


 Complaint
Complaint

| العنصر | الوحدة | المواصفات | التعليق | ||
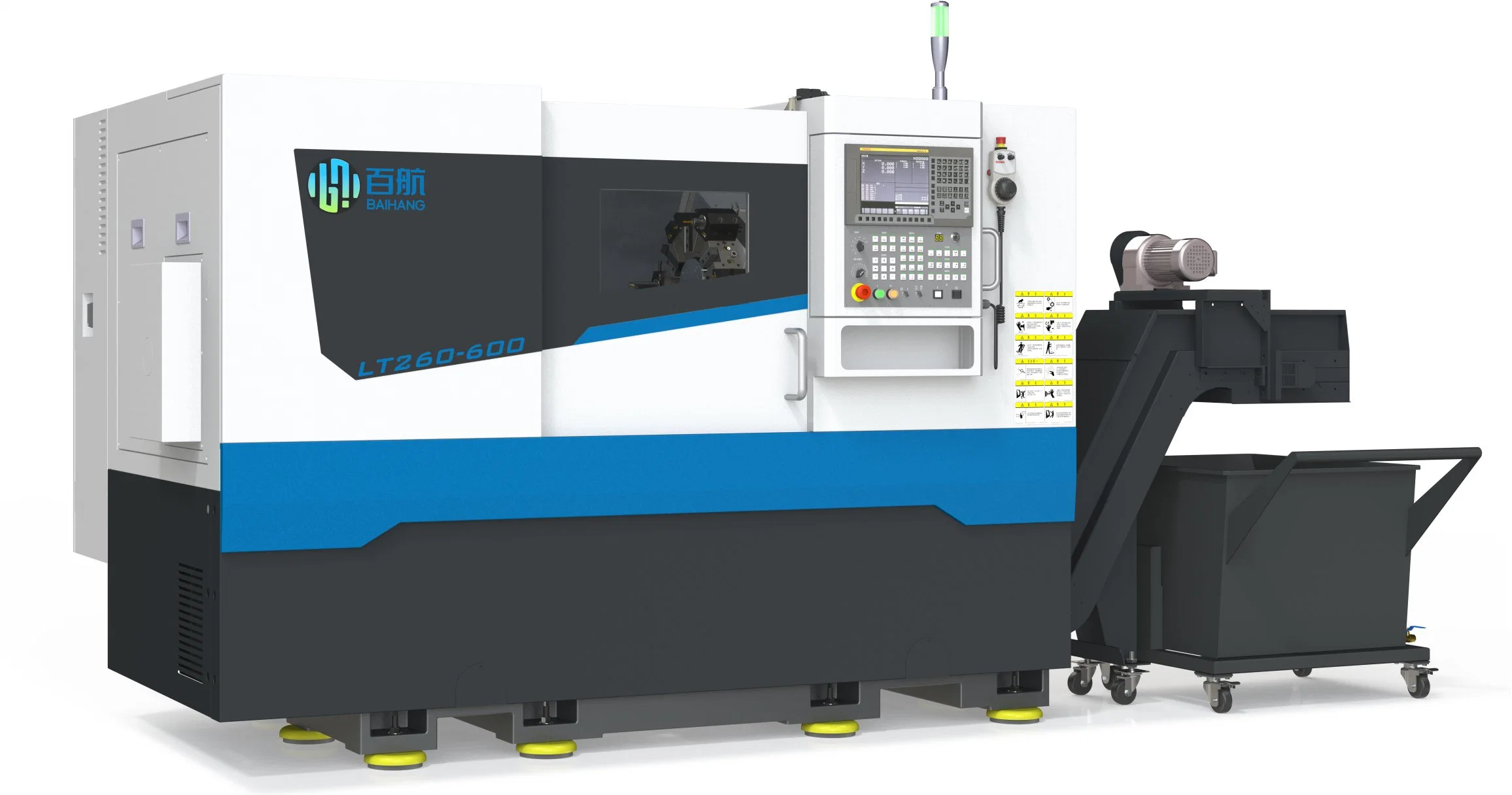
| LT260-600 | |||||
| الحد الأقصى للقطر الدوار على السطح الخلفي | مم | 520 | |||
| الحد الأقصى لطول القطع | مم | 600 | |||
| الحد الأقصى لقطر القطع | مم | 360 | |||
| قطر القطع القياسي | مم | 210 | |||
| الحد الأقصى لقطر الدوران على الشريحة | مم | 360 | |||
| نوع ورمز طرف عمود الدوران | A2-6 | ||||
| قطر فتحة عمود الدوران | مم | 62 | |||
| قطر قضيب المعالجة | مم | 50 | |||
| عمود الدوران | نطاق سرعة عمود الدوران | R/min. (يمين/دقيقة | 50~4500 | ||
| عزم دوران الخرج المستمر لعمود الدوران | نيوتن متر | 130 | نظام فانوك | ||
| 130 | نظام GSK | ||||
| عمود الدوران الأقصى عزم الخرج | نيوتن متر | 235 | نظام فانوك | ||
| 177 | نظام GSK | ||||
| سلسلة سرعة عمود الدوران | تغيير السرعة بدون فجوات | ||||
| قدرة خرج المحرك الرئيسي | كيلووات | 11/15 دقيقة(بيتابي22) | |||
| تشاك | قطر الظرف | بوصة | 8 ² | ||
| سرعة عبور سريعة للمحور س | م/دقيقة | 24 | |||
| سرعة عبور سريعة للمحور ع | م/دقيقة | 30 | |||
| خط سير المحور س | مم | 200 | |||
| خط سير المحور Z | مم | 645 | |||
| خط سير مخزون المخلفات الإجمالي | مم | 450 | |||
| خط سير كم المؤخرة | مم | 100 | |||
| مستدق ثقب جلبة المؤخرة | موهس | 5# | |||
| نموذج حامل الأداة القياسي | المؤازر الأفقي 12 وضعًا | ||||
| حجم الأداة | قاطع الدائرة الخارجي | مم | 25 × 25 | ||
| قطر قضيب الممل | مم | القطر 40/القطر 32/القطر 25/القطر 20 | |||
| الحد الأقصى لسعة المحمل | أجزاء القرص | كجم | 200 | تضمين حظك، إلخ ملحقات أدوات الماكينة | |
| الأجزاء المحورية | كجم | 500 | |||
| وزن الماكينة | كجم | 4350/4900 | |||
| الأبعاد (الطول*العرض*الارتفاع) | مم | 2500*1690*1750 | مستخرج الشريحة غير مضمّن | ||
