Description
Описание продукта
Описание продукта
Параметры продукта
II Общая схема для линии производства гофрированной пластины трансформатора (формовка плавников, сварка пластов и кромок, сварка усиливающих стержней, точечная сварка, вертикальная сгибание и сборка бака)
Соберите линию производства гофрированной фуна трансформаторе как Рисунки показаны 1. Трансформатор гофра формования 1 Гидравлическая автоматическая машина для удаления покрытия 2 Автоматический трансформатор гофрированный формовочный станок с оголковой обмоткой 3 Гидравлическая машина для отжига и отжига пластин 4 Гидравлическая система 5 Электрическая система управления 2. Блок сварки гофрированной фольги трансформатора 6 роликовый конвейер 7 устройство автоматической сварки гофрированной фольги
3. Блок точечной сварки гофрированной фольги трансформатора 8 машина точечной сварки для сбора офага 4. Трансформатор гофрированный узел вертикального изгиба оголицы 9 Гидравлическая машина для вертикального сгибания
5. Узел гофрированного резервуара 10 Маяпулятор в сборе для гофрированных баков
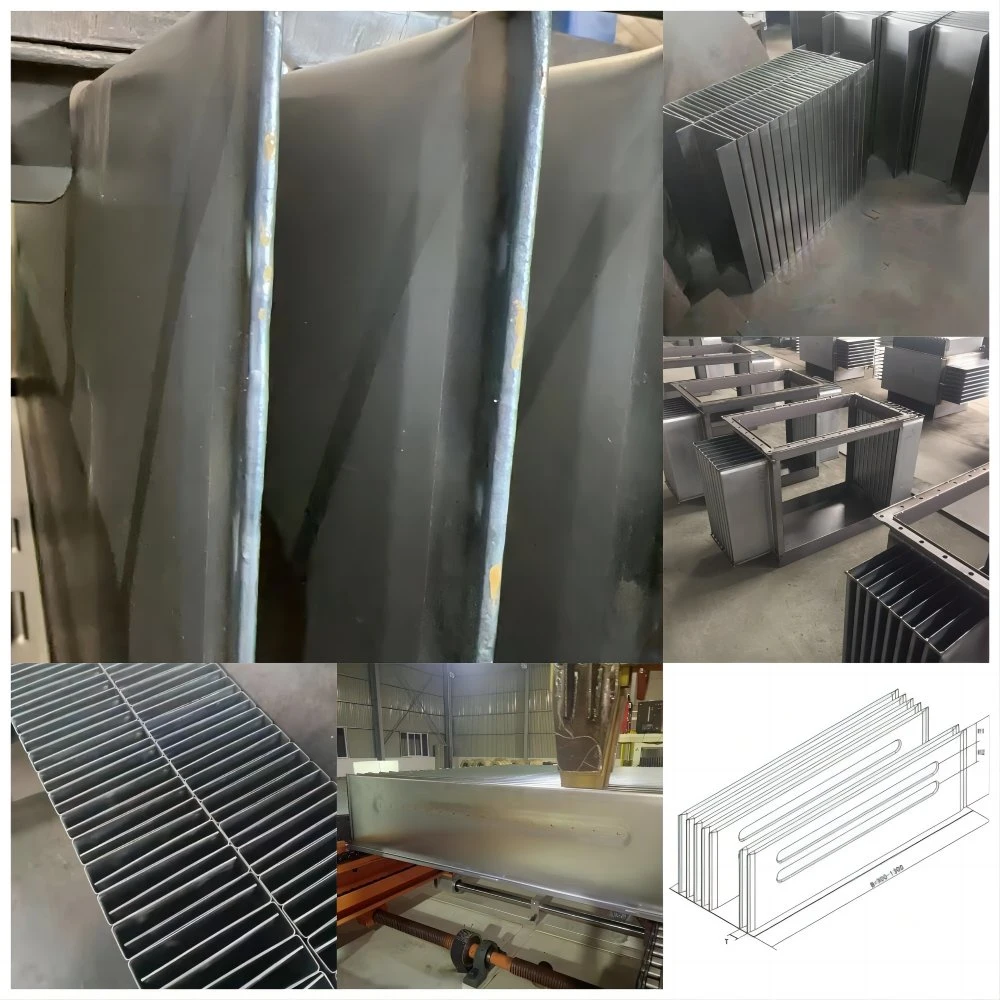
Общее представление о линии производства гофрированной фуны трансформатора Линия производства гофрированных ребер является специальным оборудованием для производства герметичного и необслуживаемого масляного бака трансформатора. Основной процесс производства: Отслоение материала, гофрирование формовочной пластины, срезание и кромка гофрированной пластины, торцевая кромка гофрированных концов, сварная арматурная штанга, вмывание в ребра сварного шва, сгибание готового гофрированного ребра, сборка гофрированного резервуара из гофрированной стали. Основные технические параметры трансформаторной линии производства гофрированной фуны
1. Ширина гофра: 300~1300 мм
2 Толщина стального листа: 0.5-1,75 мм
3. Длина формованного листа: >=290 мм
4. Высота гофра: 50 мм
5. Шаг гофра: >=40 мм
6. Точность шага гофра: ±0,25 мм
7. Внутренний зазор гофра: 6 мм
8. Макс. Давление: 25 МПа
9. Макс. Поток: 200 Л/мин III Описание оборудования 1. Описание необходимого агрегата (1) Гидравлическая автоматическая машина для удаления покрытия 1.1 Введение Основная рама котельной конструкции сварная стальная, расширяемая оправка устанавливается на роликовых подшипниках. Расширение и втягивание мандрелы осуществляется гидравлически. При автоматической подаче стального листа гидравлический двигатель, оснащенный сердечником, будет функционировать как вспомогательный механизм для разматывания и частичного разматывания катушки. Фотоэлектрическое устройство, состоящее из 2 фоточувствительного выключателя, может определить, какой лист находится между декодером и гофром, чтобы контролировать процесс подачи материала. 1.2 Параметры нашей гидравлической автоматической машины для удаления наматывателя 1) гидравлическое давление: 16 МПа 2) внутренний диаметр катушки: Не менее 470 мм, не более 520 мм
3) Макс. Наружный диаметр стальной катушки: 1200 мм
4) Ширина катушки: Макс. 1300 мм
5) вес катушки: Макс. 10 т (с наклонной опорной конструкцией) 1.3 Фотографии нашей автоматической гидравлической машины деколера
