




 Complaint
Complaint

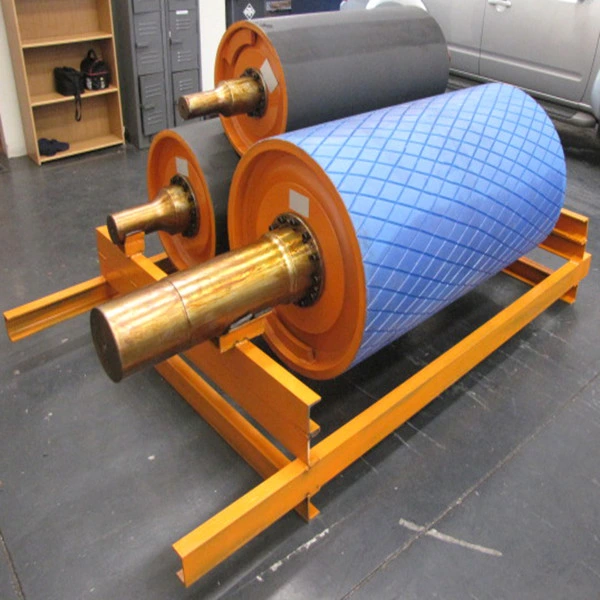
| 1. Барабан или кожух:барабан является частью шкива, контактирующие непосредственно с ремнем. Корпус изготовлен из проката из стали или из полой стальной трубы. |
| 2.пластины диафрагмы: Диафрагма или торцевые пластины шкива представляют собой круглые диски, изготовленные из толстой стальной пластины и приваренные к кожуху с каждой стороны, Для усиления барабана. Торцевые пластины расточены по центру для установки вала шкива и ступиц блокирующих элементов шкива. |
| 3.вал : Вал предназначен для размещения всех приложенных усилий от ремня и/или приводного блока с минимальным отклонением. Вал расположен и закреплен на ступицах конечных дисков с помощью стопорных элементов. Вал и, следовательно, валы шкивов часто ступенчаты. |
| 4.стопорные элементы:это высокоточные детали, которые устанавливаются на вал и в ступицы шкива. Стопорные элементы надежно фиксируя шкив на валу через торцевые пластины. |
| 5.ступицы:ступицы изготовлены и изготовлены из обработанных корпусов, приваренных к торцевых пластинам. |
| 6.запаздывание: Иногда необходимо или желательно улучшить трение между конвейерной лентой и шкивом, чтобы улучшить крутящий момент, который может передаваться через ведущий шкив. Улучшенное сцепление с шкивом также помогает при подготовке ремня. В таких случаях поверхности барабана шкива "запаздывают" или покрыты резиновым материалом. |
| 7.подшипник: Подшипники, используемые для шкивов конвейера, как правило, являются сферическими роликовыми подшипниками, которые выбираются в зависимости от их радиальных и осевых характеристик. Подшипники расположены на своих дорожках качения самостоятельно, что означает, что подшипники можно "выровнять" относительно вала и отвесных блоков в определенной степени. В практическом плане это означает, что подшипник может быть установлен на изгиб вала в нагруженных условиях, а также на незначительное смещение опорной конструкции шкива. |
| 1. Различные типы отстающих могут соответствовать всем видам сложных инженерных требований. |
| 2. Усовершенствованная технология сварки обеспечивает прочность соединения между оболочкой и торцевых дисков. |
| 3.высокопрочные стопорные элементы могут соответствовать требованиям к крутящему моменту и изгибу. |
| 4.T-образные торцевых дисков обеспечивают высочайшую производительность и надежность. |
| 5.стандартизированный узел подшипника делает его более удобным для конечного пользователя. |
| 6.превосходное сырье и передовая технология обработки позволяют валу выдерживать достаточный крутящий момент. |
| 7.Низкий уровень технического обслуживания для непрерывной работы и низкая совокупная стоимость владения. |
| 8.Научный процесс проектирования, включающий анализ конечных элементов. |
| СТАНОК:мы предлагаем передовые лазерные станки, полный набор интеллектуального оборудования для формования листового металла, роботизированную сварку и другое оборудование для обработки и тестирования. |
| ОКРАСКА: Электростатическое распыление используется для обеспечения разнообразия, модели и качества покрытий, растворителей и отверждающих средств, которые должны соответствовать требованиям проектирования и действующим национальным стандартам. Перед окраской стального покрытия не должно быть сварочного шлака, сварочных шрамов, пыли, масла, воды и заусенцев. Не должно быть никаких ошибок в окраске или упущения, а покрытие не должно иметь следов пилинга и ржавчины. Метод проверки: Наблюдение и проверка. Равномерная чистка, равномерный цвет, отсутствие морщин, провисание и пузырей, хорошая адгезия и линия цветоделения должны быть четкими и аккуратными. |
| ПОСТАВКА:Сертификат изготовителя товаров и продукции, инструкции по установке и использованию и чертежи, полный набор соединителей. После прибытия оборудования на объект компания немедленно организует для специалистов и технических специалистов руководство по установке на объекте, чтобы предоставить клиентам удовлетворительные услуги. |
| УПАКОВКА:упакована стальной рамой или деревянным ящиком, в соответствии с требованиями торгового экспорта или в соответствии с особыми требованиями клиентов. |














