугольные гвозди и различные стандартные детали различных спецификаций; автомобильные, мотоциклетные детали и т.д. | |||||||
| Анализ влияния холодной нарисованной стали | ||||||||
| 1. Первый эффект холодного рисования | Возьмите стальной стержень и приложите к нему растягивающее усилие для холодного нанесения, и стальной стержень деформируется (и сделает схему напряжения-деформации). По мере увеличения напряжения на растяжение напряжение на растяжение, которое переносится внутри стальных брусьев, постепенно увеличивается. Когда напряжение на растяжение, создаваемое внутри стальной балки, превышает точку текучести A стальной балки и достигает C, прекратите прочерку и снимите нагрузку. На этом этапе видно, что стальная балка подверглась пластической деформации. Во время процесса разгрузки в схеме напряжения-деформации происходит изменение, а прямая линия O1C медленнее прямой линии OA. | |||||||
| 2. Второй эффект холодного прорисовки: | При повторном применении напряжения на растяжение стальные стержни были растянуты до отказа, и в схеме напряжения-деформации появилось новое изменение. Новая точка текучести была близка к точке C, значительно выше исходной точки текучести A. это изменение указывает на то, что пластичность стальных планок изменилась. Пластичность уменьшилась, твердость увеличилась, а прочность стальных стержней была улучшена. Это явление называется "деформацией упрочнения". После двух указанных выше процессов было завершено производство стали холодного оттянутого производства (армирования). | |||||||