Description
описание продукта
Функция интеллектуальной печати отображает коннотацию
Керамическое кольцо с механическим уплотнением
Категория: Скрепер
Дополнительная печатная машина с керамическим кольцом, рекомендованная в соответствии с этапами: (Овальное керамическое кольцо и кольцо из вольфрамовой стали, кольцо из многоцветной вольфрамовой стали не является выборным)
1, первый выбор размера скребка: диаметр * диаметр * высота (чтобы избежать покупки не установлено, не помните, что, кажется, отправить мне курьера не дорого)
Φ36.5xΦ42.5x6mm
φ45*Φ40*12 мм
Φ43*Φ37*10мм
Φ52*Φ60*12 мм
Φ55*φ45*12 мм
Φ64*Φ56*12,2 мм
Φ65*Φ60*5 мм
Φ65*Φ60*5,2 мм
Φ70*Φ60*12 мм
Φ78*Φ70*6 мм
Φ80*Φ70*12 мм
Φ70*Φ65*5,2 мм
Φ90*Φ80*12 мм
Φ90*Φ82*12 мм
Φ94*Φ86*12 мм
Φ90*Φ85*8 мм
φ100*Φ90*12 мм
Φ110*Φ100*12 мм
Φ120*Φ110*12 мм
Φ130*120*12 мм
Φ140*Φ130*12 мм
Φ150*Φ140*12 мм
Φ199*Φ189*12 мм
Φ200*Φ190*12 мм
Φ201*Φ189*16 мм
Φ250*Φ240*16 мм
2, затем выберите форму керамического кольца
См. следующую таблицу
3. если к чертежам прикреплены особые требования, например, сторона знака вашей компании или требования к допуску, то очень немногие предложили использовать их до тех пор, пока они не будут использованы.
Примечание: Специальные спецификации могут быть настроены, разные спецификации не являются одинаковой ценой, пожалуйста, позвоните мне, а затем купите ах, спасибо!
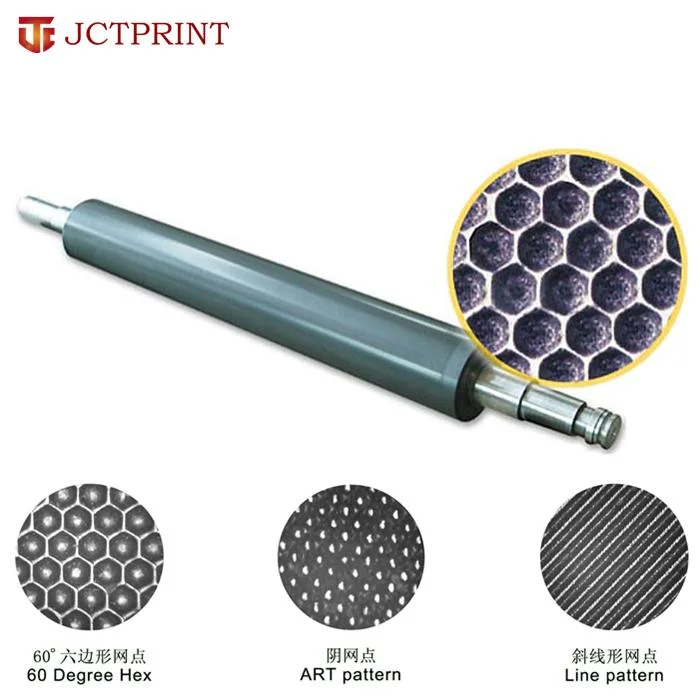
Наш отдел пресс-форм, специализирующийся на производстве печатной машины для маслосъемного кольца (закрытые чернила с ножом для скрипа), делится на: Карбид вольфрамовый стальной кольцевой нож) (керамическое кольцо ножа),
Мы используем циркониевый керамический материал, который отличается высокой износостойкостью, химической устойчивостью, высокой температурой, антимагнитным и т.д., может использоваться в особо тяжелых условиях и не загрязняет материал и окружающую среду; Производство керамического уплотнительного кольца, печать является идеальной заменой другим металлическим изделиям, таким как нержавеющая сталь, твердый сплав, молибденовая сталь, вольфрамовая сталь и т.д., которые устойчивы к износу и химически стойким деталям.
