

 Complaint
Complaint

| Пункт | Стандартные | Блок управления | P48 | P60 | P80 | P100 | P130 | P200 | P250 | |
| Плотность | ISO 845 | Кг/м3 | Средняя | 48 | 60 | 80 | 100 | 130 | 200 | 250 |
| Терпимости | 43-55 | -6,+9 | ±10 | ±10 | ±15 | ±20 | ±30 | |||
| Степень сжатия Численность | ASTM D ТМ1621 | Мпа | Средняя | 0.60 | 0.9 | 1.4 | 2.0 | 3.0 | 4.8 | 6.2 |
| Минимальная | (0,50) | (0.7) | (1.15) | (1.65) | (2.4) | (4.2) | (NA) | |||
| Модуль сжатия | ASTM D 1621 | Мпа | Средняя | 48 | 70 | 90 | 135 | 170 | 240 | 300 |
| Минимальная | (35) | (60) | (80) | (115) | (145) | (200) | (NA) | |||
| Предел прочности на разрыв | ASTM D 1623 | Мпа | Средняя | 0.95 | 1.8 | 2.5 | 3.5 | 4.8 | 7.1 | 9.2 |
| Минимальная | (0.8) | (1.5) | (2.2) | (2.5) | (3.5) | (6.3) | (NA) | |||
| Прочность на разрыв | ASTM D 1623 | Мпа | Средняя | 35 | 75 | 95 | 130 | 175 | 250 | 320 |
| Модуль упругости | Минимальная | (28) | (57) | (85) | (105) | (135) | (210) | (NA) | ||
| Срезные | ASTM C 273 | Мпа | Средняя | 0,55 | 0,76 | 1.15 | 1.6 | 2.2 | 3.5 | 4.5 |
| Численность | Минимальная | (0,50) | (0.63) | (0.95) | (1.4) | (1.9) | (3.2) | (NA) | ||
| Срезные | ASTM C 273 | Мпа | Средняя | 16 | 20 | 27 | 35 | 50 | 85 | 104 |
| Модуль упругости | Минимальная | (14) | (16) | (23) | (28) | (40) | (75) | (NA) | ||
| Срезные Удлинение при разрыве | ASTM C 273 | % | Средняя Минимальная | 10 (8) | 20 (10) | 30 (15) | 40 (25) | 40 (30) | 40 (30) | 40 (NA) |
| Ширина | Мм | ±5 | 1270 | 1120 | 1010 | 940 | 840 | 740 | 700 | |
| Стандартные | ||||||||||
| Длина | Мм | ±5 | 2730 | 2350 | 2160 | 2040 | 1880 | 1600 | 1500 | |
| Размер | ||||||||||
| Толщина | Мм | ±0,5 | 5~80 | 5~70 | 3~65 | 3~60 | 3~50 | 3~40 | 3~40 | |
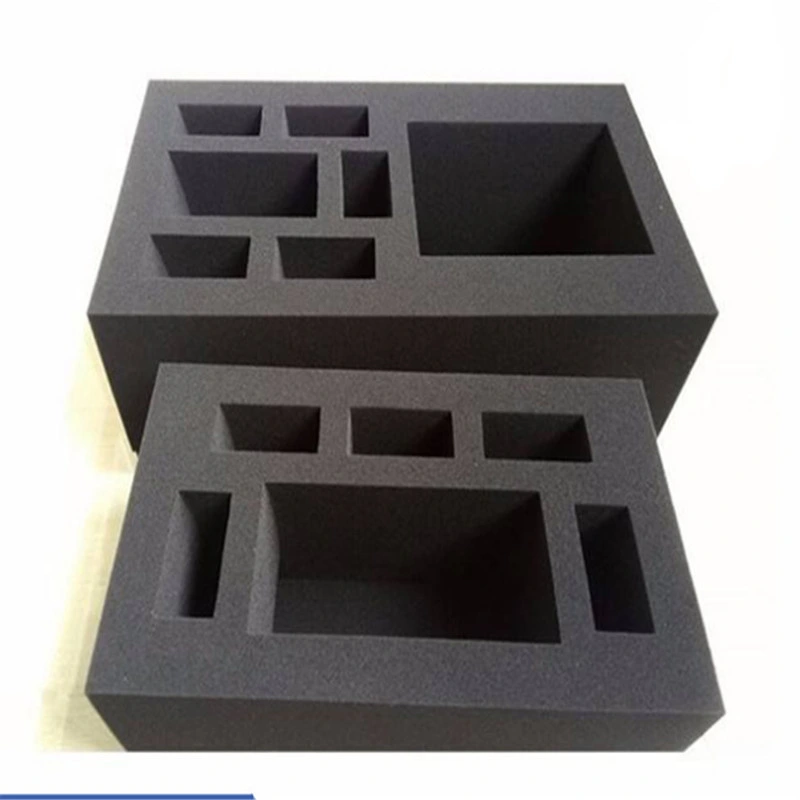
| Схемы | Тип | Описание | Процесс литьевого формования |
| Плоская пластина | Нет другой пост- Обработки. Если вы хотите изогнутая поверхность, вы можете получить его по отношению к плоской пластине, горячее формование. | Подходит для руки заложить, для литья под давлением и другие процессы на плоской пластине с помощью сэндвич структуры. | |
