Complaint
Complaint

| HCGMT® 15000 Вт - большие рабочие места - мощные лазерные режущие машины - Технические параметры | |
| Мощность лазера | 15000 ВТ. |
| Максимальный размер резания | 8*2.5M/10*2.5M/13*2.5M |
| Максимальная скорость движения | 100 М/МИН |
| Максимальное ускорение | 1,2 Г |
| Точность позиционирования | 0,1 ММ |
| Точность повторного позиционирования | 0,02 ММ |
| Рабочее напряжение | 380 В/50 ГЦ |
| Тип охлаждения | Водяное охлаждение |
| Примечание: Все параметры являются динамическими и только для справки. Для получения дополнительной информации обратитесь в службу поддержки клиентов. | |
| Материалов | Толщина (ММ) | Газ | 1500 ВТ. | 3000 ВТ. | 6000 ВТ. | 12000 ВТ. | 15000 ВТ. |
| Углеродистая сталь (Q235B) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | ||
| 1 | Азот/кислород | 26-29 | 47-50 | 58-62 | |||
| 2 | Азот/кислород | 7-8 | 21-23 | 31-36 | |||
| 3 | Азот/кислород | / | 6-12 | 18-22 | 32-38 | 34-39 | |
| Кислород | 2.9-3.2 | 3.9-4.1 | / | / | / | ||
| 4 | Азот/кислород | / | / | 11-13 | 22-26 | 25-29 | |
| Кислород | 2.4-2.6 | 3.4-3.6 | 3.7-4 | / | / | ||
| 5 | Азот/кислород | / | / | 8-10 | 17-20 | 18-22 | |
| Кислород | 1.8-2.0 | / | 3.2-3.3 | / | / | ||
| 6 | Воздух | / | / | 5.5-6.5 | 12-14 | 16-18 | |
| Азот | / | / | 5.5-6.5 | 11-13 | 15-17 | ||
| Кислород | 1.6-1.8 | 2.7-2.8 | 2.6-2.8 | 2.6-2.8 | 2.6-2.8 | ||
| 8 | Воздух | / | / | / | 8-10 | 10-11 | |
| Азот | / | / | / | 7-9 | 9-10 | ||
| Кислород | 1.1-1.3 | 2.1-2.3 | 2.5-2.6 | 2.5-2.6 | 2.5-2.6 | ||
| 10 | Воздух | / | / | / | 5-6 | 7-8 | |
| Азот | / | / | / | 4.5-5.5 | 6.5-7 | ||
| Кислород | 0.9-1.0 | 1.4-1.6 | 2.2-2.3 | 2.2-2.3 | 2.2-2.3 | ||
| 12 | Воздух | / | / | / | 4.2-5 | 5.5-6.5 | |
| Азот | / | / | / | 4-4.8 | 5-6 | ||
| Кислород | 0.8-0.9 | 1-1.1 | 1.8-2.0 | 1.9-2 | 1.9-2 | ||
| 14 | Воздух | / | / | / | 3.5-4.2 | 5-5.55 | |
| Азот | / | / | / | 3.2-3.5 | 4,8~5 | ||
| Кислород | 0.6-0.7 | 0.9-0.95 | 1.4-1.7 | 1.5-1.6 | 1.5-1.6 | ||
| 16 | Воздух | / | / | / | / | / | |
