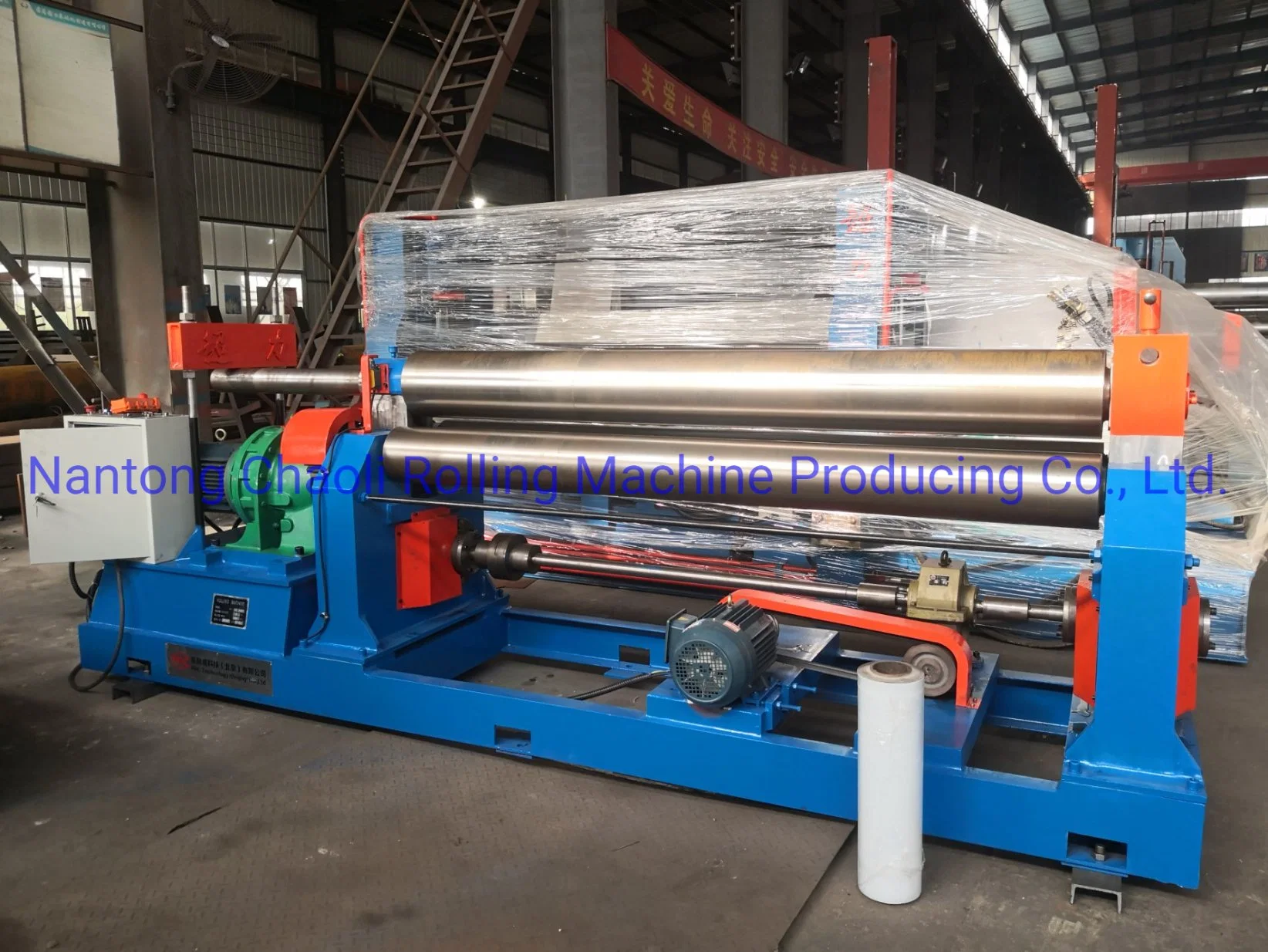
| No. | Пункт | Блок управления | Рис. |
| 1 | Тип машины | Мм | 6×1500 |
| 2 | Стальную пластину усилия изгиба | Мпа | 235 |
| 3 | Стальной пластины максимальная ширина | Мм | 1500 |
| 4 | Стальную пластину max предварительного изгиба толщина | Мм | 5 |
| 5 | Стальной пластины максимальная толщина | Мм | 6 |
| 6 | Диаметр верхнего ролика | Мм | 170 |
| 7 | Диаметр нижнего ролика | Мм | 160 |
| 8 | Диаметр ролика со стороны | Мм | 140 |
| 9 | Момент сопротивления качению скорости | М/мин | 4 |
| 10 | Минимальный диаметр качения | Мм | 250 |
| 11 | Угол изгиба | | ≥75° |
| 12 | гидравлическая система рабочего давления | Мпа | 16 |
| 13 | Мощность электродвигателя | Квт | 4 |





 Complaint
Complaint