| عنصر التفتيش | معيار المصنع | |
| المدرجات الشعاعية لقطر عمود الدوران | 0.003مم | |
| معالجة استدارة قطعة العمل | 0.002مم/القطر 75مم | |
| معالجة تسمم قطعة العمل | 0.008 مم / 150 مم | |
| معالجة سطح قطعة العمل بشكل مسطح | 0.008 مم/القطر 200 مم | |
| معالجة خشونة سطح قطعة العمل | Ra0.8مايكرومتر | |
| دقة تحديد المواقع | المحور س | 0.005 مم |
| المحور Z | 0.005 مم | |
| كرر دقة تحديد الموضع | المحور س | 0.003مم |
| المحور Z | 0.003مم | |
| لا | الاسم | الشركة المصنعة | الطراز والمواصفات | المبلغ | التعليق |
| 1 | نظام التحكم الرقمي | نظام فانوك | Fanuc 0i-TF | 1 ضبط | نوعية |
| نظام GSK | GSK988TD | ||||
| 2 | المحرك الرئيسي | نظام فانوك | بيتابيتا22/8000 | مجموعة واحدة | نوعية |
| نظام GSK | ZJY265A-11صباحًا-B5 | ||||
| 3 | موتور سيرفو المحور س | نظام فانوك | بيتاسك12/3000-B (مع قفل الحزام) | مجموعة واحدة | نوعية |
| نظام GSK | 130SJTF-MZ096C(A9II) | ||||
| 4 | موتور سيرفو المحور Z | نظام فانوك | بيتاسك12/3000 | مجموعة واحدة | نوعية |
| نظام GSK | 130SJTF-M096C(A9II) | ||||
| 5 | برغي كروي المحور x | استيراد | 32×12-635 | مجموعة واحدة | نوعية |
| 6 | برغي كرة المحور Z | استيراد | 32×12-1117 | مجموعة واحدة | نوعية |
| 7 | دليل المحور x | الإنتاج الذاتي | الدليل المنزلق | مجموعة واحدة | نوعية |
| 8 | دليل المحور Z | استيراد | 35 المواصفات | مجموعة واحدة | نوعية |
| 9 | دليل المؤخرة | الإنتاج الذاتي | الدليل المنزلق | مجموعة واحدة | نوعية |
| 10 | محمل العمود الرئيسي | استيراد | 100 في المقدمة، 90 في الظهر | مجموعة واحدة | نوعية |
| 11 | محمل برغي من الرصاص | استيراد | 25X62X15 | مجموعة واحدة | نوعية |
| 12 | برج | استيراد | مؤازرة أفقية 12 محطة | مجموعة واحدة | نوعية |
| 13 | أسطوانة الظرف | استيراد | 8 أجوف | مجموعة واحدة | نوعية |