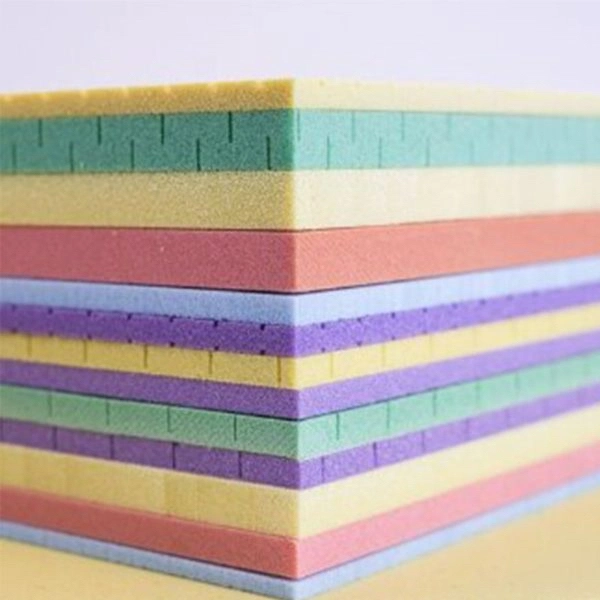
| Плакатный печатный носитель из пеноматериала | Небольших квадрата формируются путем разрезания на одной стороне Плоские пластины в обоих направлениях длины и ширины с клеевой сетки из стекловолокна на другой стороне. | Подходит для изделий с изогнутой поверхности. | |
| Двойной порезов | Отрезать обе стороны от основного материала в пределах 55-60% от толщины и положения разрезов расположены в шахматном порядке. Объем поглощения пластика намного меньше плакатный печатный носитель из пеноматериала. | Подходит для приложений с помощью небольшой кривизны. | |
| | Перфорированную пластину | Проколите отверстие по центру отверстия диаметром около 2 мм на пластинах. Вы можете изменить диаметр отверстия в зависимости от плотности и толщины основного материала. Захваченный воздух в процесс ламинирования могут быть удалены из нижней части основного материала в области перфорации отверстий. Кроме того, смолы может протекать с одной стороны основной материал на другой стороне. | Подходит для руки заложить в связи с вакуумной инфузии, сжатие процесса литьевого формования для повышения прочности клея. |
| Пластина с прорезью | Руководство слоты на поверхности пластины. Руководство слоты могут быть утилизированы в длину и ширину направлении на одной или обеих сторонах. Паз(s) могут работать в качестве канала потока полимеров и может удалить захваченный воздух при использовании пластика вакуумного ламинирования вливания. | Подходит для вакуумной инфузии и сжатие процесса литьевого формования для производства продукции с большой площади. | |
| Перфорированную пластину с прорезями | 20мм. На основе пластины с прорезями, проколите отверстие по центру отверстия диаметром 2 мм в отверстия, что расстояние между каждые два - 20 мм в длину или в направлении ширины плиты. | Она имеет функции двух упомянутых выше основные материалы, подходящие для внутривенного вливания, сжатия и вакуумного формования bagging процесс для получения крупных изделий. |