| Кислород | 0.5-0.6 | 0.8-0.95 | 1.2-1.3 | 1.4-1.6 | 1.4-1.6 | ||
| 18 | Воздух | / | / | / | / | / | |
| Кислород | / | 0.7-0.72 | 0.7-0.8 | 1.4-1.5 | 1.4-1.5 | ||
| 20 | Воздух | / | / | / | / | / | |
| Кислород | / | 0.6-0.65 | 0.6-0.65 | 1.4-1.5 | 1.4-1.5 | ||
| 22 | Кислород | / | 0.55 | 0.55-0.6 | 1.2 | 1.2-1.3 | |
| 25 | Кислород | / | 0.5 | 0.5-0.55 | 1 | 1.2-1.3 | |
| 30 | Кислород | / | / | / | 0.4 | 0.8–0.9 | |
| 35 | Кислород | / | / | / | 0.35 | 0.4 | |
| 40 | Кислород | / | / | / | 0.3 | 0.35 | |
| 45 | Кислород | / | / | / | 0.2 | 0.25 | |
| 50 | Кислород | / | / | / | / | 0.2 | |
| 60 | Кислород | / | / | / | / | / | |
| 70 | Кислород | / | / | / | / | / | |
| 80 | Кислород | / | / | / | / | / | |
| Нержавеющая сталь (SUS 304) | Толщина (ММ) | Газ | 1500 ВТ. | 3000 ВТ. | 6000 ВТ. | 12000 ВТ. | 15000 ВТ. |
| Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | |||
| 1 | Азот/кислород | 27-30 | 50-53 | 59-65 | / | / | |
| 2 | Азот/кислород | 8-9 | 23-25 | 32-38 | / | / | |
| 3 | Азот/кислород | 4.2-4.5 | 10-12 | 20-24 | 32-38 | 34-39 | |
| 4 | Азот/кислород | 2.0-2.2 | 6-8 | 12-15 | 22-26 | 25-29 | |
| 5 | Азот/кислород | 1.5-1.7 | / | 9-11 | 17-20 | 18-22 | |
| 6 | Воздух | 1.0-1.2 | 2.9-3.1 | 6-7.5 | 14-16 | 17-20 | |
| Азот | 1.0-1.2 | 2.9-3.1 | 6-7.5 | 13-15 | 16-19 | ||
| 8 | Воздух | 0.5-0.6 | 1.2-1.3 | 4-4.5 | 10-12 | 12-14 | |
| Азот | 0.5-0.6 | 1.2-1.3 | 4-4.5 | 9-11 | 11-13 | ||
| 10 | Воздух | / | 0.75-0.8 | 2.2-2.4 | 8-9 | 8-10 | |
| Азот | / | 0.75-0.8 | 2.2-2.4 | 7.5-8 | 7-9 | ||
| 12 | Воздух | / | 0.5 | 1.3-1.5 | 6.0-6.5 | 7.0-7.5 | |
| Азот | / | 0.5 | 1.3-1.5 | 5.2-6.0 | 6.0-6.5 | ||
| 14 | Воздух | / | / | 0.9-1.0 | 3.7-4.0 | 4.8-5.0 | |
| Азот | / | / | 0.9-1.0 | 3.2-3.5 | 4.3-4.5 | ||
| 16 | Воздух | / | / | 0.8-0.85 | 2.7-3.0 | 3.4-3.8 | |
| Азот | / | / | 0.8-0.85 | 2.3-2.5 | 3.0-3.5 | ||
| 18 | Воздух | / | / | / | 2.2-2.5 | 3.0-3.3 | |
| Азот | / | / | / | 1.8-2.0 | 2.6-2.8 | ||
| 20 | Воздух | / | / | 0.5-0.6 | 1.6-1.8 | 2.0-2.2 | |
