




 Complaint
Complaint

2022 линия производства электростатических стальных красок/линия порошковой живописи/электростатическая покраска печи/порошок Оборудование для опрыскивания/машина для нанесения порошкового покрытия из алюминия
1.3 идея дизайна (только пример)
1.3.1 Оборудование должно быть надежным в эксплуатации, простым в эксплуатации и удобным в обслуживании.
1.3.2 Все вспомогательные детали, материалы и электрические компоненты выбираются с использованием передовых технологий и высококачественных продуктов и имеют функции защиты от взрыва. Импортированные детали выбираются для основного оборудования и материалов, таких как горелки и некоторые электрические компоненты, чтобы обеспечить общую производительность и качество оборудования.
1.3.3 полностью учитывать безопасность эксплуатации оборудования и применять надежные методы контроля температуры, давления и концентрации пыли для обеспечения общей производительности и качества оборудования.
1.3.4 Оборудование для порошкового распыления использует сочетание автоматического импульсного типа и ручной очистки воздуха, а также процесс быстрой смены цвета (быстрая замена фильтрующего элемента) для обеспечения эффективного завершения порошкового распыления.
2. Конструкция технологического потока: Верхняя часть → порошковое опрыскивание (вращение заготовки) → затвердевание → охлаждение (естественное) → разгрузочная часть.
Часть II: Подробная конфигурация и технические параметры основного оборудования
1. Помещение для порошкового распыления
3.1 Оборудование для помещений с порошковым распылением: 2 комплекта;
3.2 устройство для восстановления порошка: 2 комплекта;
3.3 метод опрыскивания: Метод ручного опрыскивания.
3.4 требования к конструкции: Для соответствия требованиям порошковых кабин для заготовок с несколькими цветами.
3.6 требования к материалу в порошковой комнате: Корпус распылительной комнаты изготовлен из оцинкованной стальной пластины T1.5 с порошковым покрытием на поверхности.
3.7 метод переработки: Системы переработки с обеих сторон.
3.8 вентилятор восстановления
3.8.1 количество: 2 комплектов, модель 4-72;
3.8.2 объем воздуха: 12000M3/ч;
3.8.3 Общее давление: 1200 Па;
3.8.4 мощность: 5,5 квт.
3.8.5 выпускной канал: Воздуховод изготовлен из оцинкованного листа T0.8 в сочетании с угольным железным фланцем.
3.8.6 материал опорной рамы вентилятора составляет квадратную трубу 100×100.
3.9 производительность переработки: Отсутствие явного разлива порошка. Скорость ветра на входе при каждом открытии порошковой комнаты > 0,6 м/с.
3. Оборудование печи для затвердевания:
4.1 Название оборудования: Печь для затвердевания;
4.2 в состав отверждающего духового шкафа входят: Камера духового шкафа, система нагрева, система возврата воздуха, автоматическая система регулирования температуры и т.д.;
4.3 корпус камеры печи для тупли:
4.3.1 корпус печи для затвердевания имеет высокую структуру, при этом дно заготовки входит в нее и выходит из нее. Нижняя рама основного корпуса сварена секционной сталью, которая твердая, надежная и красивая. Нижняя рама и "масса" соединены расширительным болтами;
4.3.2 Внутренняя пластина корпуса печи для отверждения изготовлена из оцинкованного листа 0,5 мм, а наружная пластина изготовлена из листа с покрытием 0,5 мм. Внутренние и внешние стены заполнены высококачественной каменной шерстью толщиной 100 мм, а плотность шерсти породы — 120 тыс. Между платой и платой устанавливается при помощи вставного соединения;
4.3.3 внутри корпуса нагревательной камеры имеется внутренняя рама, внутренняя рама может поддерживать боковые пластины и верхние пластины с обеих сторон корпуса камеры, а внутренняя рама может поддерживать цепь транспортера в печи, а внутренняя рама соединена секционной сталью;
4.4 Газовая система отопления:
4.4.1 Газ-камера сгорания представляет собой двухслойную теплоизоляционную структуру, размещенную на корпусе камеры, заполненную высококачественной каменной шерстью толщиной 100 мм между внутренней и внешней стенками, плотность горной шерсти составляет 120К, а панели собираются путём вставки;
4.4.2 Пожарная перегородка в нагревательной камере изготовлена из нержавеющей стали SUS304 толщиной ≥1,5 мм;
4.5.3 горелка представляет собой импортированную итальянскую горелку Lia Lu, включающую программный контроллер, систему газопровода, автоматическое зажигание, детектор зажигания, устройство обнаружения утечек газа, устройство регулирования давления, устройство фильтрации сжижения и т. д.;