Недостатки:
1, керамика сама хрупкая. Более того, такая острая кромка ножа, чернила, содержащие частицы или не содержащие пыли цех в запыленной придорожной мастерской, легко и плохо о.
2, коллапс вольфрамовой стали также может быть шлифовкой, ремонт керамического зазора кольца затруднен, очень немногие принимают эту работу, потому что дешево.
Вы оптовики, руководители по закупкам, обеспокоенные качеством керамического кольца, чтобы увидеть требования высокой земли завода, также очень прилежно,
Для большинства типографий изготовители выпускают разнообразные модели, технические характеристики чистые легированные вольфрамовые чашки, скребок, качество отечественного первого класса, широко применяемый в различных марках систем для металлообработки, Большое количество долгосрочных поставок на рынок Европы, производители полиграфической техники, оптовые торговцы, иностранные торговые компании и экспорт в Юго-Восточную Азию, завоевали у клиента любимейшими заслуг.
Большое количество клиентов, использующих технологию обработки керамических колец, очень заинтересованы в такой конфиденциальности, я объясняю для некоторых из вас:
Оксид циркония широко используется для его превосходных высоких температур физических и механических свойств, особенно для критических компонентов, используемых в тяжелых условиях. Поскольку теплопроводность циркония низкая и коэффициент теплового расширения большой, термическая стабильность циркониевого продукта низкая. Предпочтительно, чтобы керамическое изделие, полученное из сырья оксида циркония, состоящего из частично стабилизированного циркониевого сырья, было наиболее стабильным в температурном отношении. Поэтому производство циркониевой керамической структуры часто используется для стабилизации циркониевого сырья, а не всего стабильного циркониевого сырья. Производство циркониевой керамической структуры, как правило, с 3м1% Y203 стабильным циркониевым ультрамелким порошком. Ниже представлены два аспекта литья и обжига циркониевого керамического процесса.
Один, формирующий
В настоящее время применяются более трех методов изготовления циркониевых керамических плашек: Литье под давлением, прессование под давлением в сухом виде и изостатическое прессование.
1, литье горячей плашки
Для керамических изделий с циркониевой структурой или сложных форм изделий. Обычно используется метод литья под давлением. Метод формования относительно прост, особенно подходит для производства больших количеств или сложной формы изделий малого и среднего размера. Однако изделия из литья циркония горячего плашка подвержены образованию трещин, деформации и других дефектов, поскольку размер частиц циркониевой керамической шлам меньше, площадь поверхности порошка велика, подготовка смеси горячего прессования, Парафиновая и олеиновая кислоты, а также количество людей должны быть значительно выше, чем другие керамические изделия, что приводит к массовой усадке, ряду воска, подверженным растрескиванию, деформации и другим дефектам. Поэтому подготовка шлама, для того чтобы освоить добавление парафиновой и олеиновой кислоты и соединиться с этим путем, проектирование разумного ряда кривой воскового воспламенения и других связанных с этим параметров процесса, чтобы избежать появления этих дефектов.