| Азот | / | / | 0.5-0.6 | 1.3-1.5 | 1.6-1.8 | ||
| 25 | Воздух | / | / | / | 0.8-1.0 | 1.2-1.5 | |
| Азот | / | / | / | 0.7-0.8 | 1.1-1.3 | ||
| 30 | Воздух | / | / | / | 0.65 | 0.6-0.7 | |
| Азот | / | / | / | 0.25 | 0.33-0.35 | ||
| 35 | Азот | / | / | / | / | / | |
| 40 | Азот | / | / | / | 0.15 | 0.25 | |
| 50 | Азот | / | / | / | 0.1 | 0.15 | |
| 60 | Азот | / | / | / | / | 0.1 | |
| 70 | Азот | / | / | / | / | 0.06 | |
| 80 | Азот | / | / | / | / | / | |
| 90 | Азот | / | / | / | / | / | |
| 100 | Азот | / | / | / | / | / | |
| Алюминий | Толщина (ММ) | Газ | 1500 ВТ. | 3000 ВТ. | 6000 ВТ. | 12000 ВТ. | 15000 ВТ. |
| Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | |||
| 1 | Азот/воздух | 21-23 | 40-43 | 43-46 | / | / | |
| 2 | Азот/воздух | 5-7 | 16-18 | 26-28 | / | / | |
| 3 | Азот/воздух | 3.2-3.5 | 8-10 | 6-6.5 | 27-30 | 28-32 | |
| 4 | Азот/воздух | 1.5-1.7 | 5-6 | 4.5-5 | 19-21 | 20-22 | |
| 5 | Азот/воздух | 0.5-0.7 | / | 2.8-2.9 | 14-16 | 16-18 | |
| 6 | Азот/воздух | / | 1.5-2 | 1.7-1.8 | 10-12 | 12-14 | |
| 8 | Азот/воздух | / | 0.6-0.7 | 1.0-1.2 | 7-8 | 8-9 | |
| 10 | Азот/воздух | / | / | 0.7-0.9 | 4-5 | 5.5-6 | |
| 12 | Азот/воздух | / | / | 0.5-0.6 | 2.5-3 | 3.5-4 | |
| 14 | Азот/воздух | / | / | / | 2.3-2.5 | 2.5-3 | |
| 16 | Азот/воздух | / | / | / | 1.6-1.8 | 1.8-2 | |
| 18 | Азот/воздух | / | / | / | 1-1.2 | 1.4-1.6 | |
| 20 | Азот/воздух | / | / | / | 0.8 | 0.9-1.0 | |
| 22 | Азот/воздух | / | / | / | 0.5 | 0.8 | |
| 25 | Азот/воздух | / | / | / | / | 0.5 | |
| 30 | Азот/воздух | / | / | / | / | / | |
| 40 | Азот/воздух | / | / | / | / | / | |
| 50 | Азот/воздух | / | / | / | / | / | |
| Латунь | Толщина (ММ) | Газ | 1500 ВТ. | 3000 ВТ. | 6000 ВТ. | 12000 ВТ. | 15000 ВТ. |
| Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | Скорость (м/МИН) | |||
| 1 | Азот/воздух | 18-20 | 37-40 | 41-43 | |||
| 2 | Азот/воздух | 4-5 | 14-16 | 24-26 | |||
| 3 | Азот/воздух | 2.3-2.5 | 7-9 | 13-14 | 25-28 | 25-29 | |
| 4 | Азот/воздух | 1.2-1.4 | 3-4 | 9-10 | 16-18 | 18-20 | |