(2) устройство формовки гофрированной фуна трансформаторе 2.1 Введение Гофропресс состоит из стального сварного основания, 2-рулонного транспортера, подвижной формовочной формы, подвижной формовочной плиты и неподвижной формовочной плиты. Он используется для автоматического формирования гофра стали. Гофропрессовая сталь, обработанная с помощью теории экструзии гофропресса, управляется высокоточной сервосистемой. Гидравлическое масло подается от гидравлической станции. Система управления первой не зависит от сварочного блока. На подвижной формовочной прессовочной доске и неподвижной формовочной прессовочной доске имеется 2 закаленных прижимных планки, которые используются для прессования двух концов гофра. Положение прижимных планок регулируется в соответствии с шириной стального листа. По запросу заказчика могут быть образованы усиливающие прорези (углубления).
Основные технические параметры трансформаторной линии производства гофрированной фуны
1. Ширина гофра: 300~1300 мм
2 Толщина стального листа: 0.5-1,75 мм
3. Длина формованного листа: >=290 мм
4. Высота гофра: 50 мм
5. Шаг гофра: >=40 мм
6. Точность шага гофра: ±0,25 мм
7. Внутренний зазор гофра: 6 мм
8. Макс. Давление: 25 МПа
9. Макс. Поток: 200 Л/мин III Описание оборудования 1. Описание необходимого агрегата (1) Гидравлическая автоматическая машина для удаления покрытия 1.1 Введение Основная рама котельной конструкции сварная стальная, расширяемая оправка устанавливается на роликовых подшипниках. Расширение и втягивание мандрелы осуществляется гидравлически. При автоматической подаче стального листа гидравлический двигатель, оснащенный сердечником, будет функционировать как вспомогательный механизм для разматывания и частичного разматывания катушки. Фотоэлектрическое устройство, состоящее из 2 фоточувствительного выключателя, может определить, какой лист находится между декодером и гофром, чтобы контролировать процесс подачи материала. 1.2 Параметры нашей гидравлической автоматической машины для удаления наматывателя 1) гидравлическое давление: 16 МПа 2) внутренний диаметр катушки: Не менее 470 мм, не более 520 мм
3) Макс. Наружный диаметр стальной катушки: 1200 мм
4) Ширина катушки: Макс. 1300 мм
5) вес катушки: Макс. 10 т (с наклонной опорной конструкцией) (2) устройство формовки гофрированной фуна трансформаторе 2.1 Введение Гофропресс состоит из стального сварного основания, 2-рулонного транспортера, подвижной формовочной формы, подвижной формовочной плиты и неподвижной формовочной плиты. Он используется для автоматического формирования гофра стали. Гофропрессовая сталь, обработанная с помощью теории экструзии гофропресса, управляется высокоточной сервосистемой. Гидравлическое масло подается от гидравлической станции. Система управления первой не зависит от сварочного блока. На подвижной формовочной прессовочной доске и неподвижной формовочной прессовочной доске имеется 2 закаленных прижимных планки, которые используются для прессования двух концов гофра. Положение прижимных планок регулируется в соответствии с шириной стального листа. По запросу заказчика могут быть образованы усиливающие прорези (углубления). 2.2 Параметры нашего трансформатора гофрированного формовочного станка с оголковой оголковой оголковой оголкой
1) Ширина пластины: 300–1300 мм (в зависимости от потребностей клиента) 2) Высота гофрирования: От 50 мм до 400 мм 3) Шаг гофра: >=40 мм 4) Толщина пластины: 0,5–1,75 мм 5) скорость формовки: 3–4 ребер/мин 6) мощность: 28 кВт 7) количество насосов: 2 (два отдельных плунжерных насоса) 8) Система управления: Электрическая, гидравлическая и управляющая плата (3) Гидравлическая машина для отжига и приемки пластин 3.1 эксплуатационные характеристики машины для отжига и отжига пластин гидросистемы Данное устройство используется для срезания