2, формирование сухого давления
В форме простого, пригодного для сухого прессования изделий из циркониевой керамики малого и среднего размера, часто используется сухой метод давления. Циркониевый керамический сухой нажим когда общей проблемой является стратификация продукта, это потому, что цирконий ультрамелкий порошковый грануляционный частицы очень мелки, поэтому частицы светятся, плохая подвижность, сухость давления, подверженной многослойному явлению. Из практики производства, согласно которой покрытие продукта и отделка пресс-формы и ситуация, давление формовки, давление и время давления, режим сброса, скорость снятия зависят от следующих аспектов вышеуказанного влияния факторов на сухой прессование, описывается следующим образом:
A, обработка пресс-формы и в соответствии с ситуацией
Давление сухого воздуха на пресс-форму выше, в первую очередь требуется определенная степень твердости пресс-формы. Поскольку частицы стабилизатора циркония очень тонкие, невысокая подвижность, и, следовательно, требования к отделке пресс-формы высоки, если отделка не соответствует требованиям, то давление сухого продукта при потоке материала, что приводит к возникновению стратификации. В то же время, если пресс-форма не хорошая, зазор большой, из-за мельчайших частиц циркония порошок, порошок вымрет из пресс-формы из зазора, в результате чего в форме вокруг порошка будет меньше, так что при нажатии вокруг не может быть компактным, Будет связано с несогласованности и стратификацией передачи давления, поэтому требования к пресс-форме с более высоким.
B, давление формовки
Давление формования в процессе сухого прессования циркония является более критическим, давление слишком маленькое и слишком много не может подавить идеальный корпус. Давление слишком мало, тогда плотность продуктов после горения мала, усадка продукта, степень уплотнения зеленого тела непростая для появления стратификации; а давление слишком большое, тело также подвержено трещинам, стратификации и сносу трудностей и так далее. Надлежащее давление формования необходимо изучить на практике производства.
C, под давлением
Существует два вида методов нагнетания давления: Одно - одностороннее давление, другое - двустороннее давление. Когда одностороннее давление, давление на одном конце давления непосредственно, возникает ясный градиент давления, чем хуже расход порошка, тело разности давления больше, тем более склонен к стратификации. Двустороннее давление, две стороны тела непосредственно под давлением, поэтому два конца плотности, средняя плотность невелики, градиент давления эффективного передающего расстояния одностороннего давления половины, так плотность тела, чем одностороннее давление, чтобы значительно более равномерное. Поэтому керамический сухой пресс-формы циркония должны быть двухсторонним способом.
D, давление и время выдержки
Время управления давлением и давлением также может привести к неравномерным зиренниевым пробкам и другим дефектам. Скорость штамповки должна быть низкой, как, например, давление слишком быстро, тело газа не легко выкавливаться, что приводит к появлению зелёного тела, поверхность густая и рыгается в середине, а также наличие пузырьков и так далее. Такие как время выдержки слишком короткое, давление еще не достигло глубины, внешняя сила снята, так что тело не легко разрядить газ, трудно получить более идеальное тело, есть пузырьки и другие явления. Время выдержки должно быть одинаковым, в противном случае это приведет к неравномерной толщине продукта, что приведет к отходам.
E, режим зачистки и скорость зачистки
Сухая зачистка под давлением при общем использовании инструментов из пресс-формы вне корпуса скорость зачистки должна быть равномерной и медленной, например, при внимании может вызвать растрескивание корпуса. Практика показывает, что инструмент для отсоединения пресс-формы должен быть плоским, иначе он может привести к образованию трещин на неровном корпусе. Короче говоря, давление сухого воздуха и вышеуказанные факторы связаны с несколькими факторами, чтобы сформировать идеальное тело, необходимо контролировать вышеуказанные аспекты.
3, изостатическое прессование
Для формы особой и большой циркониевой керамической структуры используется изостатическое прессование. Изостатическое прессование зеленого тела за счет равномерного давления в каждом направлении, и давление большое, поэтому после формирования плотности тела, однородности, усадки при стрельбе мала, легко деформацировать, растрескировать, стратификация. Метод литьевого формования позволяет избежать трудностей сухой упаковки, особенно образования толстых циркониевых продуктов, сухого давления, подверженной стратификации, и изостатического формования, поэтому метод литьевого формования состоит в производстве циркониевых продуктов, обычно используемых методом. Но после того, как необходимо обработать гидростатическое формование кузова, оно будет выбрасывать часть сырья, а потому что кузов очень тяжелый, обработка больше проблем, а скорость обработки медленная, иначе кузов подвержен разрушению, производительность не высокая.