| 5 | Азот/воздух | / | / | 5-6 | 12-14 | 13-16 | |
| 6 | Азот/воздух | / | 1.2-1.5 | 4-4.5 | 9-11 | 11-13 | |
| 8 | Азот/воздух | / | 0.5-0.6 | 2.3-2.5 | 6-7 | 7-8 | |
| 10 | Азот/воздух | / | / | 1.5-1.6 | 3.5-4.5 | 5-5.5 | |
| 12 | Азот/воздух | / | / | 1.0-1.2 | 2.2-2.8 | 3.2-3.5 | |
| 14 | Азот/воздух | / | / | 0.7-0.9 | 1.8-2 | 2.3-2.8 | |
| 16 | Азот/воздух | / | / | 0.5-0.6 | 1.4-1.6 | 1.5-1.8 | |
| 18 | Азот/воздух | / | / | / | 0.8-1.0 | 1.1-1.3 | |
| 20 | Азот/воздух | / | / | / | 0.7 | 0.7-0.9 | |
| 22 | Азот/воздух | / | / | / | 0.4 | 0.7 | |
| 25 | Азот/воздух | / | / | / | / | 0.4 | |
| 1. В данных резания диаметр стержня выходного волокна лазера 1500 Вт составляет 50 микрон. | |||||||
| 2. В этих данных резки используется режущая головка Jia qiang, а оптическое соотношение составляет 100/125(Фокуллинза коллимации фокусирующей линзы) . | |||||||
| 3. Резка вспомогательного газа: Сжиженный кислород (purity99,99%), жидкий азот (чистота 99.999%), воздух (масло, вода и фильтрация) . | |||||||
| 4. Давление воздуха в данных условиях резания относится к контролируемому давлению воздуха на режущей головке. | |||||||
| 5. Из-за воздействия на оборудование различных конфигураций и процессов резания (станки, водяное охлаждение, окружающая среда, сопла режущего газа, давление газа, и т.д.) используются различными клиентами. | |||||||
| 6. Все параметры являются динамическими и только для справки. Для получения дополнительной информации обратитесь в службу поддержки клиентов. | |||||||
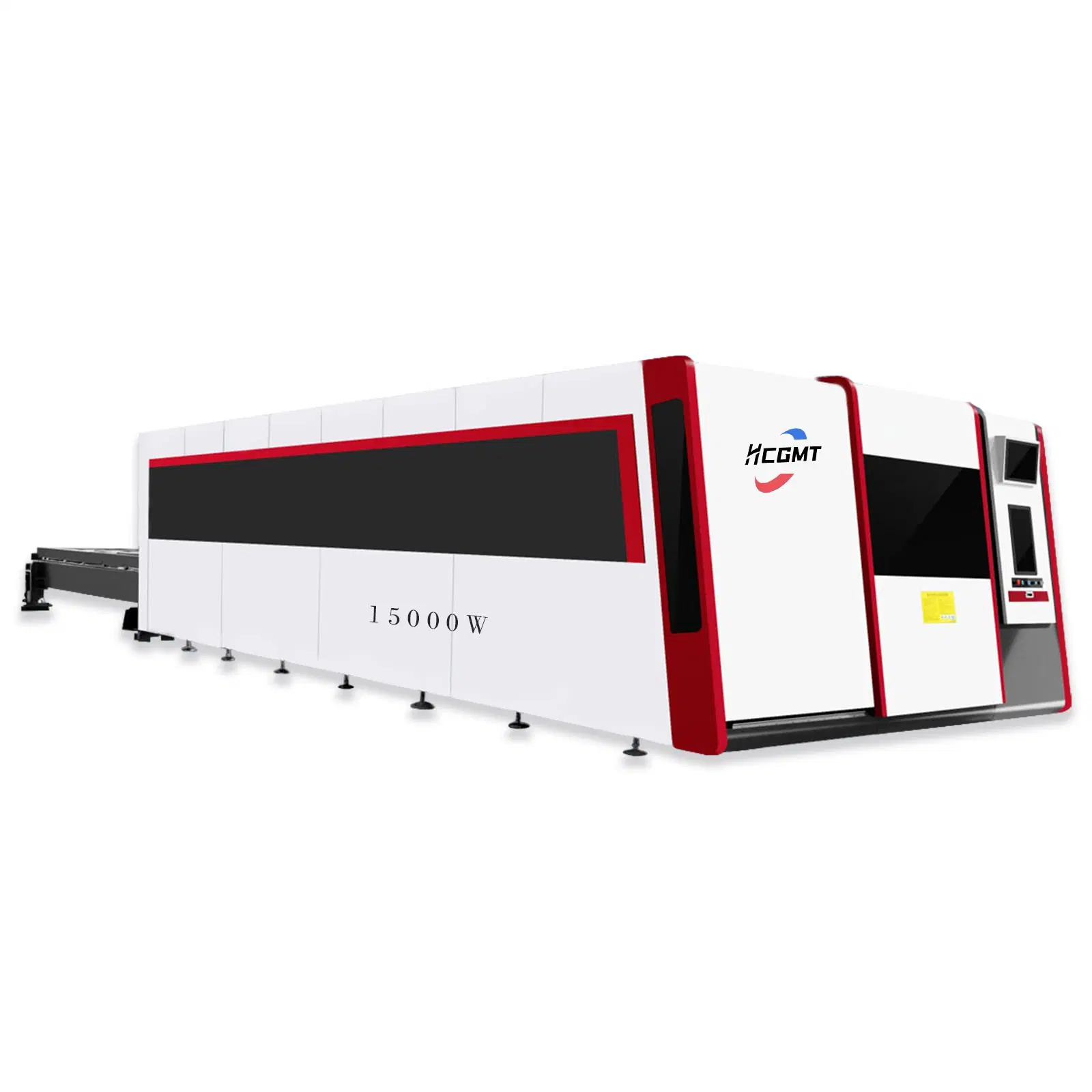
Сверхкрупные лазерные режущие инструменты для работы на верстаке — это высокоточное лазерное оборудование, которое в основном используется для резки листовых материалов. Он сочетает в себе мощный лазерный луч, усовершенствованную компьютерную систему управления, высокоточную оптическую систему, превосходную механическую структуру и интеллектуальную программную систему для быстрого, эффективного и точного резания металлических листов.
Сверхмощный лазерный резак для рабочих уступа широко используется в различных промышленных областях, таких как автомобильное производство, обработка механических деталей, аэрокосмическая промышленность, судостроение, архитектурное оформление, И т.д. это позволяет добиться высокоточной резки различных металлических листов от простых квадратов и кругов до сложных контуров и узоров. Кроме того, сверхмощный лазерный режущий инструмент для установки на сверхбольшие рабочие места оснащен профессиональными программами обучения операторов и поддерживающими программными платформами, которые имеют комплексные меры защиты и интеллектуальные функции управления, обеспечивающие безопасную и удобную работу.
Сверхбольшой верстак этого устройства обеспечивает достаточно места для размещения и резки больших металлических листов. Устойчивость и точность верстака напрямую влияют на качество и эффективность процесса резания. Для обеспечения точности резки верстак обычно оснащен усовершенствованными системами позиционирования и фиксации, которые обеспечивают точное управление положением листа металла.
Мощный лазерный луч является основным компонентом сверхбольшого высокопроизводительного лазерного режущего устройства для рабочих уступа. Высокая энергетическая плотность лазерного луча позволяет быстро и эффективно разрезать металлические листы независимо от их толщины. При воздействии лазерного луча металлический лист мгновенно расплавляется или испаряется, даже достигнув атомного уровня высоких температур и давления для выполнения резки. Этот метод резки не только эффективен, но и имеет минимальные повреждения материала, что приводит к очень плоскому срезу кромки.
Современная компьютерная система управления является важнейшим компонентом сверхбольшого высокопроизводительного лазерного резака для рабочих уступа. Эта система точно контролирует мощность, скорость сканирования, положение фокуса и другие параметры лазерного луча для достижения высокоточной резки металлических листов. В то же время компьютерная система управления может также визуально отображать пути резания и параметры через графический интерфейс, что делает работу более удобной.
Усовершенствованная компьютерная система управления сверхкрупная современная компьютерная система управления верстака введение
Высокоточная оптическая система является критически важной для сверхбольших лазерных режущих кромок. Эта система в основном включает отражатели, фокусировочного объектива и т. д., которые точно контролируют направление лазерного луча и фокусируются на металлическом листе для достижения высокоточной резки металлических листов. Кроме того, благодаря таким параметрам, как фокусное расстояние и размер пятна, оптическая система может резать листы металла разных размеров и форм.
Интеллектуальные программные системы обеспечивают дополнительное удобство использования с высокопроизводительными лазерными режущыми режущними режущыми насадками для сверхбольших рабочих уступ. В зависимости от потребностей пользователя, интеллектуальные программные системы могут автоматически генерировать пути и программы резки для быстрого и эффективного резания металлических листов. Одновременно интеллектуальные программные системы могут в режиме реального времени отслеживать рабочее состояние и качество резки оборудования, своевременно обнаруживать и устранять потенциальные проблемы, чтобы обеспечить стабильность и надежность оборудования.