и кромки гофрированных стальных ребер. Если ребра с этой кромкой для гемения, можно сделать "резервуар с гофрированными ребрами" более простым и более плотно приваривать различные части гофрированных ребер к Баку трансформатора. Он состоит из нижнего и подвижного верхнего ножевого полотна, которое устанавливается на направляющие стойки. Лезвия ножниц изготовлены из инструментальной стали, они могут срезаться более 100 тысяч раз после каждой заточки с минимальным количеством заусенцев. Срезание и заделка гофрированного стального листа может выполняться вручную или автоматически с помощью механизма подачи. Срезание и загниение гофрированного стального листа осуществляется с помощью гидравлического привода. 3.2 Параметры нашей машины для отжига и отжига плит гидросистемы 1) Ширина резания: 300–1300 мм 2) Высота гофрирования: <=400 мм 3) Толщина отреза: <=2,0 мм 4) время отреза: 3 секунд/время
5) функция Hemming (Геммирование) является дополнительной функцией, высота приёма: 20 мм (можно выбрать от 18 мм до 25 мм, но должна быть зафиксирована) (4) Гидравлическая система
Гидравлическая система состоит из масляного бака, насоса, двигателя и регулирующих клапанов для масляных путей. Основные гидравлические элементы поставляются компанией Rexroth Company, Германия. 4.1 Параметры нашей гидравлической станции 1) Макс. Давление: 25 МПа
2) Макс. Поток: 200 Л/мин 3) мощность двигателя насоса: 28 кВт
4.2 Фотографии нашей гидравлической станции (5) Электрическая система управления 5.1 Электрическая система управления состоит из главного шкафа управления, пульта управления, панели управления и соединительных проводов и т.д. Все реле, переключатели, трансформаторы и ПЛК установлены в главном шкафу управления. ДЛЯ выполнения контроля производственной линии был ПРИНЯТ контроллер MITSUBISHI. Перемещение устройства подачи листов и сварочной горелки контролируется системой привода MITSUBISHI AC Servo. Монитор был представлен в качестве интерфейса MAN-MACHINE. Консоль управления оснащена цветным сенсорным экраном, кнопками и индикаторами.
Выбор форм ламинирования (например, ширина ребра, высота ребра и шаг) и настройка параметров могут быть легко выполнены с помощью цветного сенсорного экрана. Автоматическое кровообращение выполняется после ввода соответствующих параметров. Локальные панели управления, оснащенные различными частями производственной линии, могут работать в ручном режиме.
5.2 изображения нашей системы управления (Control Station, Control Panel (6) роликовый конвейер
6.1 особенности роликового конвейера Транспортировочные ролики используются для передачи срезанных и запрессованных гофрированных листов на сварочное устройство.
Роликовый конвейер оснащен шариковым подшипником для гибкого перемещения без необходимости моторизации. 6.2 Фотографии роликового конвейера (7) устройство автоматической сварки гофрированной фольги
7.1 Введение в нашу машину автоматической сварки гофрированной фольги
Сварочное устройство используется для сварки кромок гофрированной части и усиливающего стержня в режиме сварки MAG, а диаметр круглой стержненой балки составляет 6 мм~8 мм. Он состоит из механизма транспортировки гофрированного листа, подъемного механизма сварочного горелки, механизма амплитудной модуляции и одной машинной руки.
1) механизм транспортировки гофрированной стальной пленки: Он может транспортировать гофрированную стальную простыню в правильное положение сварки в соответствии с программой сварки.