| 8 لا | |||||
| 10 لا يمكن أن يكون هذا هو ما كان عليه | |||||
| 14 | مخزون الذنب | الإنتاج الذاتي | أقفال السير الهيدروليكية | مجموعة واحدة | نوعية |
| 15 | المحطة الهيدروليكية | استيراد | الضغط 6 ميجول، معدل التدفق 24 لترًا/دقيقة | مجموعة واحدة | نوعية |
| 16 | مضخة التبريد | استيراد | رأس الضخ 35 م، معدل التدفق 30 لترًا/دقيقة | مجموعة واحدة | نوعية |
| 17 | إزالة الرقاقة | صُنع في الصين | إزالة الرقاقة البريدية | مجموعة واحدة | نوعية |
| صُنع في الصين | إزالة الرقاقة الجانبية | مجموعة واحدة | |||
| صُنع في الصين | صندوق الرقاقات | مجموعة واحدة |
| لا | الاسم | الشركة المصنعة | الطراز والمواصفات | المبلغ | التعليق |
| 1 | مكواة بساط الأرضية | صُنع في الصين | مجموعة واحدة | ||
| 2 | حامل أداة الدوران | استيراد | أداة مملة φ 40 | 3 | 12 برج قاطع |
| حامل الأداة الطرفي 25X25 | 1 | ||||
| مجموعة كاشطة الضغط بسكين مستدير 25X25 | 6 مجموعة |
| لا | الاسم | المبلغ | التعليق |
| 1 | تعليمات السلامة | 1 | الإصدار الإلكتروني |
| 2 | دليل الصيانة | 1 | الإصدار الإلكتروني |
| 3 | تعليمات النقل والتركيب | 1 | الإصدار الإلكتروني |
| 4 | تعليمات التشغيل | 1 | الإصدار الإلكتروني |
| 5 | شهادة المطابقة | 1 | |
| 6 | قائمة التعبئة | 1 | |
| 7 | ظرف، دليل تشغيل الأسطوانة (أو دليل الصيانة) | 1 لكلّ واحد | |
| 8 | مواصفات مضخة التشحيم | 1 | الإصدار الإلكتروني |
| 9 | دليل تعليمات برج | 1 | الإصدار الإلكتروني |
| 10 | تعليمات تشغيل النظام الهيدروليكي | 1 | الإصدار الإلكتروني |
| 11 | دليل تعليمات أداة الماكينة (كهربائي) | 1 | الإصدار الإلكتروني |
| 12 | دليل البرمجة والتشغيل | 1 | الإصدار الإلكتروني |
| 13 | دليل مستخدم وحدة السائق | 1 | الإصدار الإلكتروني |
| 14 | كتاب الدارة الكهربائية | 1 | الإصدار الإلكتروني |