4.5 вентилятор циркуляции горячего воздуха представляет собой центробежный вентилятор с водяным охлаждением, с алюминиевым силикатным изоляционным слоем толщиной 100 мм, добавляемым в корпус; вентилятор работает плавно и имеет низкий уровень шума;
4.5.1 метод подачи воздуха является методом обратной подачи снизу вверх-вверх, а трубопровод подачи воздуха имеет многоуровневый градиент, который способствует равномерной температуре во всей печи отверждения. Трубопроводы подачи воздуха оснащены регулировочным устройством для облегчения регулировки объема воздуха;
4.5.2 материал возвратного воздуховода оцинкован, его толщина соответствует национальным нормам HVAC;
4.6 Система автоматического регулирования температуры:
4.6.1 установите переключатель защиты от перегрева для защиты системы обогрева. В случае перегрева или неисправности вентилятора система обогрева будет отключена вовремя, и будет подан звуковой и визуальный сигнал тревоги, а также будет установлено устройство сигнализации низкой температуры;
4.6.2 регулятор температуры использует метод многоточчного измерения температуры и многоточчного регулирования температуры и использует метод постоянного регулирования температуры для управления температурой. Платиновый термодатчик, контроллер температуры цифрового дисплея, простота регулировки, ошибка регулирования температуры не должна превышать ±5°C, контроллер температуры использует продукты международной марки;
4.6.3 циркуляционный вентилятор оснащен функцией задержки, которая обеспечивает быстрое охлаждение воздуха;
4.6.4 требования к производительности:
4.7.1 время нагрева: Печь для затвердевания: Температура в помещении 220°C около 45 мин;
4.7.2 производительность регулирования температуры: В печи имеется датчик температуры, и температура отображается на контроллере температуры;
4.7.3 Теплоизоляционные характеристики: Разница между средней температурой 10 равномерно распределенных точек измерения температуры в любой площади 1м² корпуса печи и температурой окружающей среды составляет ≤15°C;
4.7.4 равномерность температуры: После того как температура поверхности заготовки в эффективной температурной зоне печи для затвердевания достигает заданной рабочей температуры, отклонение температуры верхней, средней и нижней трех точек в пределах высоты заготовки составляет ≤±5°C;
4.7.5 установите регулируемую систему выпуска отработавших газов для поддержания небольшого отрицательного давления в сушильном туннеле, чтобы обеспечить защиту от переполнения тепла, подаваемого на входе и выходе из туннеля.
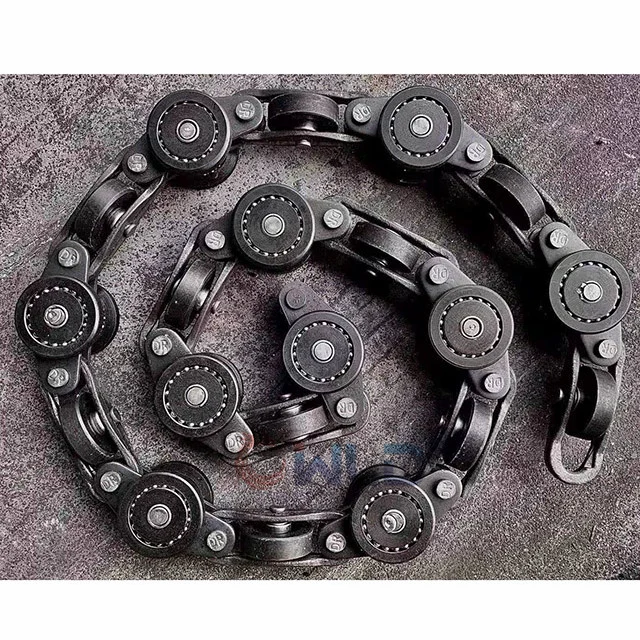
5. Конвейерная система с подвеской:
5.1 используйте транспортную цепь с подвеской для тяжелых условий эксплуатации 200, грузоподъемность в одной точке 50 кг, включая приводной механизм, тяжелое устройство натяжения молота, цепь, прямую направляющую, изогнутую направляющую, телескопическую направляющую, кронштейн, основной разбрасыватель, электрическая система управления, устройство автоматического управления защита от перегрузки и т.д.
5.2 используйте соответствующее количество устройств управления в зависимости от натяжения каждой линии; проблемы с обходом, заклиниванием и т. д. отсутствуют
5.3 скорость технологической цепи: V=0,5 м/мин (0.5-1,0 м/мин бесступенчато регулируется).
5.4 в приводном устройстве используется технология бесступенчатого преобразования частоты вращения.
5.5 на натяжном устройстве установлены защитные выключатели ограничения рабочего объема, на всех ключевых частях линии установлены аварийные выключатели аварийного останова, а привод оснащен механической и электрической двойной предохранительной защитой.
5.6 Все гусеницы оснащены поворотными поворотными поворотными устройствами поворота колес для снижения нагрузки на водителя.
5.7 гусеница в печи для затвердевания оснащена 2 расширительными соединениями, чтобы не допустить термической деформации гусеницы.
5.8 уровень шума приводной цепи ниже 65 дб, а закрытая цепь смазки используется для облегчения технического обслуживания.
5.9 углы наклона вверх и вниз всех цепей конвейера составляют 30°;
5.10 установите кнопки аварийного останова в следующих местах, установите звуковые и световые индикаторы станции аварийного останова в местах, где они находятся в мастерской, и своевременно сообщите персоналу производственного отдела о месте аварийного останова:













