Description
معلومات المنتج: | المعلمات الفنية |
| حجم صندوق القالب (الطول × العرض × الارتفاع) 66QX54QX20 - 24 0 مم | 66QX54QX20 - 24 0 مم |
| عدد مكعبات التشكيل (حسب حجم الطوب) كتل المباعد | PAD : 20-00 قطعة/وحدة
مكعبات الرصيف: 20 قطعة/قالب
كتل الأرض المختلطة: 3-20 قوالب l قالب |
|
|
| سعة إنتاج التصميم (حسب حجم القرميد) |
الوسادات:3.5-150000 يوان/فئة
مكعبات الرصيف: 0.8-30000 قطعة/وردية
كتل التربة المختلطة: 0.6-35000 وحدة / فئة
200 شريط دعم: 50000 رنمينبي/الفئة |
|
|
|
| تردد الاهتزاز | 00 مرة/دقيقة - - 6100 مرة/دقيقة |
| قوة الاهتزاز | حوالي 22 KN |
| طاقة الهزاز | Y132S 1-12N =6KW |
| مضخة الزيت | مستوى Cd32 أو ما إلى ذلك، Q=40 n. JR، P=!Om p a |
| الأسطوانة العلوية | قطر قضيب 80 × 300 32 |
| الأسطوانة الجانبية | قطر قضيب 63×250 32 |
| الضغط المقدر للنظام الهيدروليكي | 27,5 ميجا باسكال |
| السعة المثبتة | 14.5 كم/الساعة |
| مواصفات المنصة | 680 X535 X5 إلى 30 مم |
| وزن الماكينة بالكامل | حوالي 4800 كجم |
| الأبعاد الإجمالية للماكينة | 6000 × 3500 X2300مم تقريبًا |
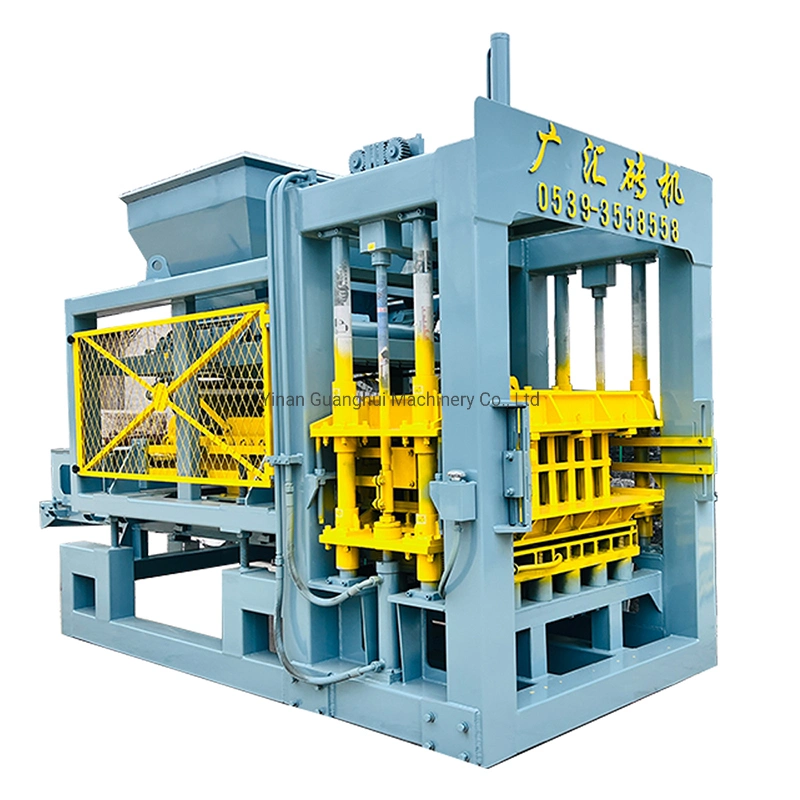
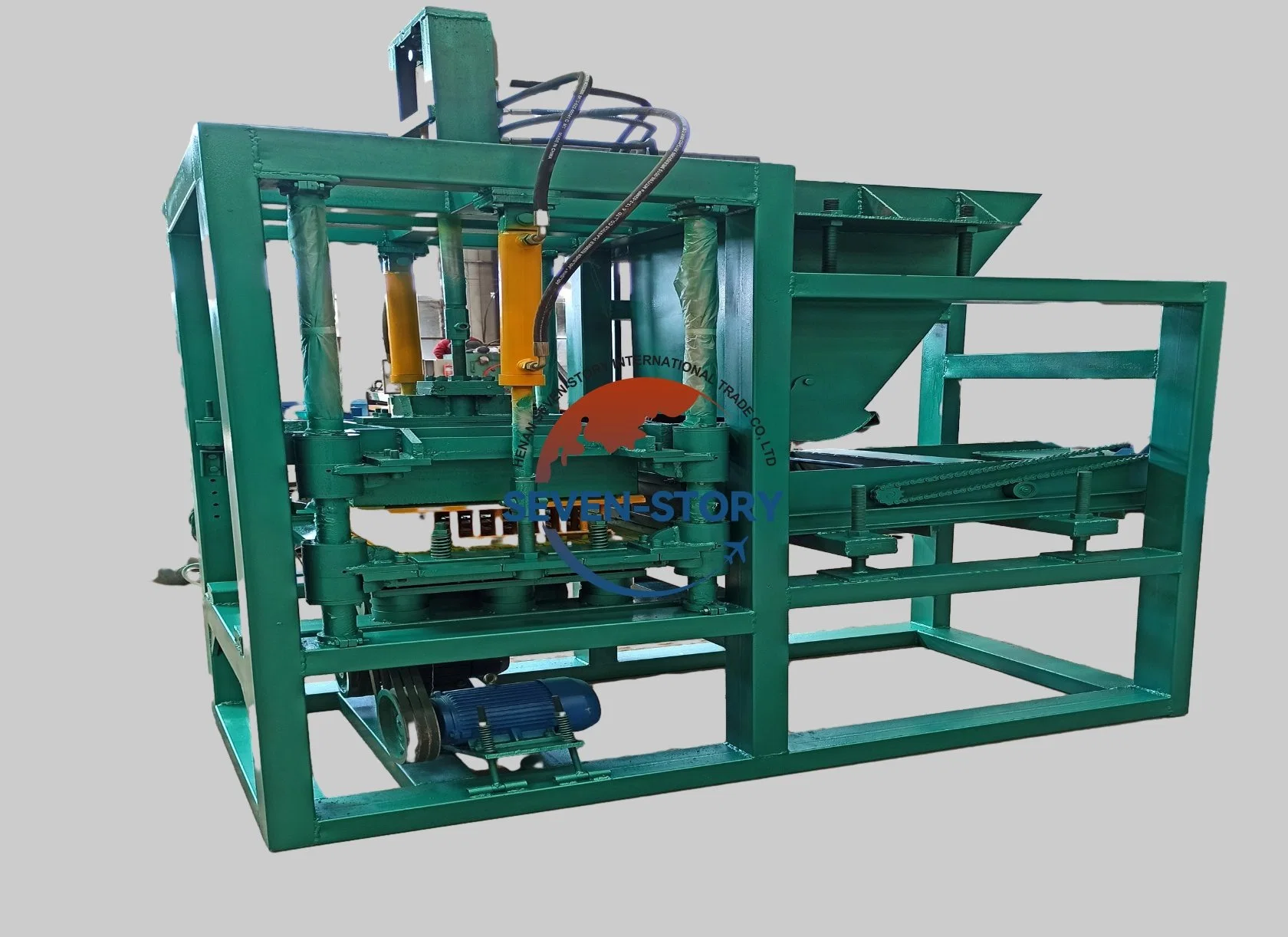
وصف المنتج:مولية القوالب وخصائصها: ماكينة تشكيل القوالب متعددة الوظائف QTY3-15 هي منتج جديد يجمع بين الضغط الهيدروليكي والاهتزاز. ويستخدم بشكل أساسي الأسطوانات الهيدروليكية لإكمال إجراءات التغذية والضغط وطرد القالب، كما يعطي مقدارًا معينًا من الضغط. تهتز آلية الاهتزاز التي يتم تشغيلها بموتور والتي يتم تركيبها أسفل الماكينة الرئيسية بترددات عالية. إجراءات العمل الخاصة به هي: قم أولاً برفع القالب العلوي إلى أعلى نقطة، واخفض القالب السفلي إلى أدنى نقطة، واسحب أدراج التغذية إلى النهاية، وأضف المواد السفلية إلى درج العمود. في الداخل، اسحب صمام عكس المواد السفلي لإرسال المواد السفلية إلى القالب السفلي. في هذا الوقت، تبدأ آلية اهتزاز الزر الاهتزاز في العمل (الاهتزاز لمدة 1.5 إلى 3.0 ثانية تقريبًا). عند انتهاء الاهتزاز، ارفع القالب العلوي إلى أعلى نقطة؛ واسحب صمام توجيه التوزيع الثانوي يرسل القماش إلى القالب السفلي ثم يعود. في هذا الوقت، يتم تفريغ النظام الهيدروليكي. اسحب مقبض صمام عكس القالب العلوي لجعل القالب العلوي يسقط إلى مستوى المواد بوزنه الخاص. اسحب مقبض صمام الرجوع للخلف واضغط على زر التشكيل في الوقت نفسه. ، ابدأ اهتزاز القوالب. بعد انتهاء اهتزاز القوالب، اسحب مقبض صمام عكس القالب الأول لرفع القالب السفلي إلى الارتفاع المناسب، ثم اسحب صمام عكس القالب العلوي لرفع القوالب العلوية والسفلية إلى أعلى نقطة معًا لتسهيل إنتاج الطوب. ؛ انقر فوق الزر الطوب للخارج. في هذا الوقت، تبدأ آلية اللوحة في العمل. يرسل نظام تغذية الألواح المنصة إلى طاولة الاهتزاز. وفي الوقت نفسه، يتم دفع الطوب المشكل خارج الماكينة الأساسية وإرساله إلى ماكينة تفريغ اللوحات، مع إكمال دورة من اللوحات للداخل وللخارج. التثبيت وتصحيح الأخطاء: 1. ركّب وحدة الماكينة المصنوعة من الطوب في مكانها كما هو موضح في المخطط الأساسي؛ صل الماكينة الإضافية للتغذية، وماكينات اللوحات الواردة والصادرة بالماكينة الرئيسية، واضبط الارتفاع، وأحكم ربط المسامير الخاصة بكل جزء.
2. أضف الزيت الهيدروليكي إلى خزان الزيت حتى يمكن عرض مستوى الزيت على مقياس مستوى الزيت.
3. قم بتوصيل مصدر الطاقة ثم قم بتشغيل مفتاح الطاقة في الصندوق الكهربائي. يضيء مصباح مؤشر الطاقة في هذا الوقت، ثم ضع مقبض كل صمام يدوي عكسي في الموضع الأوسط لوضع النظام في حالة إلغاء التحميل، ثم ابدأ تشغيل موتور مضخة الزيت وتحقق من اتجاه دوران المحرك (عكس ذلك، لا يوجد ضغط زيت عند الدوران).
4. اضبط ضغط النظام. مجموعة واحدة على الأقل من صمامات المجموعة ليست في الوضع المحايد. قم بتشغيل مفتاح مقياس الضغط واضبط مقبض صمام التصريف (في اتجاه عقارب الساعة لزيادة الضغط وعكس اتجاه عقارب الساعة لتقليل الضغط) حتى يصل ضغط النظام إلى 5.9- 6.3 ميجباسكال. صامولة القفل ، أغلق مفتاح مقياس الضغط (ليس من الضروري ضبط مفتاح الضغط بشكل متكرر أثناء الإنتاج العادي. يتم فتحه فقط عند ضبط الضغط)؛ تكون جميع صمامات الاتجاه في الوضع المحايد عند إلغاء تحميل النظام. مؤشر مقياس الضغط هو "0-1"، وضغط الرجوع إلى اليسار واليمين.
5. أدر مقبض الصمام الاتجاهي ولاحظ ما إذا كانت أسطوانة الزيت تعمل بشكل طبيعي، وتحقق مما إذا كانت العلاقة بين رأس الضغط وقلب القالب صحيحة، وما إذا كان هناك أي عائق أمام مدخل درج التغذية وخروجه. بعد كل شيء طبيعي، يمكنك التحضير للإنتاج.
الاستخدام التشغيلي 1. ضع المنصة في صندوق وحدة التغذية بالورق، واضغط على زر وحدة التغذية بالورق، وأرسل المنصة إلى الطاولة المهززة أسفل الماكينة الأساسية. ارفع القالب العلوي إلى أعلى نقطة، واخفض القالب السفلي إلى أدنى نقطة، واسحب درج التغذية. إلى النهاية
2. إضافة مادة أساسية: أرسل المواد الخام المخلوطة وفقًا للنسبة إلى القادوس من الناقل، واسحب صمام عكس مواد القاعدة لإرسال مادة القاعدة إلى القالب السفلي، واضغط على زر التغذية، ويبدأ الهزاز في العمل في هذا الوقت، مع إضافة المواد. يكون الوقت بشكل عام 1.5 إلى 3.0 ثانية (يتم ضبطه مع مرحل زمني). عند الاهتزاز، يعود درج التغذية (لاحظ أن طبقة المواد يجب أن تكون مسطحة وبدون نتوءات).
3) إضافة قماش (عند وجود منتجات تتطلب تصنيع ثانوي). عندما يعود درج مادة القاعدة إلى موضع البدء، أضف القماش وابعده. في حال وجود تغذية ثنائية الاتجاه، يجب خفض القالب العلوي والضغط لأسفل على المستوى الأساسي، ثم إضافته. يتم رفع القالب، ويتحرك درج القماش للأمام لتوزيع قلب القالب بالكامل.
4) قالب الاهتزاز المضغوط: اسحب مقبض صمام عكس القالب العلوي لجعل رأس الضغط يسقط إلى مستوى المواد من خلال وزنه. اسحب مقبض صمام الرجوع للخلف واضغط على زر التشكيل في الوقت نفسه لبدء تكوين الاهتزاز. يتم التحكم في وقت الاهتزاز المضغوط بشكل عام في غضون 3 إلى 5 ثوانٍ. يجب ضبط وقت الاهتزاز عند ارتجاج القوالب وفقًا لمستوى جفاف المكونات ورطوبة المكونات لضمان درجة عالية من ثبات المنتج. خلال آخر 0.5 ثانية من اهتزاز القوالب، أعد مقبض التفريغ إلى الوضع المحايد واهتزاز المعدة المضغوط.
5) إزالة الألغام: بعد اكتمال قالب الاهتزاز، حرك مقبض صمام عكس الدرج إلى وضع التفريغ، واسحب مقبض صمام عكس القالب العلوي مرة واحدة لقفله في الوضع المحايد، ثم حرك مقبض صمام عكس الدرج مرة أخرى إلى الوضع المحايد. ، اسحب مقبض صمام عكس القالب السفلي لرفع القالب السفلي إلى ارتفاع مناسب (نفس ارتفاع المنتج المقولب)، ثم اسحب صمام عكس القالب العلوي لرفعه إلى أعلى نقطة، واستخدم القالب السفلي لقيادتها حتى ارتفاع الإخراج الحجري. لإنتاج الطوب.
6) إخراج الطوب: انقر فوق زر التشغيل، وستدفع وحدة تغذية اللوحات الدرج الفارغ إلى طاولة اهتزاز المضيف وادفع المنتج المقولب إلى وحدة تفريغ اللوحات. بعد ذلك، ترسل وحدة إزالة اللوحات المنتج إلى الدافعة المصنوعة من الطوب، وسيتم إرسال المنتج المقولب إلى الدافعة المصنوعة من الطوب. بعد الوصول إلى ساحة الطوب، حرّك الطوب برفق لأسفل وضعه بعيدًا بيديك. عند تكديس الطوب، يجب رش طبقة من الرمال الناعمة على السطح لمنع التصاق الطبقة. بوجه عام، يتم وضع 5 إلى 8 طبقات. بالنسبة للمنتجات التي لا يمكن تحريكها (مثل كتل القلب الفارغة)، استخدم منصات صغيرة للصيانة، واملأ المساحة بين المنصات بأكثر من المنتج. ارتفاع كتل خشبية صغيرة للعزل.
تكنولوجيا الإنتاج والمكونات: 1. ولابد أن يكون موقع الإنتاج أكثر من 300 متر مربع، وأن يكون مبنى المصنع مائة إلى مائتي متر مربع، ولابد وأن يكون هناك مصدر طاقة ثلاثي الأطوار.
2) أولاً، قم بإعداد بعض المنصات لدعم الطوب. يمكنك استخدام قوالب قديمة أو خشب خشب من الخيزران لقصهما. مواصفات المنصة: 680 × 535x! 5 إلى 30 مم، الكمية: 1 00 إلى 1500 قطعة.
3) يجب أن يكون الأسمنت رقم 32.5 أو رقم 500 بجودة جيدة. وإذا سمحت الظروف بذلك، فإن بعض الرماد يطير، والرمال الناعمة، والأحجار الكريمة في حدود 0,5، والرمال الخشنة يمكن إعدادها. كما يمكن استخدام مسحوق الأحجار بشكل مباشر، والذي يحتوي على سطح حجري وجسيمات حجرية أقل نحيةً.
الأسئلة المتداولة س 1: كيف يمكنني الوثوق بشركتك؟
أ. لدينا فرق تقنية وفرق مبيعات ممتازة
ب. يمكننا تزويدك بالحل المثالي بأقل تكلفة.
ج. تم تقييم كل المعدات بواسطة طرف ثالث وحصلت على براءات اختراع وشهادات وطنية.
د. فيما يتعلق بالآلات، نقوم بعمل أفضل ويمكن ضمان جودة المشاكل.
السؤال الثاني: كيف تحصل على خدمة ما بعد البيع؟
أ. نقدم ضمانًا لمدة سنة واحدة وصيانة تدوم مدى الحياة.
ب. إذا كانت المشكلة ناتجة عن عملنا، سنرسل لك قطع الغيار مجانًا.
ج. إذا كانت المشكلة من صنع الإنسان، فسنرسل أيضًا قطع غيار، ولكن سيتم فرض رسوم عليها.
د. أي أسئلة، يمكنك الاتصال بنا مباشرة.
س 3: هل يمكنني زيارة مصنعك قبل الطلب؟
بالطبع، مرحبًا بك في زيارة مصنعنا في أي وقت.
س 4: هل يمكنك تحديث معلومات عملية الإنتاج في الوقت المناسب بعد تقديم الطلب؟
بمجرد تأكيد طلبك، سنبقيك على اطلاع بتفاصيل الإنتاج مع البريد الإلكتروني والصور.
س 5: هل يمكننا أن نكون وكيلا لك؟
نعم، نحن نبحث عن وكلاء في جميع أنحاء العالم، وسوف نساعد الوكلاء في تحسين السوق، وتوفير جميع الخدمات مثل تكنولوجيا الماكينات
الأسئلة أو مشاكل أخرى بعد البيع، في الوقت نفسه يمكنك الحصول على خصومات كبيرة وعمولات كبيرة.
س6: شروط الدفع؟
T/T، L/C، Western Union،
س7: هل تقبل شعار العميل والتخصيص؟
نقبل جميع أنواع التخصيص بما في ذلك الشعار والماكينة.





 Complaint
Complaint