Во-вторых, сожжен
Циркония при различных температурах, существует три однородных формы тела, а именно кубический, моноклинический и тетрагональный. Температура перехода циркониевого кристалла следующая:
Из моноклинической системы в тетрагональную систему с примерно 7% изменения объема. Нагрев от моноклинного циркония до тетрагонального циркония при объемной усадке; охлаждение от тетрагонального циркония до моноклинного расширения объема циркония, это сокращение и расширение не происходит при той же температуре, первое около 1200 oC, последнее около 1000 oC.
Температура спекания циркониевой керамики варьируется в зависимости от метода приготовления, точности, типа добавок и количества добавок, обычно от 1500 до 1650oC, поэтому циркониевый керамический не имеет единой кривой воспламенения, и его подходящая система обжига должна быть получена путем испытания на обжиг. Обжиг циркониевой керамики подвержен растрескиванию из-за изменения объема, поэтому выбор кривой обжига очень важен в процессе обжига циркониевой керамики. Следует уделять внимание контролю скорости нагрева, особенно в зоне перехода кристаллической фазы, скорости нагрева, чтобы замедлить, для тяжелых шин и больших кусков продуктов следует обратить внимание на скорость нагрева. При температуре 1100 oC выше скорость охлаждения должна быть не слишком высокой, иначе будет иметь место растрескивание.
Циркониевый материал обладает различными превосходными свойствами, особенно с эффектом закаливания, который широко используется в качестве прочного керамического материала. Он обладает высокой прочностью, высокой прочностью на изгиб, высокой твердостью и износостойкостью и другими характеристиками, но также демонстрирует широту применения. Она имеет широкий спектр применения в машиностроении, электронике, нефти, химической, аэрокосмической, текстиль, прецизионные измерительные приборы, прецизионные станки, биоинженерное и медицинское оборудование. Растущая популярность ежедневного использования керамических инструментов, но и делает циркониевый керамический состав начал входить в поле керамики для ежедневного использования. Циркониевый структурный керамический изделия как одно из важнейших применений цирконии, все больше внимания и больше внимания, перспективы отрасли.
Ультразвуковой метод обработки циркониевого керамического материала
Циркониевый керамический Ультразвуковая обработка — это применение ультразвуковой вибрации на обрабатываемый инструмент или материал, добавление жидкого абразивного или пасточного абразива между инструментом и заготовкой, а инструмент прижимается к заготовке небольшим давлением.
Циркониевый керамический процессор, благодаря наличию ультразвуковой вибрации между инструментом и заготовкой, заставляя рабочую жидкость, подвешенную в абразивных частицах с большой скоростью и ускорением, продолжать ударять, полировать обрабатываемую поверхность, а также обрабатываемую область кавитации, эффект давления, в результате чего материал будет извлечен.
Ультразвуковая обработка циркониевой керамики и другие методы обработки, объединенные для формирования разнообразных ультразвуковых композитных технологий обработки, таких как ультразвуковая обработка, ультразвуковое шлифование, ультразвуковое бурение, ультразвуковая обработка резьбы, ультразвуковая обработка вибраций, ультразвуковая шлифовка и полировка.
Ультразвуковой метод обработки компаунда более подходит для обработки циркониевой керамики, а его эффективность обработки повышается с хрупкостью циркониевого керамического материала.
Исследователи изучили ультразвуковое шлифование циркониевого керамического материала и почти удвоили эффективность обработки керамических материалов.
При обработке глинозема керамической и циркониевой керамики инструмент и заготовка одновременно с применением ультразвуковой вибрации, так что эффективность обработки увеличилась в 2—3 раза;
В буровом долото благодаря ультразвуковым вибрациям для глубокой обработки отверстий, значительно улучшая качество поверхности скважины и круглость скважины.
Скорость удаления циркониевого керамического материала при шлифовке и полировке связана с прочностью циркониевого керамического материала. Чем выше прочность циркониевой керамики, тем ниже эффективность обработки циркониевой керамики
Посмотрите на конец Аха, подавайте! Не забудьте заплатить о






 Complaint
Complaint