2) сварочные зажимы и сварочные горелки подъемный механизм: Каждая пара сварочных зажимов приводится в действие пневматическим цилиндром через механизм привода тяги для удержания и высвобождения заготовки. Сварочные горелки установлены на ползуне, который приводится в движение серводвигателем вверх и вниз по роликовой направляющей через вал шарико-винтовой передачи.
3) механизм амплитудной модуляции: Два комплекта сварочных зажимов и механизмов перемещения сварочной горелки, установленных на ползуне, расположены на обеих сторонах линии. Расстояние между двумя ползунами регулируется вдоль направляющей качения при помощи центрирующего винта.
4) Ручная машина
В случае отсутствия сварки пластов мы используем машинную руку для установки гофрированного ребра в положение сварки, и эта рука машины приводится в движение пневматическим цилиндром.
Автоматические сварщики:
В линию установлены два комплекта сварочных машин Panasonic.
7.2 Технические характеристики сварочного аппарата следующие:
1) скорость сварки: От = 0,5 до 1 м/мин
2) скорость подачи сварочной проволоки: VD=3,4~6 м/мин
3) напряжение электрической дуги:15-16В
4) Сварной ток: 50-60A
5) Диаметр сварочной проволоки: 0.8 мм
6) Щиток: 85% AR+15% CO2
7) расход защитного газа: 15 л/мин
8) Длина наконечника сварочной проволоки: 7~10 мм
(8) машина точечной сварки для сбора офага
8.1 Общее введение в нашу сварочную машину (т. е. Инструмент для точечной сварки с ребрами)
Эта машина для точечной сварки используется для увеличения прочности усилительных пазов (embossment).
8.2 Основные устройства гофельной сварочной установки:
1) транспортер
2) центрирующая система
3) зажимы и генераторы
4) Система охлаждения
5) пульт управления с компьютером
8.3 Параметры машины для точечной сварки гофрированной фольги
1) с 2 точечными орудиями.
2) Общая номинальная мощность: 50 КВА x 2
3) Система охлаждения
4) Система управления ИЧМ
5) подходящая ширина ребер: От 600 до 1600 мм
6) подходящая высота ребра: >=120 мм
7) Источник воздуха: Предоставляется самостоятельно.
8) давление воздуха: 0,6 МПа (минимум)
(9) Гидравлическая машина для вертикального сгибания
9.1 Эта гидравлическая машина вертикального сгибания позволяет сформировать 4 панелей, входящих в комплект трансформаторного бака. Использование этой системы позволяет исключить 3 сварных швов, сэкономить время сборки и сварки бака с уменьшением риска утечки.
9.2 Основные гидравлические вертикальные гибочные машины:
1) Система гибки
2) Система безопасности для оператора
3) Гидравлический блок
4) Панель управления
9.3 Основные параметры гидравлического вертикального гибочного орудия:
1) Толщина листа (макс.): 1,75 мм
2) Ширина панели (макс.): 1300 мм
3) Высота ребер панели: 50 мм
4) Расстояние между панелями (мин.): 60 мм
5) мощность: 5,5 кВт
6) гидравлическое давление: 10 МПа (10) манипулятор сборки резервуара для гофрированных баков
10.1 Основные особенности манипулятора сборки бункера для гофрированных баков
Манипулятор сборки резервуара предназначен для быстрой и простой сборки верхней рамы, дна резервуара и четырех гофрированных панелей для создания полного резервуара.
10.2 Основные блоки манипулятора блока резервуара для гофрированных баков:
1) основание
2) расширющую гидравлическую головку
3) НЕБОЛЬШОЙ гидравлический блок питания
4) 4 комплекта рычагов зажима
10.3 Технические данные
1) Основные параметры оборудования:
Номинальная мощность: 4 КВТ
Номинальное напряжение: 380 В.
Номинальное давление: 0,8 МПа
Номинальное давление масла: 3 МПа 2) внутренние размеры бака:
Мин. (Ш) 285–900 мм
Макс. (L) от 600 мм до 1500 мм
10.4 Фотографии манипулятора танка в сборе для гофрированных баков:
2. Технические параметры гофрированной футерной части трансформатора | Нет | Параметры | 800 мм | 1300 мм | 1600 мм |
| 1 | Ширина пластины (W) | 300~800 мм | 300~1300 мм | 300~1600 мм |
| 2 | Толщина пластины (T) | 0.5–1,75 мм |
| 3 | Высота гофра (H) | 50–300 мм | 50–400 мм |
| 4 | Шаг гофра (P) | >=45 мм или >=40 мм |
| 5 | Допуск шага | ± 0,25 мм |
| 6 | Высота прижига (R) | 20 мм |
| 7 | Зазор между ребрами (G) | 6 мм |





 Complaint
Complaint














