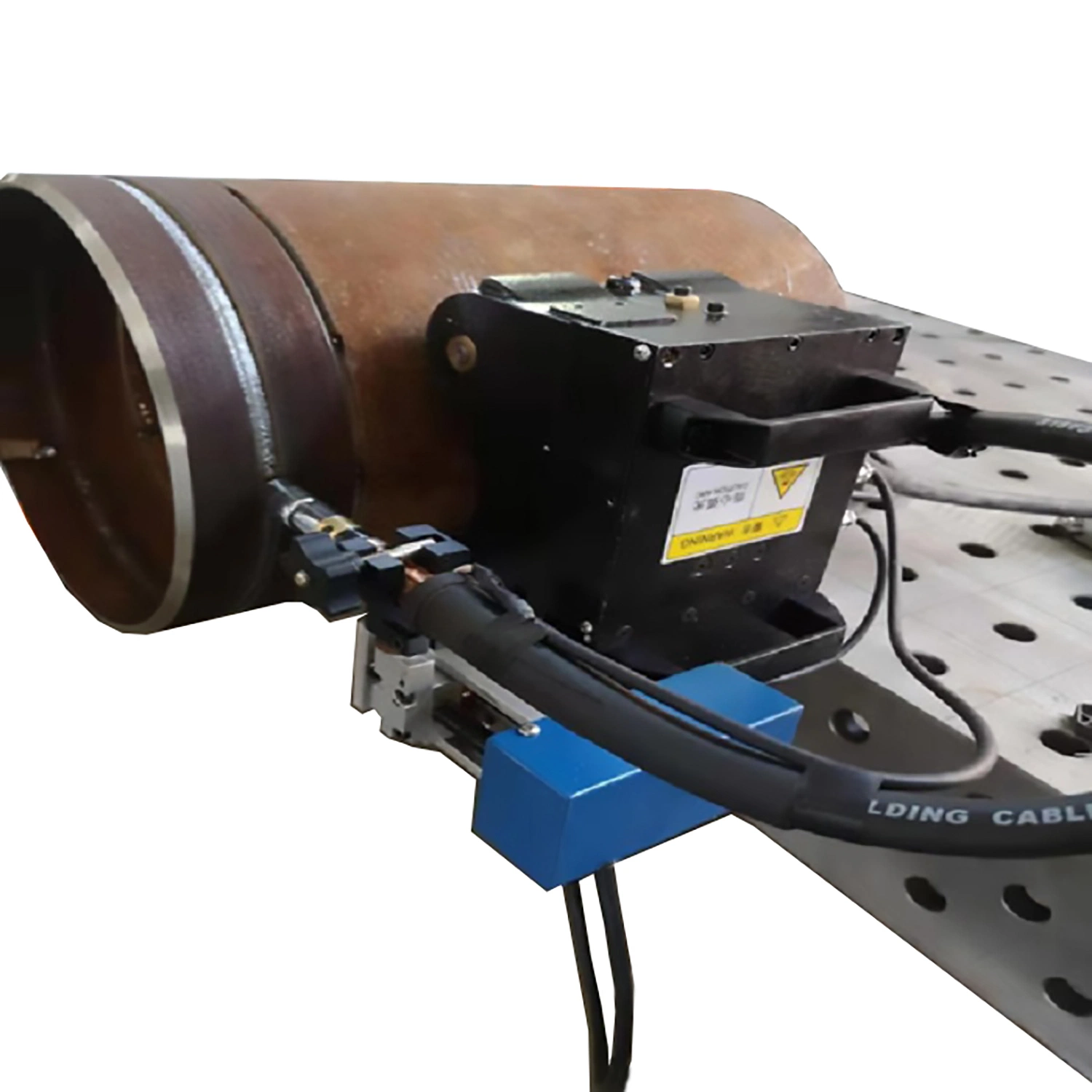
I Проектирование - Он должен соответствовать Требованиям автоматической сварки по кольцевом шву Для отверстий/форсунок с гидравлическим цилиндром/баком/трубой/трубкой
- Сварка MIG/MAG/TIG С помощью устройства подачи проволоки.
- Убедитесь, что характеристики сварки одинаковы И ровны, а сварочный шов имеет хороший внешний вид. Простота и надежность в эксплуатации. Качество может соответствовать требованиям к сварке
II Параметры метода
1. Спецификация сварки и базовое исключение
| Отверстие/ ниппель/ диаметр сопла | > 10 мм |
| Отверстие/ ниппель/ Высота сопла | < 50 мм |
| диаметр гидравлического цилиндра/трубы | > 20 мм |
| длина гидравлического цилиндра/трубы | > 10 мм |
| Скорость сварочной горелки | 0.5-5 ОБ/МИН |
| Питание сервомотора | 0, 4 квт |
| Диапазон регулировки сварочной горелки | 50 мм |
| Расход защитного газа AR | 15 л/мин |
| Источник сварочного тока | Япония OTC CPVE-400 |
| Рабочее напряжение машины | 380 в, 3 фазы, 50 гц |
2. Сварочная горелка наклоняется под определенным углом, может быть отрегулирована вверх-вниз, в поперечном направлении и под углом. Заготовка фиксируется во время вращения сварочной горелки
3. Крепление используется для формирования центра заготовки для получения положения сварного шва, которое не отклоняется при размещении сопла на цилиндре. 4. Не требуется предварительная точечная сварка.
5. Машина имеет высокое напряжение и низкую производительность подачи проволоки, что обеспечивает надежное воспламенение дуги. Он также имеет низкое сварочное напряжение и низкий ток для заваривания кратера.
6. Используется режим подачи проволоки на расстоянии между импульами
7. Использование ПЛК Panasonic для Управления всей работой. Система ЧПУ используется для управления вращением головки станка. Сервомотор приводится в действие приводом сервопривода переменного тока.
8. Вращатель перемещается вверх и вниз с помощью серводвигателя, вращающаяся головка опускается во время сварки машины, а также поднимается во время погрузки и разгрузки
III Конфигурация оборудования






 Complaint
Complaint